現代鐵道車輛結構傷損形式 與再制造修復技術
2020-09-10 13:53:38周希孺吳圣川郭峰胡雅楠張曉軍
電焊機 2020年9期
周希孺 吳圣川 郭峰 胡雅楠 張曉軍




摘要:現代鐵道車輛關鍵承載部件多采用大型復雜焊接結構,在制造、運用及維修過程中不可避免地會形成各種缺欠和損傷。經安全評估后不可接受的質量缺欠和傷損稱為缺陷,它們會顯著降低結構的承載能力和服役壽命,因此需要對含缺陷或者傷損的承載部件進行補修和再制造加工。綜述了當前鐵道車輛關鍵承載部件中存在的各類缺陷及采用的延壽補修技術,指出再制造部件完整性評價是重要研究課題和方向。
關鍵詞:鐵道車輛;車體;轉向架構架;焊接缺陷;結構完整性
中圖分類號:TG44? ? ? ? ? ? 文獻標志碼:A? ? ? ? ? ?文章編號:1001-2003(2020)09-0147-14
DOI:10.7512/j.issn.1001-2303.2020.09.15
0? ? 前言
現代鐵道車輛關鍵承載結構(例如車體和轉向架構架等)多采用大型焊接結構,在制造和運用中將不可避免地存在各種缺陷,例如制造過程中產生的非金屬夾雜物、冶金型或者工藝型氣孔、熱裂紋和成形不良等,以及運用維護過程中產生的腐蝕損傷、外物沖擊、微動磨損、劃擦以及疲勞裂紋等[1-3]。這些缺欠和傷損的存在將導致結構局部形成應力集中,大幅降低承載能力和服役壽命。經安全評估后,不可接受的質量缺欠和傷損稱為缺陷,需要對含缺陷的承載部件進行補修加工和延壽評估。
近年來,多種金屬加工方法被用于高速動車組等現代鐵道車輛關鍵承載結構及部件的再制造,包括磨削、沖擊、鉆孔、重熔、補焊和截換等。然而,每種延壽補修方法適用于不同的缺陷類型,對結構件服役性能的影響程度也不盡相同。例如,當采用表面重熔、補焊和切割焊修等熱加工工藝補修后,結構件中的殘余應力、補修區材料的微觀組織、缺陷容限能力、損傷演化以及剩余壽命均有不同程度地變化。
文中針對現代鐵道車輛的再制造問題,在廣泛調研國內外相關補修及延壽規范、標準及文獻的基礎上,按照結構件的成型工藝(鑄造、鍛造和焊接)、缺陷尺寸及位置(表面缺陷和內部缺陷)、缺陷類型及來源等因素,對高速動車等鐵道車輛關鍵的承載部件的典型缺陷和常用延壽補修技術的適用性和補修效果進行系統歸納,為現代鐵道車輛關鍵承載部件再制造修復技術的研究及應用提供參考。
1 典型缺陷及分類
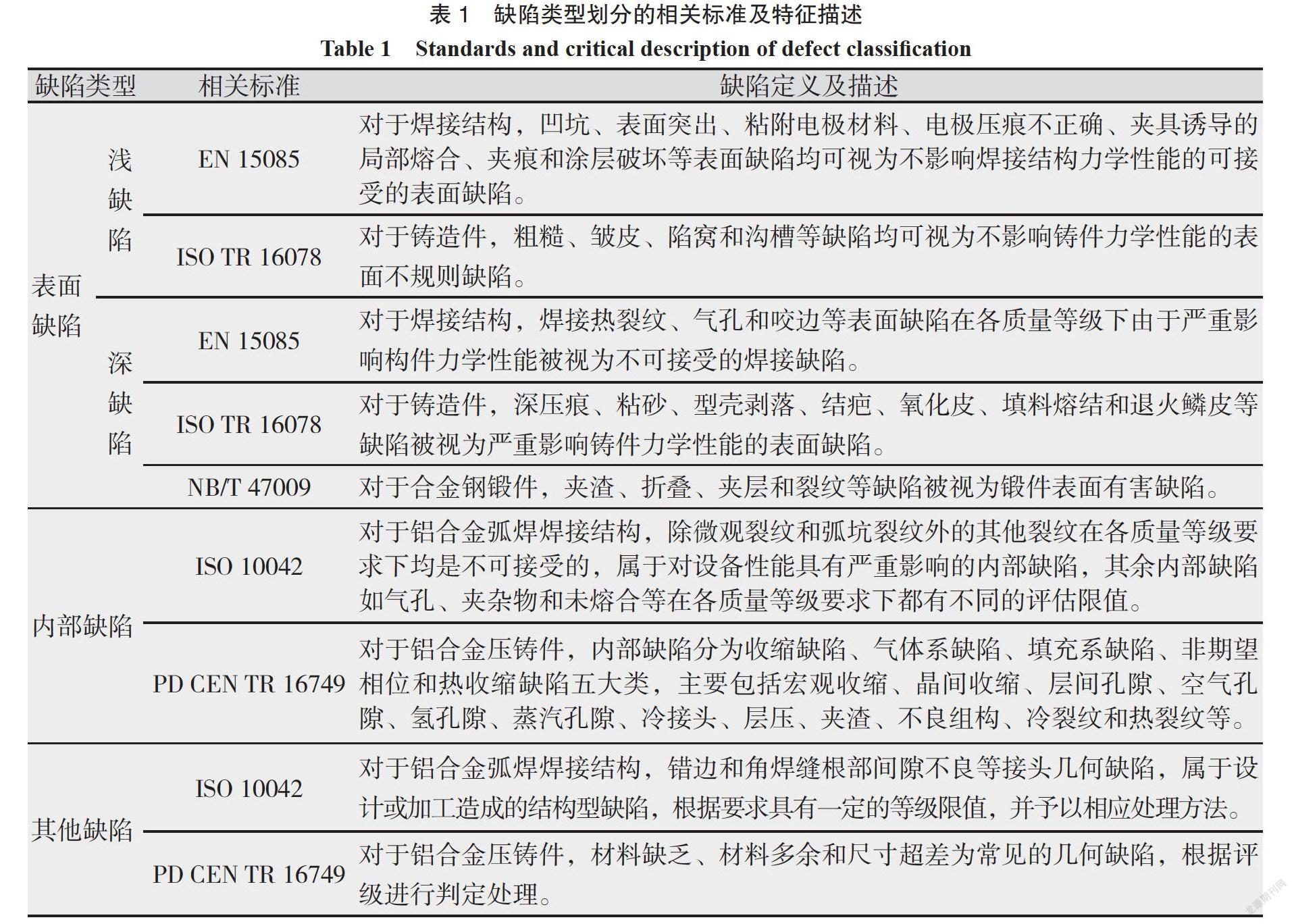
鐵道車輛關鍵承載部件的缺陷主要源于結構件的制造缺欠及服役損傷。前者包括在鑄造、鍛造和焊接等工藝過程中所造成的質量缺陷,后者是指車輛在服役過程中因外在環境產生的磨損、腐蝕、異物致損和疲勞長裂紋等。同時,缺陷來源廣泛,形狀各異,尺寸變化也較大。目前,國內外尚無通用成熟的缺陷標準化和規則化方法,這給缺陷認定及影響研究提出了挑戰。為了便于描述缺陷及其對應的延壽補修技術,文中結合現代鐵道車輛制造、運用和維護的慣常處理方法,依據缺陷與結構件表面的相對位置及其對結構件服役性能的影響等因素將缺陷分為表面淺缺陷、表面深缺陷、內部缺陷和其他缺陷等四大類。缺陷類型劃分的相關標準及特征描述如表1所示。
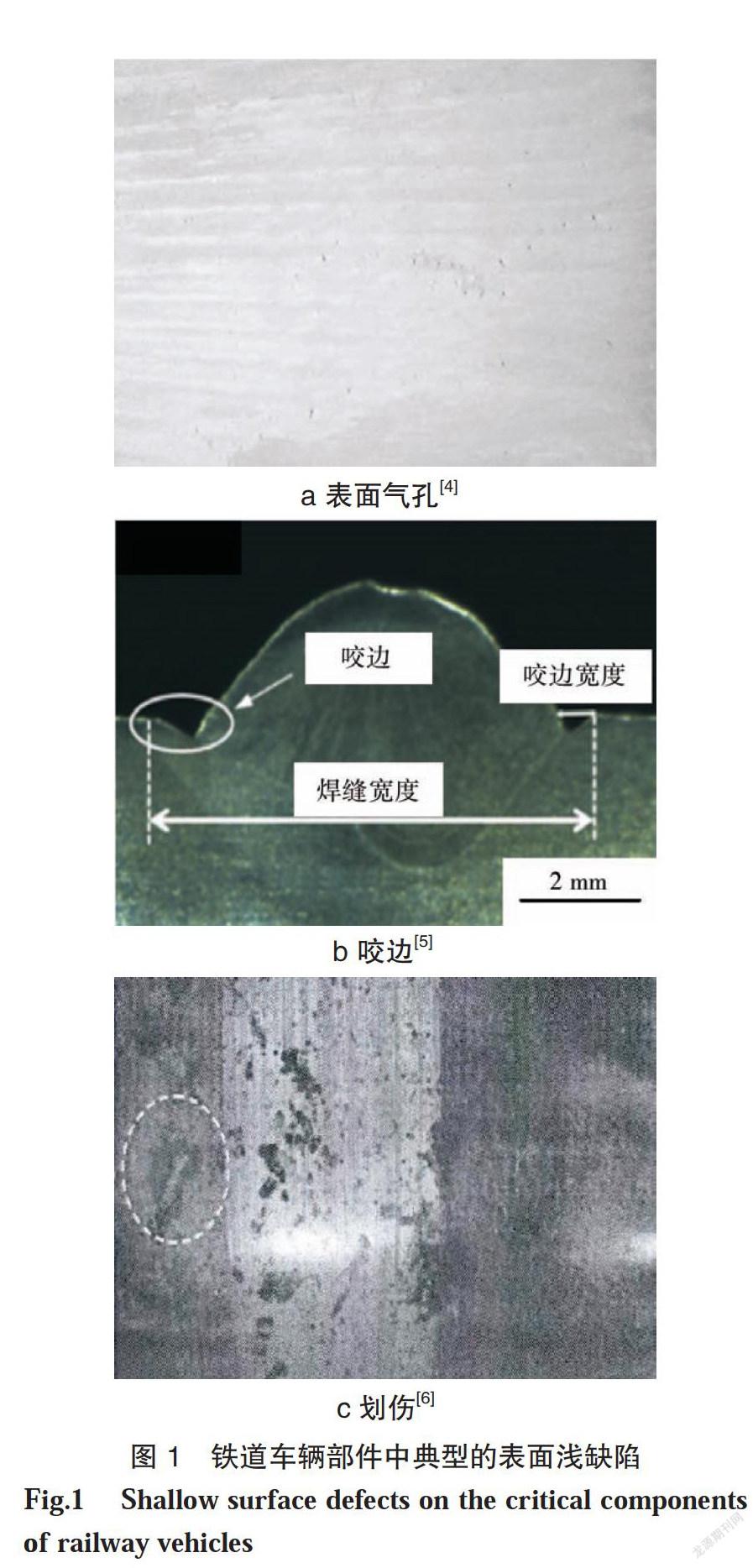
表面淺缺陷是一類位于材料表面的缺陷,鐵道車輛部件的表面淺缺陷通常源于材料自身的冶金缺陷以及構件在成型、加工和服役中造成的損傷。常見的表面淺缺陷有表面氣孔、輕微焊接咬邊和劃傷等,如圖1所示。
盡管表面淺缺陷會造成服役構件的局部應力集中現象,但通常認為其嚴重程度不會影響結構的正常服役。一般所有被認為是尚未直接影響到結構承載能力,也未大幅度縮減結構剩余壽命及未影響車輛正常服役,根據相關設計標準可以被接受的表面缺陷均稱為表面淺缺陷。必須注意的是,這里“淺”并非對應某一種缺陷的絕對尺寸,而是區別于表面深缺陷的一種分類方法。根據斷裂力學理論,表面缺陷恰恰是一類不能被忽略的一類缺陷,只不過實際運用中比較容易發現和修補這類缺陷。
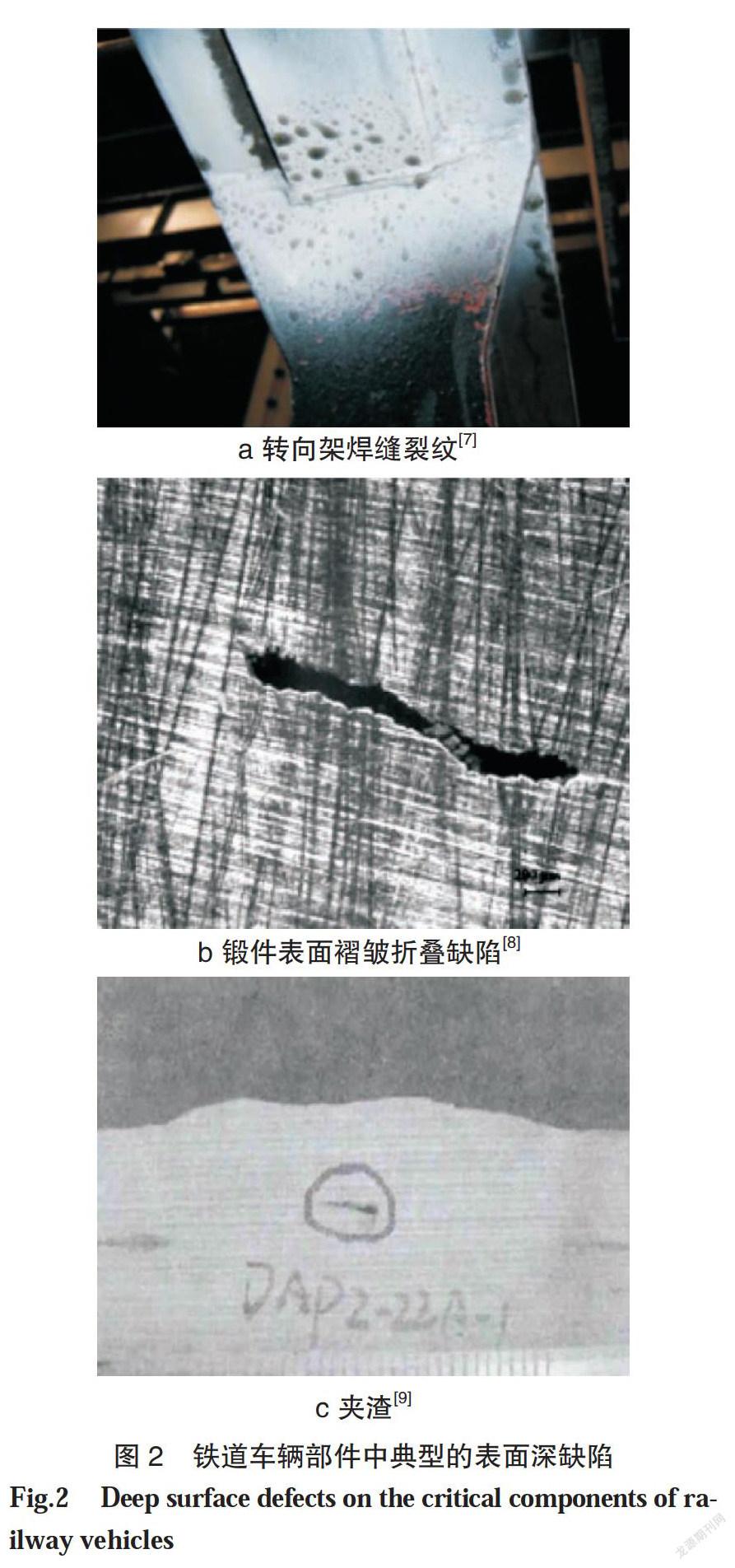
