鎳鈦形狀記憶合金/鈦合金異種材料焊接研究進展
2020-09-10 13:53:38陳玉華鄧懷波許明方季迪
電焊機 2020年9期
關鍵詞:力學性能
陳玉華 鄧懷波 許明方 季迪




摘要:鎳鈦形狀記憶合金(Nitinol shape memory alloy,NiTi SMA)具有卓越的形狀記憶效應(Shape memory effect, SME)和超彈性(Super-elastic, SE),在航空航天、人工智能及生物醫療等領域得到了廣泛應用。為了控制成本,獲得多功能復雜構件或開發新產品,NiTi SMA/Ti6Al4V異種材料的焊接受到關注。針對NiTi SMA/Ti6Al4V異種材料焊接過程中的關鍵問題,總結了熔焊、擴散焊和釬焊等方法的研究進展,比較了不同焊接方法對焊接結果的影響。分析認為,抑制NiTi SMA/Ti6Al4V異種材料接頭界面生成脆性金屬間化合物是影響接頭力學性能的關鍵,添加中間層有利于減少脆性金屬間化合物。
關