與此相對,表面深缺陷是區別于表面淺缺陷的位于材料及結構件表面的深層缺陷。表面深缺陷一般來源于加工缺陷和服役損傷兩個方面,很少源于材料本身的冶金缺陷。因為發生在材料表面的深冶金缺陷很容易被檢測且判定為不合格,或在后續加工過程中被去除。常見的表面深缺陷有折疊、夾渣、焊接裂紋和疲勞裂紋等,如圖2所示。表面深缺陷在標準中通常被定義為嚴重的或不可以接受的表面缺陷,將顯著地削弱結構的承載能力,大幅縮減結構的服役壽命,其存在會帶來巨大的安全風險。
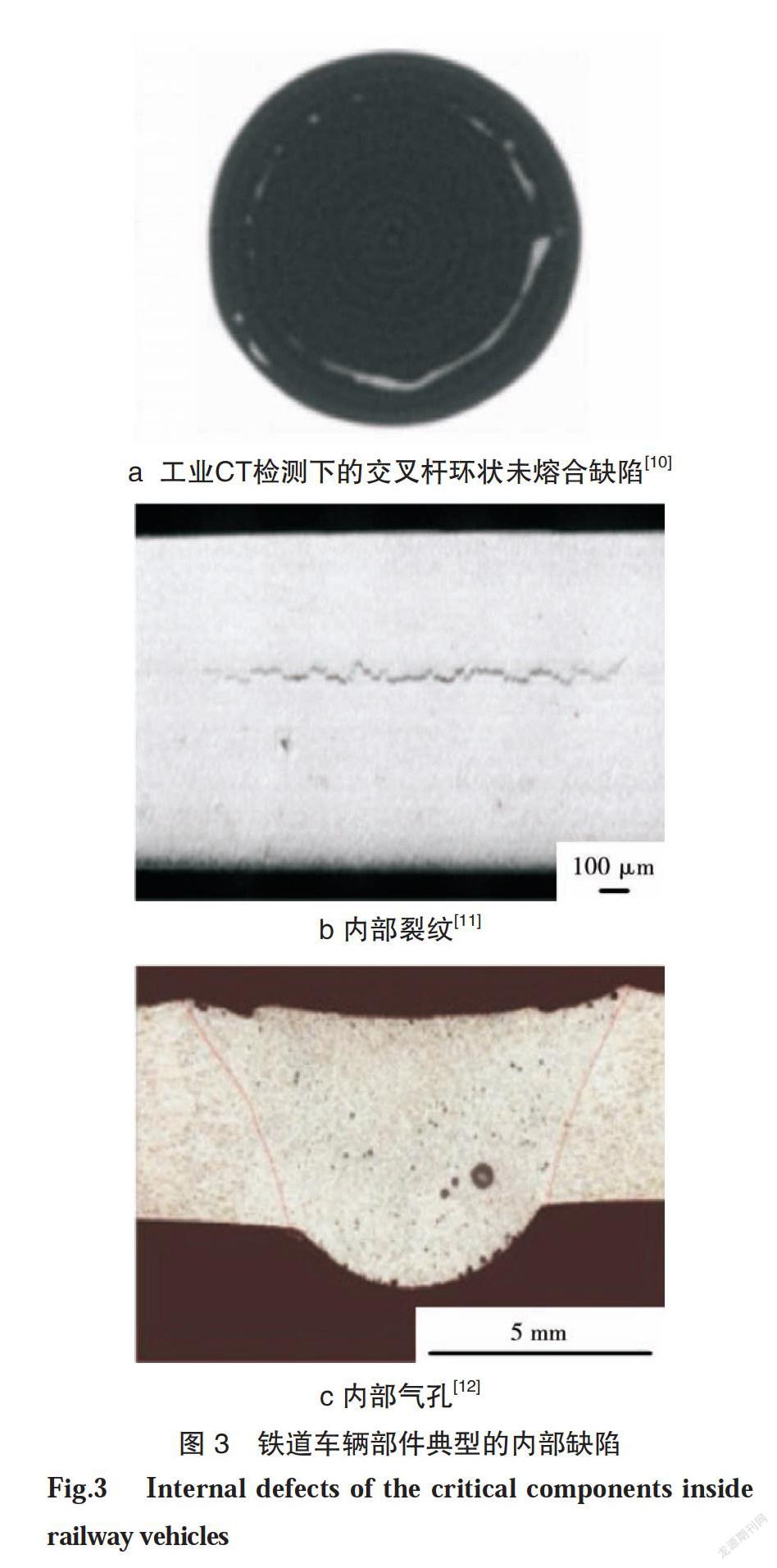
有別于表面缺陷,內部缺陷通常位于材料內部,通過目測無法直接檢出,可能來源于材料的冶金缺陷以及構件成型、加工和服役中的損傷。常見的內部缺陷有內部氣孔、內部裂紋和未熔合等,如圖3所示。
此類缺陷在一定的限制尺寸和數量之內并不會對鐵道車輛結構的承載能力和服役壽命產生影響,但是超過臨界值后會顯著降低結構的承載能力,最終導致結構的失效破壞。
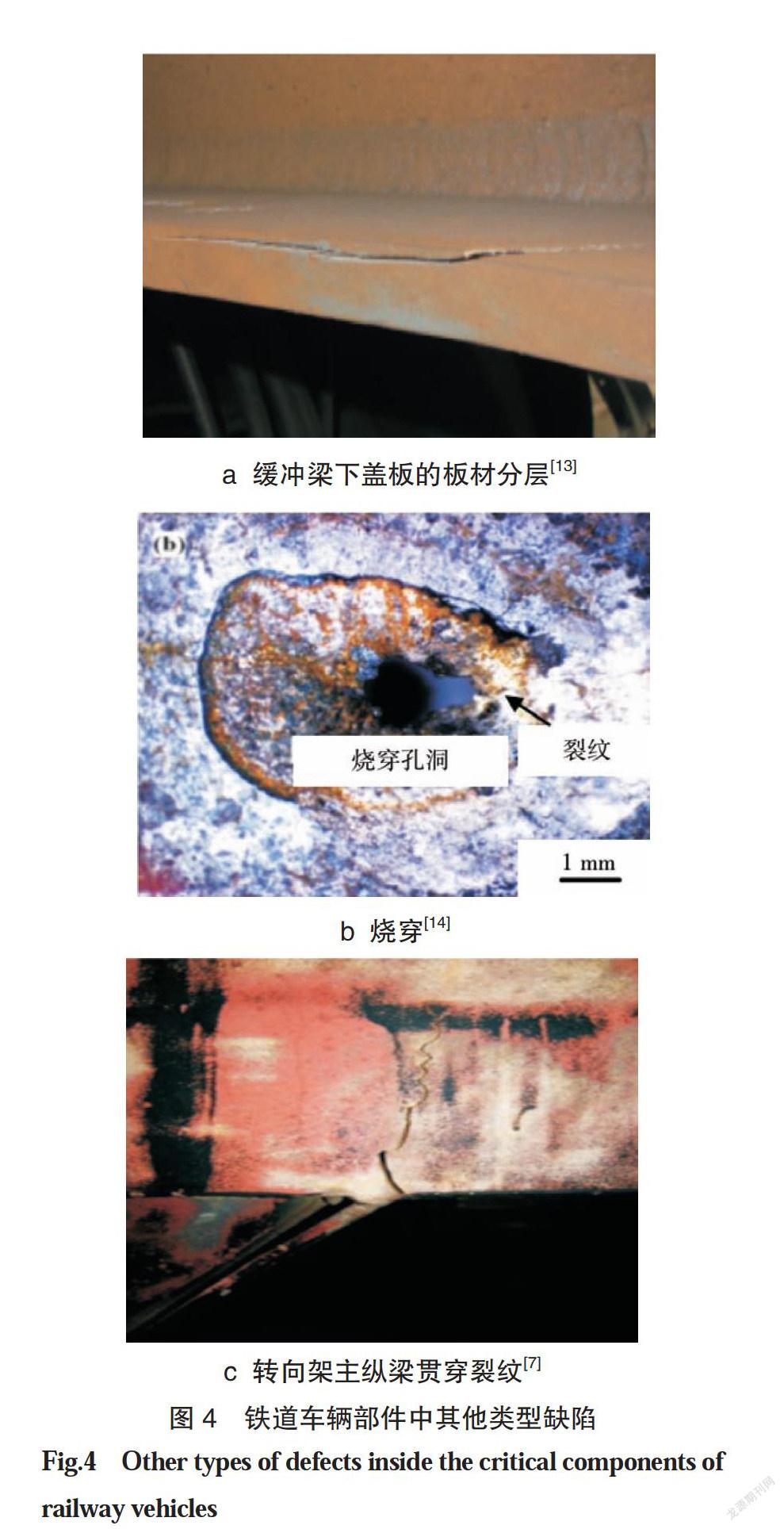
其他缺陷獨立于上述三類缺陷,主要包括因設計加工造成的結構型缺陷,或其他無法被接受的缺陷,例如錯邊、燒穿和貫穿裂紋等,如圖4所示。
一般認為,其他缺陷對鐵道車輛安全可靠服役具有重要影響,當檢測到此類嚴重影響到車輛結構性能的重大缺陷時,需立即停止服役,并對其進行補修或更換。
2 傷損部件的再制造修復
近年來,多種再制造加工技術被用于高速動車組等現代鐵道車輛關鍵承載部件的補修及延壽,例如磨削、沖擊、鉆孔、補焊、堆焊及截換等[16-20],每種補修技術適用的缺陷類型不同。為確保一致性,根據前述缺陷的分類方法將補修技術分為淺層缺陷補修技術、深層缺陷補修技術、內部缺陷補修技術和其他缺陷補修技術四類,進而對鐵道車輛關鍵承載部件常用補修技術的特點和適用性進行了討論和分析。
2.1 含表面缺陷部件
2.1.1 淺層缺陷修復
適用于鐵道車輛關鍵承載部件表面淺缺陷的補修技術主要有磨削、噴涂、表面重熔和增材制造等。
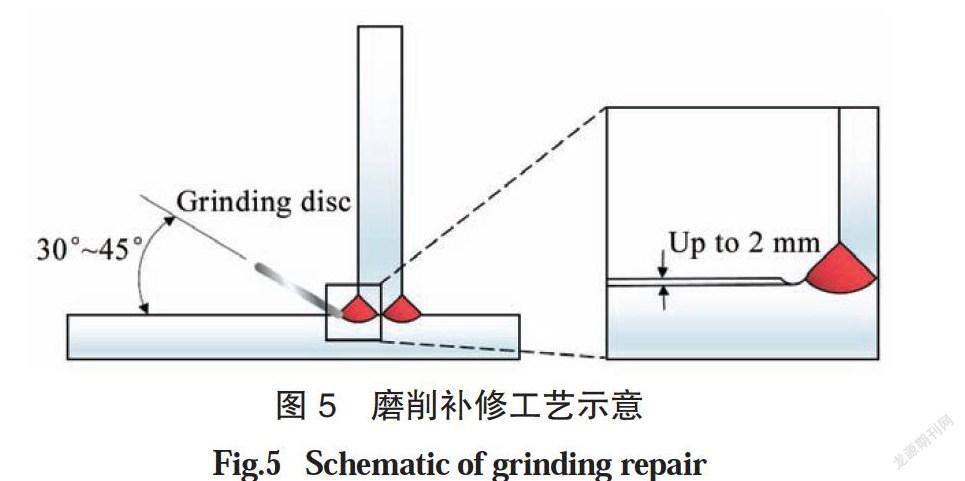
磨削是指采用砂輪、角磨機和砂紙等工具,通過打磨、切削和拋光等機械手段去除表層材料以修復含缺陷部件的一種再制造技術。通常用于焊趾處輕微咬邊和微裂紋等表面淺缺陷的補修處理[17],如圖5所示。
軌道交通領域常用的磨削補修方法有圓盤磨削、旋轉銼刀磨削和拋光輪打磨等。其中,圓盤磨削的切削效率最高,旋轉銼刀磨削相比于圓盤磨削切削速率較慢,但是適用性與可操作性更強,能夠用于各種復雜結構件,尤其是打磨焊縫邊緣和孔洞的效果較好[20]。國際焊接學會認為,作為改善焊接接頭服役性能的一種方法,旋轉銼刀磨削可有效提升焊接結構的疲勞強度[19]。拋光輪打磨主要用于降低結構的表面粗糙度,常用于對表面質量要求較高的部件。磨削技術可以修復深度在2 mm以內或不超過板厚5%左右的缺陷,也用作焊接和鉆孔后修復表面狀態的后處理工藝[18,20]。不過,磨削補修可能會在磨頭和部件表面產生剛性接觸,使用中需避免研磨時產生的意外劃痕和硬損傷;同時注意研磨表面會導致原始裂紋等痕跡模糊從而隱藏部分潛在的缺陷。因此,這類方法不適用于修復較深的疲勞裂紋[20]。
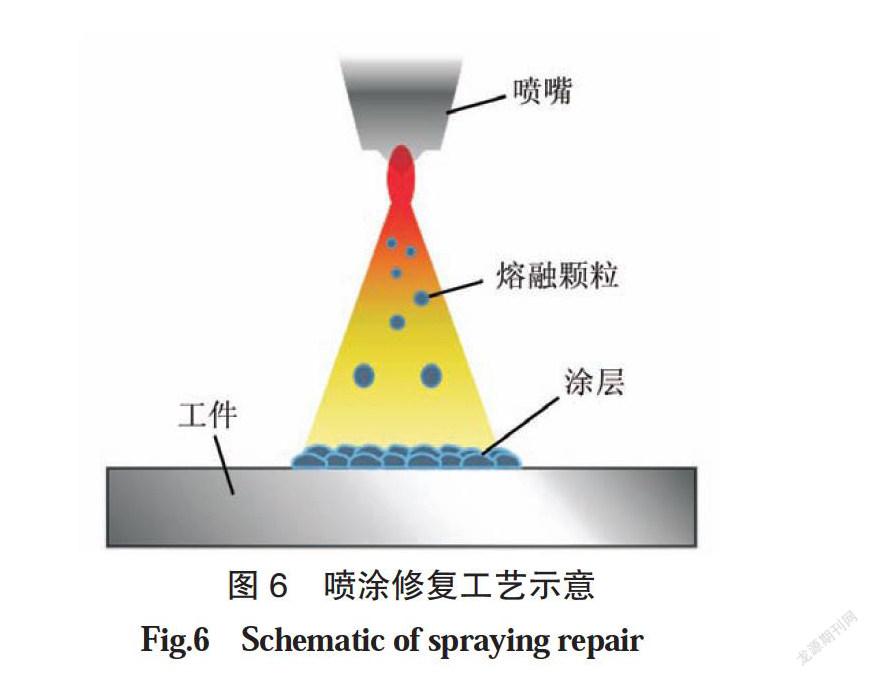
噴涂是指采用火焰、電弧或等離子弧粉末或絲材等材料,通過高速氣流使其霧化成微小的熔融顆粒,在部件表面形成噴涂層的一種補修技術,常用于含有劃痕和磨損等表面較淺缺陷部件的補修,原理如圖6所示。
常見的噴涂補修技術有火焰噴涂、電弧噴涂和等離子弧噴涂。文獻[15]分別介紹了通過氧-乙炔火焰噴涂、電弧噴涂和等離子弧噴涂技術補修發動機曲軸表面劃痕、鍋爐水冷壁表面磨損和發動機葉片表面微動磨損缺陷,為噴涂補修技術在修復鐵道車輛傷損部件中的應用提供了重要參考。為研究火焰噴涂對結構鋼表面溝
槽的補修效果,Keyhany等[21]對含深度為1.0 mm、長度12.5 mm、寬度分別為0.5 mm、0.75 mm和1.0 mm的表面溝槽缺陷的三組試件采用火焰噴涂工藝進行補修處理,結果表明補修后試件抗拉強度提升2.5%。Amiri等[22]采用火焰噴涂工藝,對含0.5 mm槽尖、長度為10 mm、深度分別為0.5 mm、0.8 mm、1.0 mm和1.3 mm的表面溝槽缺陷的四組試件進行補修;結果表明,溝槽深度分別為0.5 mm和0.8 mm的補修試樣的抗拉強度和屈服強度均達到控制值,但伸長率有所下降;其中,溝槽深度為0.5 mm的試樣補修后伸長率下降了13.5%,但仍能夠滿足工程要求。研究表明,火焰噴涂可用于補修寬度為0.5~1 mm的表面溝槽型缺陷,其補修效果對缺陷深度敏感,深度0.5 mm的溝槽缺陷采用火焰噴涂補修效果最好。
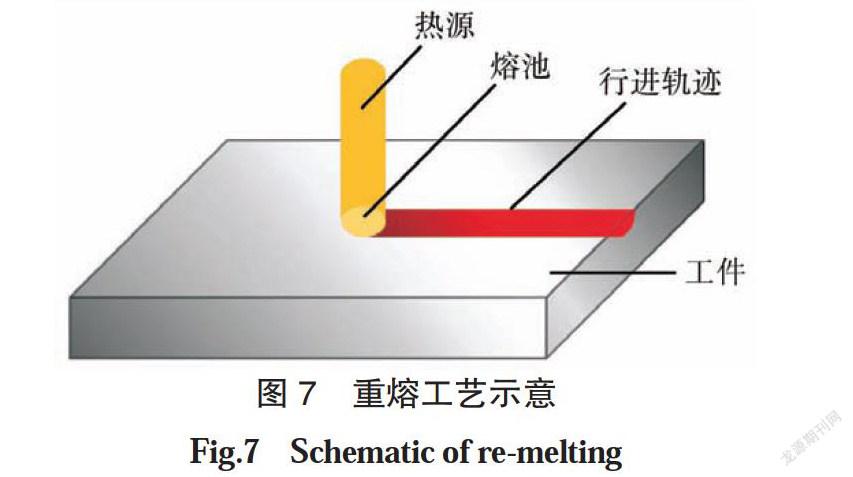
重熔是指利用激光束或超高溫電弧將材料熔化而不添加任何金屬,以達到表面組織改善的一種補修技術,通常適用于表面淺缺陷和表面深缺陷的補修,如圖7所示。
常見的重熔修復技術有激光重熔和電弧重熔等。激光重熔修復的部件表面熔層薄,熱影響區較小,對粗糙度影響不大,并且能使部件表面重新生成較為精細的微觀組織[23]。Cabeza 等[24]通過試驗發現,經激光重熔處理后的馬氏體時效鋼表面粗糙度低,未見任何缺陷,力學性能與正常服役條件下的表面材料力學性能相當,充分表明了激光重熔可以對14鎳(200級)馬氏體時效鋼壓鑄件的損傷表面進行有效補修。Ravi[25]對激光重熔技術修復表面及亞表面缺陷的效果進行了研究,通過實驗驗證了光束直徑為2 mm的1 kW光纖激光表面重熔技術可有效修復尺寸不超過1.6 mm的表面缺陷和尺寸在0.2~1 mm且不超過表面1 mm深的亞表面缺陷。與激光重熔相比,電弧重熔修復深度較深,但熱影響區也更大,可用于補修深度達到5 mm的裂紋缺陷[18]。重熔技術用于補修部件表面缺陷的同時,對其表面重塑,也能夠在一定程度上通過改善幾何構形以減少應力集中,是一種得到廣泛認可的工程結構疲勞強度改善方法。文獻[17,26]推薦使用鎢極惰性氣體保護熔修來修復焊趾處咬邊等焊接缺陷,形成平滑過渡曲面,改善焊趾外形。
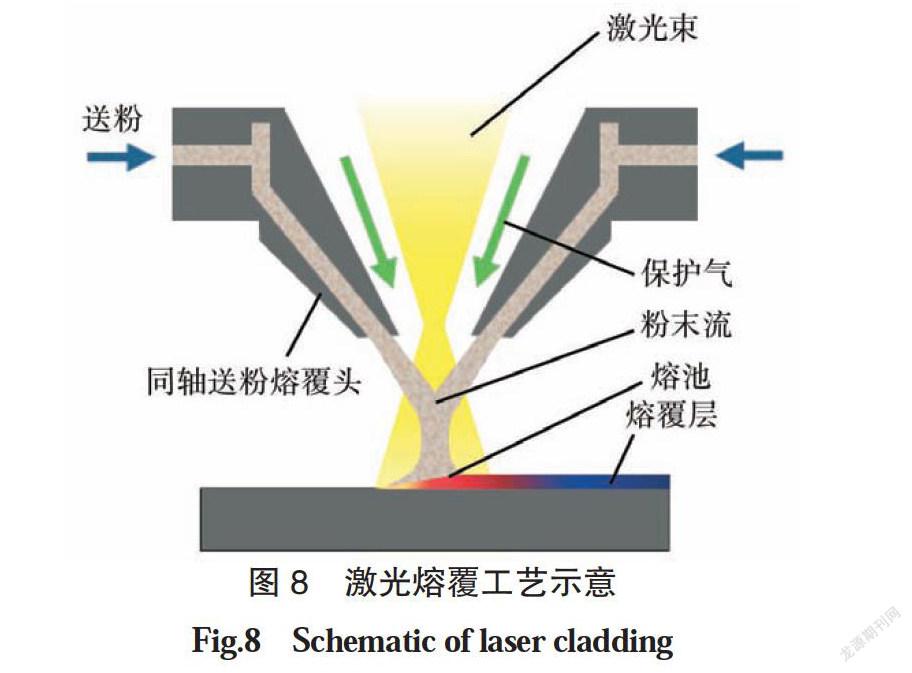
增材制造融合了計算機和材料技術,是通過數控系統實現材料的逐層堆積,通過累加方式實現物體從無到有的新型制造技術。作者認為,增材技術在軌道交通車輛部件維保領域的發展前景廣闊[27-28],目前集中在車軸表面損傷的激光熔覆補修技術研究,如圖8所示。
國外在車軸激光熔覆補修工藝方面的研究起步較早。2013年,Soodi等[29]對缺口車軸試樣分別采用商用420不銹鋼和17CrMoV5粉末進行熔覆補修,通過旋轉彎曲疲勞試驗證實CRMoVe粉末修復效果更好,但是補修過程中產生的氣孔等新缺陷導致其實驗結果分散性變大。在國內,齊先勝等[30]提出了激光熔覆修復EA4T車軸的可行性。2020年,青島四方股份公司的侯有忠等[31]以CRH380A/AL動車組EA4T車軸鋼為基體、NiCrMo合金為增材材料,采用選區激光熔覆工藝方法進行補修和工藝評定,結果表明激光熔覆效果良好,補修后無氣孔、夾渣等新缺陷產生,激光增材組合接頭的抗拉強度高于母材最低抗拉強度650 MPa,試件在拉伸試驗中延性斷裂于母材。
田威等[32]對軌道車輛關鍵零部件(車輪、車鉤等)的失效形式與再制造技術進行了分析與實驗研究,證實了激光熔覆和激光表面強化技術在鐵道車輛關鍵部件修復上的合理性,并結合行業特點制定了鐵道車輛再制造運行與實施模式,有助于鐵道車輛再制造技術的研究和普及。
選區激光熔覆能獲得較為精細的結構組織,在工藝控制較好的情況下能獲得超過母材力學性能的熔覆區,在鐵道車輛補修方面有很好的應用前景。盡管如此,在采用激光熔覆或者其他工藝熔覆缺損車輛關鍵承載部件后還必須從結構完整性角度進行考核,以確保在實際運用中不形成新的缺陷源。也就是說,對于缺損件的再制造,必須“修形修性”并行。
2.1.2 深層缺陷修復
適用于鐵道車輛關鍵承載部件的表面深缺陷補修技術通常包括沖擊處理、膠補、補焊、堆焊、鉆孔止裂和補強。
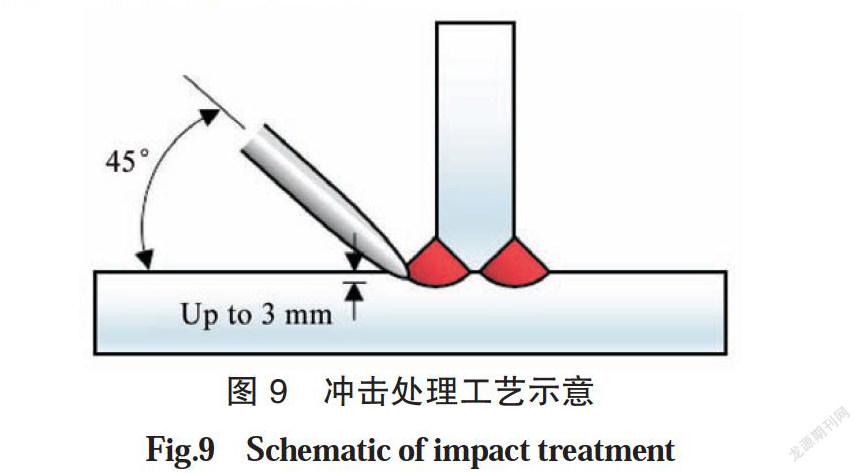
沖擊處理是通過沖擊工件表面改善表面形貌并植入殘余壓應力,提升工件疲勞強度的一種補修工藝,如圖9所示。
沖擊處理工藝通常適用于含表面夾渣等表面深缺陷部件的修復,主要分為錘擊法、噴丸法和超聲波沖擊法[18]。錘擊法是最簡單有效的一種補修技術,其原理是利用氣動工具高速沖擊材料表面產生塑性變形并引入殘余壓應力,通常用于提升焊接接頭性能和修復疲勞裂紋,修復深度可達3 mm。
王秋東[33]針對焊根處原始裂紋長度分別為118 mm、104 mm的兩個T型焊接試樣進行裂紋錘擊閉合處理,疲勞試驗結果顯示,經錘擊處理后的試樣表面均存在明顯的塑性變形,同時引入了壓縮殘余應力,裂紋擴展壽命得到了大幅提高。噴丸法作用力大,清理效果明顯,通過將無數小鋼丸噴射捶打零件表面形成殘余壓應力層。丁麗麗等[34]針對直升機主減速器齒輪電刷鍍修復后產生裂紋這一問題,提出了噴丸強化補修措施,并證實了飛機上承受較大交變載荷的零件存在磨損、壓痕等表面缺陷均可使用該工藝進行修復。超聲波沖擊法是最為高效的一種沖擊補修技術,相比于錘擊法和噴丸法噪聲更低,可控性更高,能夠有效減少氣孔、縮孔等表面缺陷的形成。
鐵道車輛關鍵承載部件在焊接后通常存在一定的焊接殘余應力,對部件力學性能和疲勞壽命危害較大。沖擊處理可以使得表面組織致密化,呈現出條狀纖維形態,同時有效去除焊趾處的焊接殘余應力。徐野等[35]對高速動車鋁合金車體焊接殘余應力的超聲波沖擊消除方法進行了研究,通過盲孔法對激勵電流為1.6 A和2.0 A的超聲波沖擊處理后的模擬焊接結構進行檢測,發現接頭力學性能均滿足標準,隨著激勵電流的增加,焊接殘余應力消除效果明顯,但是表面粗糙度也隨之增大。值得注意的是,盡管噴丸等沖擊處理屬于冷加工技術,一般不影響補修區域材料的力學性能,但是在引入殘余壓應力的同時也會使部件表面產生深度為0.05~0.25 mm的微小凹坑,同時,類裂紋缺陷也是沖擊過程所帶來的不可避免的工藝性缺陷,通常可以通過輕微的表面研磨去除[18,20]。
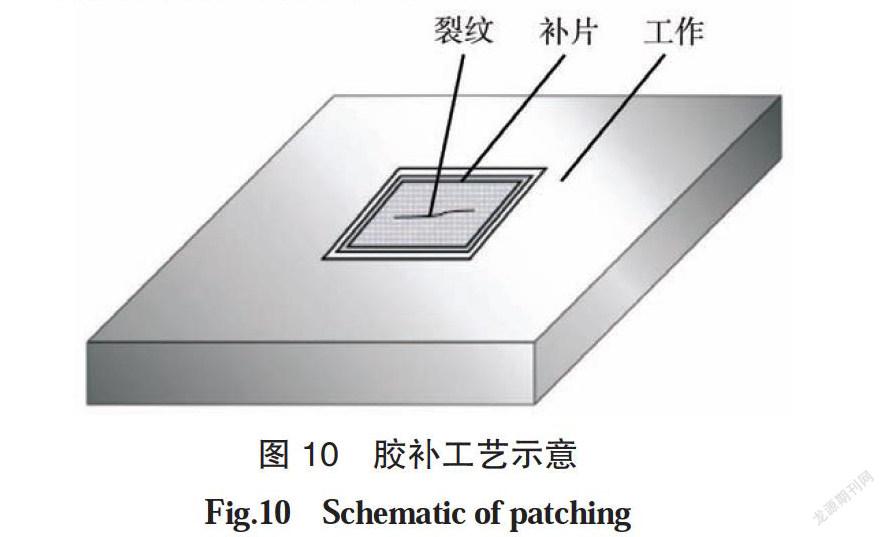
膠補是利用金屬填補劑直接涂敷于金屬表面以修復缺陷或將復合材料補片用膠接的方法貼補到破壞損傷區域,從而實現結構局部補強或賦予材料表面特殊性能的一種補修技術,其基本原理如圖10所示。膠補方法通常適用于表面深缺陷的消除,一般可分為金屬修補劑修復和復合材料補片修復兩類。
金屬補修劑修復是指將多種合金與改性增韌耐熱樹脂或者特殊材料進行復合得到的高性能聚合金屬膠粘劑涂于表面,適用于設備腐蝕、磨耗、劃傷、破損等缺陷修復,且不會引起修復區變形和應力集中。例如,北京泰春化工采用天工“超金屬”修補劑修復了某1 800 t水壓機主柱塞、壓套及導套的磨損[36];該工藝具有高效、可靠和經濟等優勢,廣泛用于氣孔和砂眼等缺陷的補修。
復合材料補片修復是指將復合材料預先浸料補片,用膠接的方式貼補到部件損傷區域,進行局部補強,該修復技術具有固化快、增重小和設計性強等特點,適用于修復復雜結構。Baker[37]針對機翼下表面45 mm的長裂紋,采用500 mm×300 mm的復合材料修補片進行修復,三年服役表明,裂紋未見擴展現象。張建路等[38]對于鐵道車輛車體焊縫處銹蝕缺陷采用ORB-P103密封膠進行補修,并驗證了其可行性。膠補技術在使用過程中無需加熱,不會引入熱應力,對表面組織形貌的改善很小且使用方法簡單快速,適用于無法補焊的復雜結構和環境,因此在交通運輸、航空航天和武器裝備等領域得到了廣泛應用[36]。
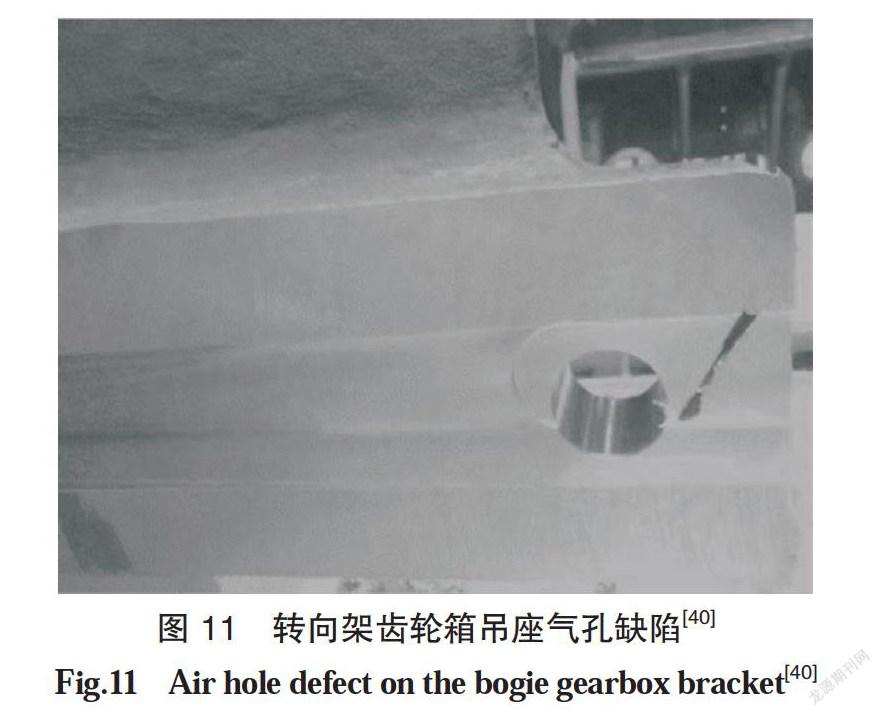
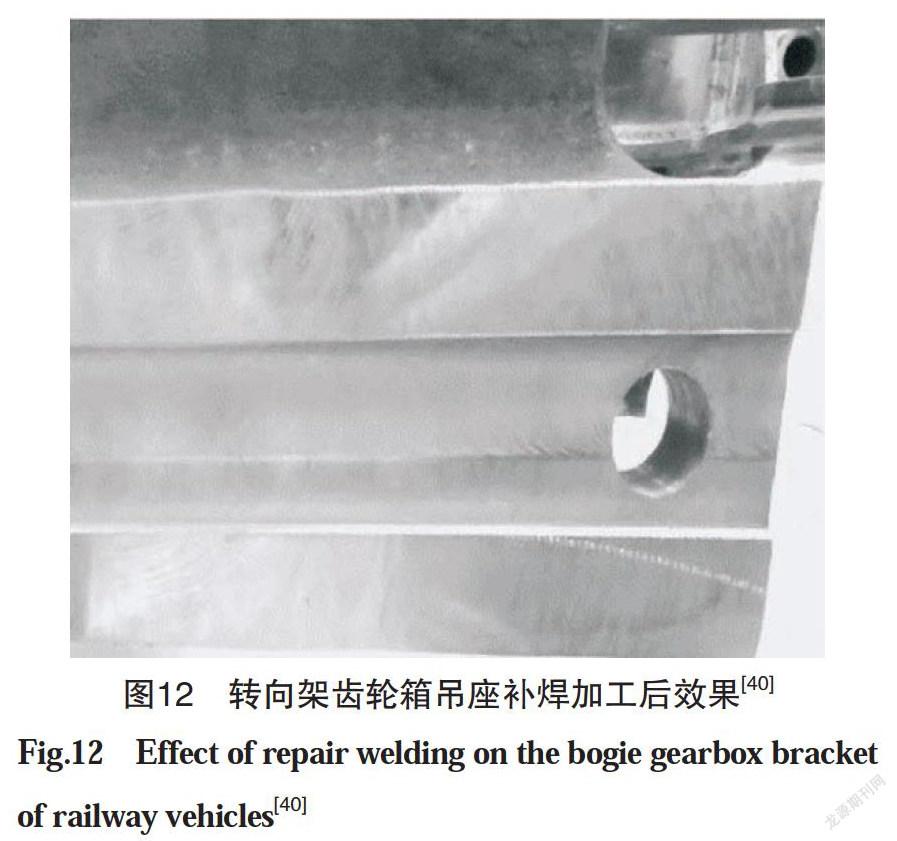
補焊是將焊接技術直接用于修補設備或零件缺陷的一種再制造技術,成本低和效率高,是鐵道車輛關鍵承載部件及其他各種焊接結構應用最多的一種補修工藝,通常可用來補修表面缺陷、內部缺陷和貫穿型裂紋等各種缺陷[18,39-40]。Dexter等[18]認為挖V型槽補焊法非常適用于焊縫處的貫穿型長裂紋。當檢測到裂紋時,首先通過空氣電弧氣刨和磨削等手段沿裂紋長度方向去除含缺陷材料,挖出V型槽,然后再通過焊接技術修補該區域。Liu等[39]對攪拌摩擦補焊的缺陷補修效果進行了研究,結果表明,攪拌摩擦補焊能有效地去除焊縫處的溝槽缺陷,且偏移補焊工藝優于對稱補焊工藝,可獲得質量更好的補修接頭。王家鑫等[40]針對齒輪箱吊座上3 mm×20 mm×4 mm的氣孔缺陷按照ISO 15614-1-2012標準進行工藝評定,并制定出對應的局部補焊方案,補修質量良好,如圖11和圖12所示。
補焊是現代鐵道車輛關鍵承載結構維保中應用最多的補修方案之一。但是,補焊區域的高溫熱效應會改變補修區域材料組織和力學性能,形成一定程度的應力集中,引入復雜的殘余應力場(拉伸應力會促進裂紋萌生和擴展),因此焊后通常要采取局部熱處理和沖擊處理等措施以均勻化近焊縫區的微觀組織,提高其材料性能。
堆焊是將具備特殊性能的合金材料用電弧焊或氣焊法熔覆于缺損零件表面,以恢復零部件原有形狀尺寸或者賦予其表面特殊性能的一種再制造技術。與補焊相比,堆焊能夠使零件表面獲得特定的耐磨損和耐腐蝕等性能。羅洪軍等[41]對電火花堆焊在機械設備補修上的應用特點及適用性進行了研究,結果表明電火花堆焊技術對設備表面凹坑、裂紋和基材剝落等缺陷具有較好的修復效果。汪瑞軍等[42]綜述了電火花沉積堆焊技術在機械設備表面缺陷的應用情況,發現與其他工藝相比,該技術在操作條件、環境要求、成本費用、補修效果等方面具有優勢。
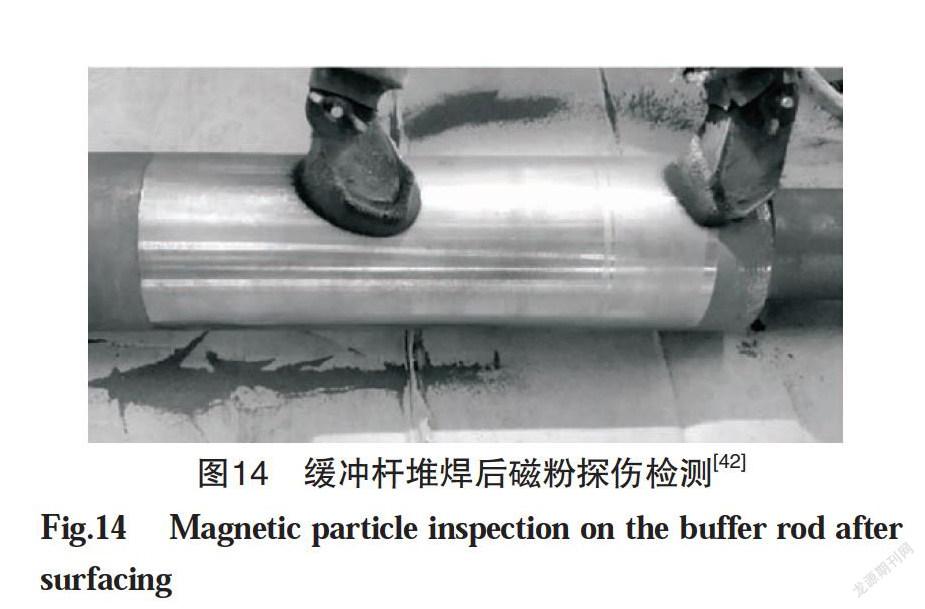
鐵道車輛關鍵承載部件在運行中要經受復雜環境和變幅載荷的綜合作用,可能會產生磨損、腐蝕和裂紋等缺陷,嚴重影響車輛安全性。何巖等[43]對車輛緩沖桿表面進行了堆焊性能研究,通過力學試驗、微觀分析和檢測手段發現,硬度、抗拉強度和表面組織均得到了明顯改善,如圖13和圖14所示。
文獻[44]提出了采用耐磨堆焊來補修轉向架構架支承表面的磨損缺陷,補修后的支承耐磨性可提高4~6倍,同時疲勞壽命也得到大幅度提高。昌霞等[45]針對含缺陷的貨車轉向架側架,提出缺陷區域開U型坡口后采用焊條電弧焊進行堆焊的補修方案,并通過試驗驗證了該補修工藝的可行性。
鉆孔止裂是通過在裂紋前緣進行鉆孔,消除裂紋誘導的應力集中,從而有效提高部件使用壽命的缺陷修復方法,如圖15所示。
鉆孔法主要用于補修深度超過5 mm的疲勞裂紋[18],其補修效果與鉆孔的數量、尺寸、位置及形狀等有關。文獻[46-48]對止裂孔的數量和位置分布進行了研究,提出了鉆孔止裂工藝的相關建議。傅中秋等[46]根據ASTM標準制備了緊湊拉伸試樣,在裂紋尖端設置不同類型的止裂孔進行試驗;研究發現,止裂孔中心位于裂紋前面且孔邊恰好與裂紋尖端重合的止裂孔補修效果較好,且鉆孔直徑越大,裂尖應力集中系數越低。文獻[49-50]對鉆孔直徑與疲勞裂紋擴展速率的關聯性進行了研究,發現在一定范圍內,較大裂紋止孔的止裂效果更好。Fanni等[51]根據結構應力法設計了一種與之對應的新型止裂孔形狀。
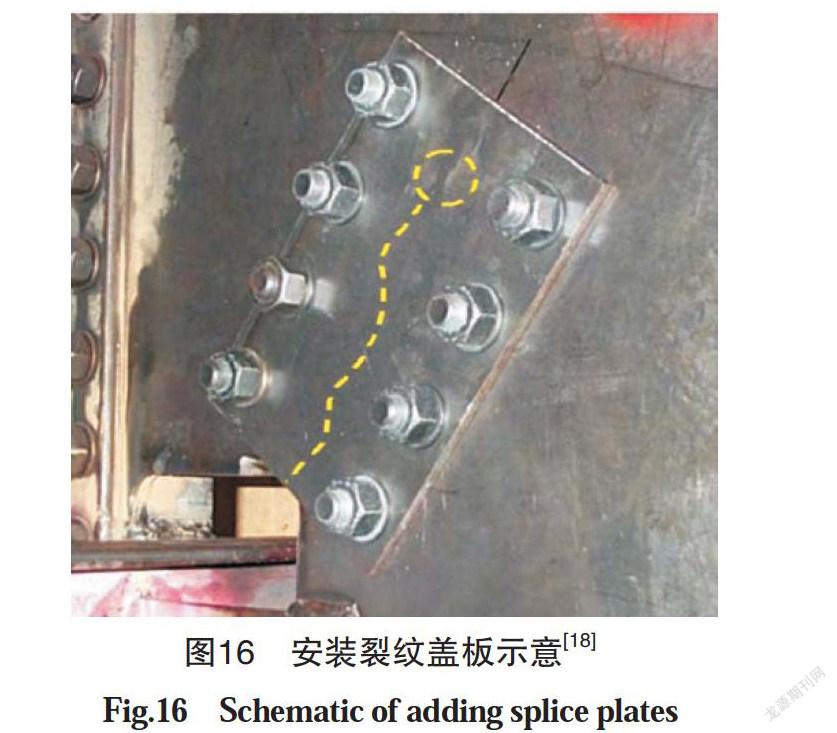
補強是在裂紋出現位置安裝蓋板或在開裂區域安裝補強板,從而提高結構抗疲勞強度的一種補修技術(見圖16),它也是一種簡單且應用比較廣泛的結構增強工藝。
文獻[18]指出,裂紋蓋板通常適用于深度超過5 mm的疲勞裂紋修復,且可以通過先在裂紋尖端進行鉆孔再通過螺栓安裝裂紋蓋板,達到更好的補修效果。文獻[52]對轉向架側梁銹蝕部位打磨清理后采用安裝補強板的方法,提高了結構強度和使用壽命。安裝裂紋蓋板和補強板等補強工藝效果比較明顯,但是由于存在容易變形和結構增重明顯等缺點,在再制造領域的應用逐漸減少。
2.2 含內部缺陷部件
適用于鐵道車輛關鍵承載部件的內部缺陷補修技術通常包括挖補和熱等靜壓技術。一般認為,內部缺陷比表面缺陷危害性小,但若數量過多、尺寸過大、形狀復雜,會顯著降低結構的承載性能和服役性能。
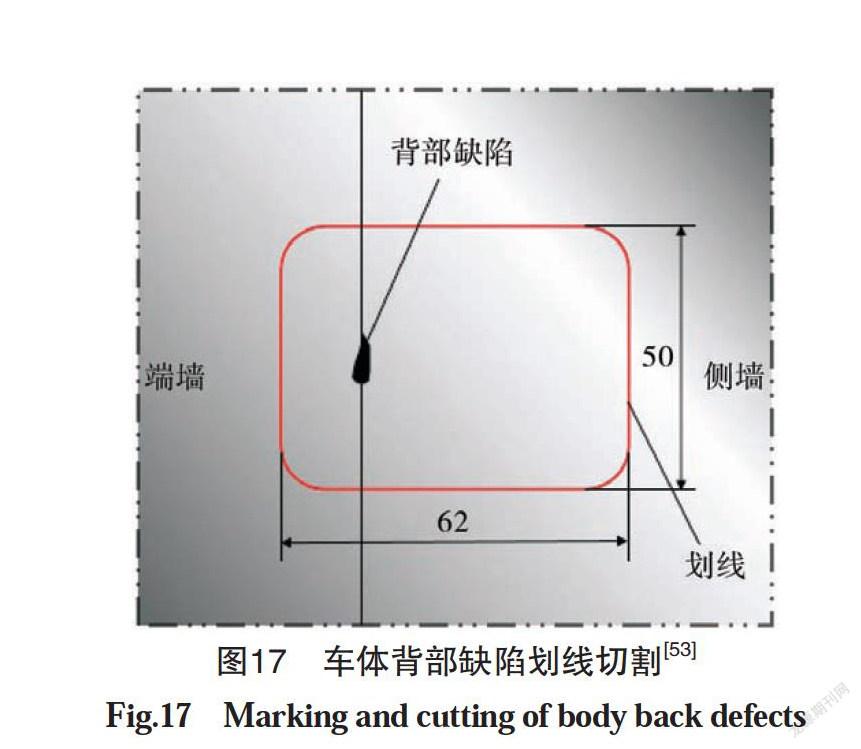
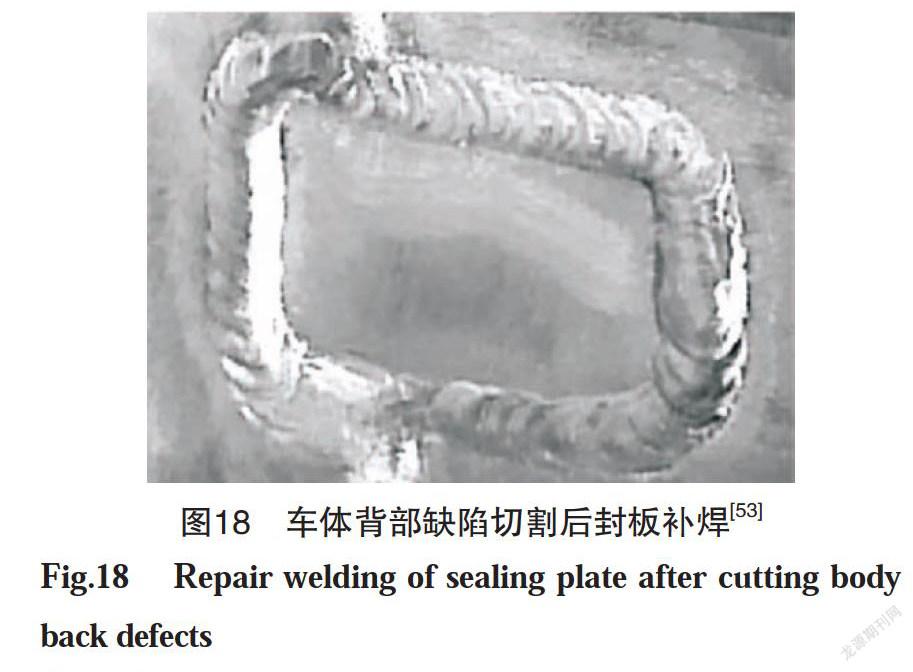
挖補是指將部件上含有缺陷的部位硬性刨除,再以焊接方式補焊上與母材成分基本相同或近似材料的一種補修技術。挖補通常適用于嚴重影響部件的材料性能或難以從外部直接進行補修的內部缺陷。呂曉蘭等[53]針對車體焊縫背部燒穿和塌陷缺陷無法從正面直接進行修復的問題,采用從前面將含缺陷部位刨除后重新補焊上新材料的補修方案,補修效果明顯,如圖17和圖18所示。
董文忠[54]針對復合鋼板上未熔合夾層缺陷,采用超聲波檢驗法獲取該內部缺陷的位置和大小后,將缺陷部位刨除再用焊條電弧焊來補焊的工藝方案;分析發現,所有位置缺陷補修后經檢驗均符合標準,且在后續一年運行中未見異常。
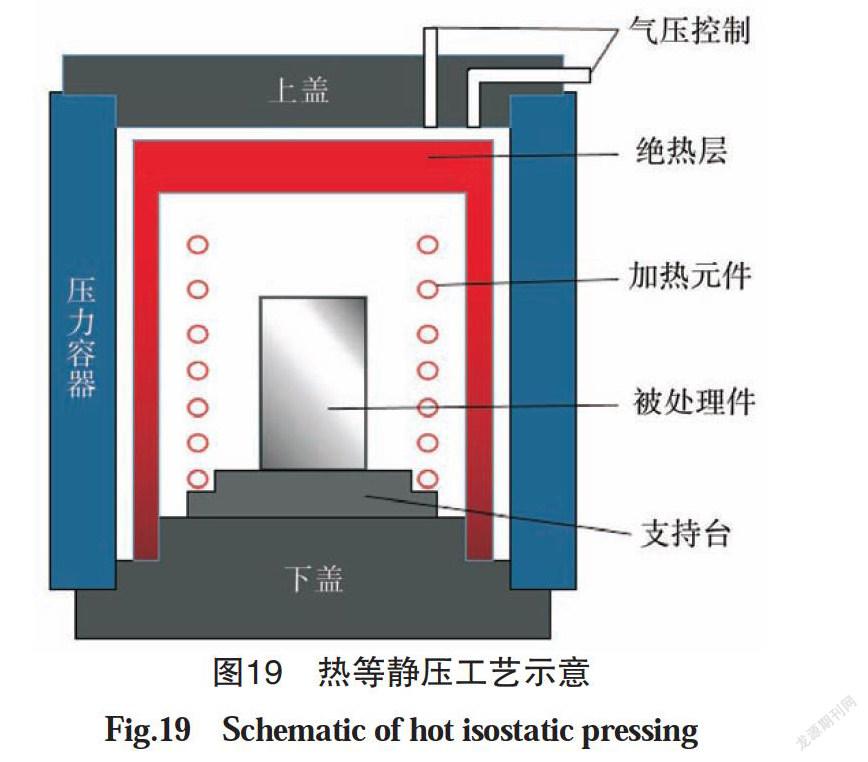
熱等靜壓技術是將含缺陷部件放置到密閉容器內,施加各向同等壓力,使部件在高溫高壓的作用下得以燒結和致密化的一種后處理技術,如圖19所示。
熱等靜壓可以有效消除內部疏松、縮孔和裂紋等缺陷,同時具有均勻化組織和殘余應力的作用,主要適用于部件內部缺陷的補修[55],在增材制造部件完整性評價中也得到了廣泛應用[56-57]。美國工業材料公司采用熱等靜壓修復大型鑄錠[58],使得材料的綜合力學性能顯著提高,補修后的鈦合金鑄件作為船用推進器的葉輪已大批量成功使用。熱等靜壓技術加工的產品致密,性能優異,主要用于高性能材料及部件制造領域,在美國、日本和歐洲都已經基本實現產業化,但由于其在國內起步較晚,研究深度和重視程度仍需提高。
2.3 含其他缺陷部件
適用于鐵道車輛關鍵承載部件的其他缺陷補修技術通常包括調修、截換、鑲套、磨削、補焊、裂尖鉆孔和加裝裂紋蓋板等。
調修是基于手工、機械和火焰加熱等的傷損部件補修技術,在鐵道車輛領域通常用于轉向架構架、枕梁和車體等焊后變形的修復,主要分為冷調修和熱調修。前者主要通過機械手段對部件進行局部補修,通常用于修復變形量較小、結構較單薄的區域;后者主要通過火焰加熱對部件進行局部補修,通常用于剛度和變形較大的區域,如圖20和圖21所示[59]。
對于結構幾何復雜和變形量較大的焊接構架,可將冷調修和熱調修合理搭配,以達到更好的調修效果。文獻[60-61]對轉向架火焰調修工藝進行了研究,結果表明焊接構架的調修位置對調修影響很大,溫度在700~800 ℃為宜,同時必須嚴格控制調修過程。
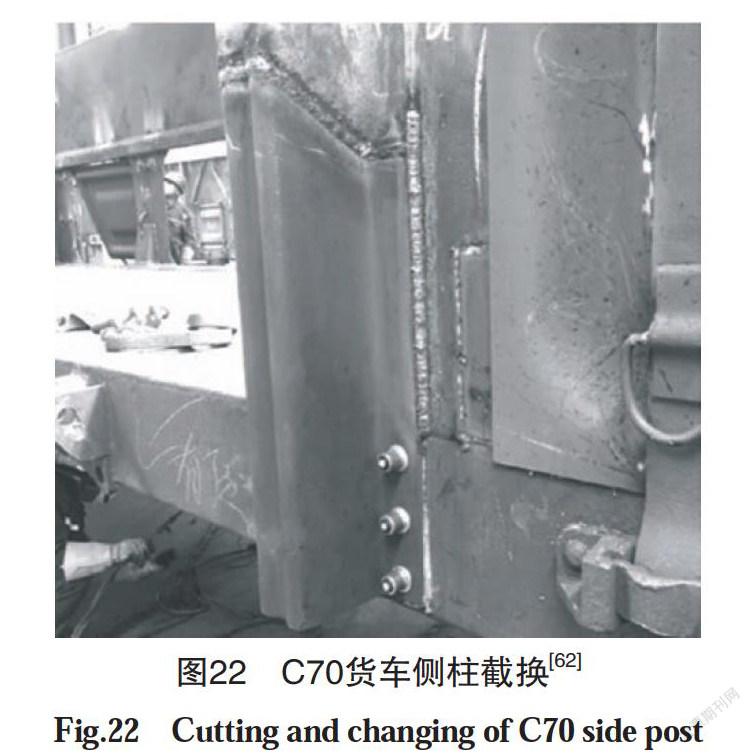
截換指將含缺陷部件直接切除再補焊上新的零部件的一種補修技術。截換通常適用于嚴重影響部件結構性能且難以通過簡單的補修技術進行修復的其他缺陷,如圖22所示。
鐵道車輛廠修規程中指出,車體鋼結構梁及側墻立柱和蓋板銹蝕深度超過設計厚度的30%等嚴重缺陷可以采取截換進行補修。王成松[63]對客車車體腐蝕問題和檢修方法進行了研究,結果表明,車身腐蝕嚴重部位廠修時大部分都需截換,并提出通過減少車體搭接、段焊和塞焊,加強表面清潔、防銹措施來減緩腐蝕損傷。王富強等[13]整理了幾種常見的牽枕緩結構裂紋,對緩沖梁下蓋板處出現的長大裂紋設計了三種補修方案,選取對含長大裂紋的蓋板進行局部截換的補修方案,補修后部件在后期運行和檢查中狀態良好。
鑲套是通過加鑲特定尺寸形狀要求的內套或外套,恢復部件耦合功能的一種再制造修復技術(見圖23)。鑲套通常適用于加工、裝配和使用過程中產生的部件螺孔功能失效等缺陷。戚墅堰公司的路亞光[64]詳細闡述了軌道交通領域鑲光套和鑲螺套修復技術的工藝流程與應用實例,針對機體上原螺孔的耦合功能失效問題,采用鑲套技術補修,將螺孔尺寸由原來的M36×2加工為M48×2,再擰入內螺紋為M36×2、外螺紋為M48×2的內螺套,從而恢復其原使用功能。在進行部件再制造加工選用和設計鑲套方案時,不僅要考慮其配合精度問題,還要嚴格保證其結構強度可靠性。任麗梅等[65]給出了采用過盈配合鑲套技術補修破碎機皮帶輪內孔嚴重磨損失效問題的工藝設計流程和強度校核算法,該補修技術在日常生產中得到多次應用并取得了很好的效果。
其余補修技術在上文均已介紹過,當遇到其他類型缺陷時也可以采取這些方法進行補修。例如對于形狀尺寸不符合要求的部件,通過磨削等機加工可以修復其外形,修復完成后要對其表面形貌進行檢查,并按照要求對其表面粗糙度進行調整;針對貫穿型裂紋缺陷,可以采用挖V型槽補焊、安裝裂紋蓋板和裂尖鉆孔的補修技術,根據具體要求也可將幾種方法結合使用。
3 結論
文中綜述了現代鐵道車輛關鍵承載部件存在的典型缺陷和與之相對應的各種補修延壽技術特點及適用性。在實際工程運用中,缺陷通常呈現出多樣化和復雜化特點,需要結合具體問題采取合適且經濟的補修技術。目前,補修延壽研究存在以下幾個方面的問題:
(1)高速動車組等鐵道車輛與汽車、船舶和飛機等重要載運工具在冶金、加工和服役過程中均存在交叉區域,在選用補修技術時,應重視各領域之間的多信息交互融合,從而推動補修技術的先進化和完備化。
(2)國內補修技術研究起步較晚,多數尚停留在理論階段,采用的補修方案單一、保守,應運用一些先進的再制造技術開展車輛結構延壽,使得補修技術更加實用、可靠,這是車輛高速及結構輕量化發展的必然。
(3)部件補修后重新投入使用,由于補修技術、操作技術和實施工藝參數等不盡相同,尤其是補修后局部材料性能隨著服役時間的延長會有所變化,目前欠缺在部件補修后服役過程中的更新檢查和持續監控方面的深入系統研究,需要對補修后部件的材料性能、服役壽命的演化關系及相應的檢查監控方法開展深入探索。
(4)傷損結構補修運用后,需要重新對結構應力狀態和強度進行校核分析,尤其應加強再制造本身引起的局域組織和力學性能改變與服役行為之間的關聯研究,否則易導致“拆東墻、補西墻”的結果,同時造成結構質量或者剩余強度的惡化。
參考文獻:
[1] 徐忠偉. 高速鐵路外物損傷車軸疲勞評估方法[D].四川: 西南交通大學, 2018.
[2] Miki M, Ogata M. Phased array ultrasonic testing me-thods for welds in bogie frames of railway vehicles[J]. Insight-Non-Destructive Testing and Condition Monitoring, 2015, 57(7): 382-388.
[3] 李少波, 楊靜, 王錚, 等. 缺陷檢測技術的發展與應用研究綜述[J/OL]. 自動化學報:1-18[2020-08-11].
[4] 周勇, 申鵬, 劉家闊, 等. 2507雙相不銹鋼連鑄坯表面氣孔缺陷[J]. 鋼鐵, 2013, 48(12): 41-45.
[5] Chen J, Zhang Y, Wu C, et al. Suppression of under-cut defects in high-speed GMAW through a compound magnetic field[J]. Journal of Materials Processing Technology, 2019(274): 116-288.
[6] 高杰維. 表面凹坑缺陷對高速列車車軸鋼疲勞性能影響研究[D]. 四川:西南交通大學, 2017.
[7] Lucanin V J, Simi G, Milkovi D D, et al. Calculated?and experimental analysis of cause of the appearance of cracks in the running bogie frame of diesel multiple units of Serbian railways[J]. Engineering Failure Analysis, 2010, 17(1): 236-248.
[8] 齊立春, 黃利軍, 劉德林, 等. Ti-1023鈦合金連接件鍛件折疊缺陷分析[J]. 鍛壓技術, 2012, 37(6): 4-7.
[9] 沈洪娟, 姜芳, 栗濤. 高速列車牽枕緩常見焊接缺陷及防止措施[J]. 焊接技術, 2015, 44(11): 56-59.
[10] 宋全知, 潘亮. DR和工業CT檢測技術原理及其在鐵路貨車零部件生產中的應用[J]. 電焊機, 2019, 49(11): 107-113.
[11] Aurélie Laureys, Pinson M , Depover T, et al. EBSDcharacterization of hydrogen induced blisters and internal cracks in TRIP-assisted steel[J]. Materials Characterization, 2019(159): 110029.
[12] Huang Y, Yuan Y, Yang L, et al. A study on porosityin gas tungsten arc welded aluminum alloys using spectral analysis[J]. Journal of Manufacturing Pro-cesses, 2020(57): 334-343.
[13] 王富強, 袁士瑞. 地鐵車輛鋁合金車體牽枕緩組件裂紋修復及修后效果評價[J]. 鐵道機車車輛, 2019, 39(S1): 80-85.
[14] Wu Q, Han T, Wang Y, et al. In-situ observation ofhigh-temperature failure behavior of pipeline steel and investigation on burn-through mechanism during in-service welding[J]. Engineering Failure Analysis, 2020, 109(1): 104236.
[15] 李亞江, 張永喜, 王娟. 焊接修復技術[M]. 北京: 化學工業出版社, 2005.
[16] TB/T 1581-1996, 機車車輛修理焊接技術條件[S].北京:中國鐵道出版社, 1996.
[17] 吳連強, 陳強, 王磊. 延長焊接接頭疲勞壽命的方法[J]. 電焊機, 2018, 48(5): 40-42,46.
[18] Dexter R J, Ocel J M. Manual for Repair and Retrofitof Fatigue Cracks in Steel Bridges (FHWA-IF-13-020)[J]. The Federal Highway Administration, 2013(3): 134.
[19] Haagensen P J, Maddox S J. IIW Recommendationson Methods for Improving the Fatigue Strength of Welded Joints[M]. UK: Woodhead Publishing, 2013.
[20] Akyel A, Kolstein M H, Bijlaard F S K. Fatigue strengthof repaired welded connections made of very high strength steels[J]. Engineering Structures, 2018(161): 28-40.
[21] Keyhany P, Vahdat S E. Repair of Structural Steel Sur-face Groove by Using Flame Welding Method by Spraying Pure Iron Powder[J]. Archives of Foundry Engineering, 2016, 16(3): 167-171.
[22] Amiri F, Niaki K S, Vahdat S E. Repairing the surfacegrooves of St37 structural steel using flame spray welding[J]. International Journal of Precision Eng-ineering and Manufacturing, 2017, 18(12): 1873-1879.
[23] Ion J . Laser Processing of Engineering Materials[J].?Materials Today, 2005, 8(3): 289-291.
[24] Cabeza M, Castro G, Merino P, et al. Laser surface melt-ing: A suitable technique to repair damaged surfaces made in 14 Ni (200 grade) maraging steel[J]. Surface and Coatings Technology, 2012(212): 159-168.
[25] Ravi P T. Laser surface and sub-surface repair duringmetal additive manufacturing[M]. Dissertations & Theses Gradworks, 2015.
[26] 王東坡, 龔寶明, 吳世品, 等. 焊接接頭與結構疲勞延壽技術研究進展綜述[J]. 華東交通大學學報, 2016,33(6): 1-14.
[27] 祝弘濱, 劉昱. 金屬3D打印技術在軌道交通裝備領域的應用研究現狀[J]. 現代城市軌道交通, 2019(10): 77-81.
[28] 曹金, 祝弘濱, 鮑飛, 等. 3D打印在軌道交通領域的研究現狀及展望[J]. 機車車輛工藝, 2018(3): 10-11.
[29] Soodi M. Investigation of laser deposited wear resis-tant coatings on railway axle steels [D]. Australia: RMIT University, 2013.
[30] 齊先勝, 侯有忠, 牛富杰, 等. 高速動車組車軸的再制造可行性分析[J]. 電焊機, 2017, 47(10): 8-15.
[31] 侯有忠, 李世亮, 齊先勝, 等. 動車組車軸激光增材再制造工藝評定及分析[J]. 電焊機, 2020, 50(2): 69-75
[32] 田威, 廖文和, 劉長毅, 等. 軌道車輛關重零部件的綠色再制造技術及模式研究[J]. 中國機械工程, 2009, 20(02): 186-190.
[33] 王秋東, 吉伯海, 袁周致遠, 等. 正交異性鋼橋面板疲勞裂紋錘擊閉合修復試驗[J]. 江蘇大學學報(自然科學版), 2018, 39(1): 96-101.
[34] 丁麗麗, 胡進, 陳名華, 等. 直升機齒輪噴丸-電刷鍍復合修復工藝研究[J]. 表面技術, 2005, 34(3): 49-50.
[35] 徐野, 韓曉輝, 葉結和, 等. 高速列車鋁合金車體超聲波沖擊消除焊接殘余應力方法研究[J]. 電焊機, 2018, 48(3): 65-71.
[36] 李太昌. 天工“超金屬”修補劑在工業上的應用[J].煤礦機械, 1999(9): 3-5.
[37] Baker A. Bonded composite repair of fatigue-crackedprimary aircraft structure[J]. Composite Structures, 1999, 47(1/4): 431-443.
[38] 張建路. 消除車體表面缺陷的新途徑[J]. 機械工程師, 2004(11): 75-76.
[39] Liu H J, Zhang H J. Repair welding process of frictionstir welding groove defect[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3): 563-567.
[40] 王家鑫, 陳鳳艷, 樊強, 等. 轉向架構架用鑄件缺陷焊接修復技術研究[J]. 焊接技術, 2019, 48(2): 101-102.
[41] 羅洪軍, 黃小鷗. 電火花堆焊在機器零件修復上的應用[J]. 新技術新工藝, 1995(4): 18-19.
[42] 汪瑞軍, 黃小鷗. 電火花沉積/堆焊技術的國內外應用現狀[J]. 焊接, 2006, (10): 19-23.
[43] 何巖, 宋佳曈, 陳輝, 等. 緩沖桿用45鋼堆焊修復工藝與性能[J]. 電焊機, 2018, 48(12): 89-92.
[44] Цкипуришвил В Б, 宋忠明. 延長貨車轉向架側架的使用壽命[J]. 國外機車車輛工藝, 2007(4): 30-32.
[45] 昌霞, 張小彬, 程里, 等. B級鋼堆焊修復的組織和性能研究[J]. 熱加工工藝, 2014, 43(23): 201-203.
[46] Fu Z Q, Ji B H, Xie S H, et al. Crack stop holes insteel bridge decks: Drilling method and effects[J]. Journal of Central South University, 2017(24): 2372-2381.
[47] Shin C S, Wang C M, Song P S. Fatigue damage repair:a comparison of some possible methods[J]. Inter-national Journal of Fatigue, 1996, 18(8): 535-546.
[48]? Ayatollahi M R, Razavi S M J, Chamani H R. A num-erical study on the effect of symmetric crack flank holes on fatigue life extension of a SENT specimen[J]. Fatigue & Fracture of Engineering Materials & Structures, 2015, 37(10): 1153-1164.
[49] 何云樹, 陳立軍, 杜洪增. 止裂孔尺寸對止裂效果影響的研究[J]. 中國民航大學學報, 2004, 22(3): 29-31.
[50] Song P S, Shieh Y L. Stop drilling procedure for fati-gue life improvement[J]. International Journal of Fatigue, 2004, 26(12): 1333-1339.
[51] Fanni M, Fouda N, Shabara M A, et al. New crack stophole shape using structural optimizing technique[J]. Ain Shams Engineering Journal, 2015, 6(3): 987-999.
[52] 胡廣勝, 姜建東. 206P型轉向架焊接構架銹蝕原因及補強處理分析[J]. 鐵道車輛, 2011, 49(07): 40-42, 48.
[53] 呂曉蘭, 王釗, 張龍, 等. 淺議鋁合金車體型腔內焊縫背部缺陷避免及修復[J]. 裝備制造技術, 2016(12): 213-218.
[54] 董文忠. 20G+1Cr18Ni9Ti復合鋼板未熔合夾層的修復[J]. 電焊機, 1999, 39(10): 3-5.
[55] 張永軍, 韓靜濤, 段麗紅. 金屬構件修復的物理模擬研究[C]. 中國鋼鐵年會, 2003.
[56] Prashanth K G, Scudino S, Klauss H J, et al. Micro-structure and mechanical properties of Al-12Si pro-duced by selective laser melting: effect of heat treat-ment[J]. Materials Science Engineering A, 2014(590): 153-160.
[57] Kahlin M, Ansell H, Moverare J J. Fatigue behaviourof additive manufactured Ti-6Al-4V, with as-built surfaces, variable amplitude loading[J]. International Journal of Fatigue, 2017(103): 353-362.
[58] 尹克廷. 用熱等靜壓修復鈦鑄件[J]. 稀有金屬,1984(6): 83.
[59] 黃坤. 不銹鋼車體板梁結構火焰調修技術研究[J].金屬加工(冷加工), 2016(S1): 965-967.
[60] 張文朝, 姜斌, 孟憲寶, 等. 轉向架構架調修工藝技術研究[J]. 焊接技術, 2019, 48(8): 104-106.
[61] 李晨, 許鴻吉, 謝明, 等. 調修溫度對轉向架焊接構架Q345E鋼組織與性能的影響[J]. 制造技術與機床, 2016(7): 95-99.
[62] 朱少彬. C70側柱截換的焊接[J]. 金屬加工(冷加工),?2016(S1): 904-905.
[63] 王成松. 淺談22型客車鋼結構的腐蝕問題[J]. 鐵道車輛, 1973(03): 8-10.
[64] 路亞光, 陳興. 軌道交通關鍵零件的再制造技術[J].金屬加工(冷加工), 2016, 000(022): 4-6.
[65] 任麗梅, 馮樂春. 過盈鑲套法修復內孔的工藝研究[J]. 煤礦機械, 2010, 31(09): 115-116.
Typical defects and remanufacturing & repairing technologies
of modern railway vehicle components
ZHOU Xiru1, WU Shengchuan1, GUO Feng1, HU Ya'nan1, ZHANG Xiaojun2
(1.State Key Laboratory of Traction Power, Southwest Jiaotong University, Chengdu 610031, China; 2.CRRC Tangshan Locomotive and Rolling Stock Co., Ltd., Tangshan 064000, China)
Abstract: The key load-carrying components of modern high-speed railway vehicles are mostly large-scale welded metallic structures, in which inevitably exist various defects and damages during the manufacturing, operation and maintenance. It is usually argued that, after the safety assessment, those unacceptable quality defects and surface damage are called defects. These defects can considerably decrease the bearing capacity and service life of the structures, it is therefore necessary to repair the bearing parts in the case of defects. This paper summarizes the typical defects existing in the key load-carrying components of railway vehicles and corresponding repair technologies, and then we point out that the structural integrity assessment is the potential research topic and developing direction.
Keyword: modern railway vehicle; carbody; bogie frame; welding defects; structural integrity
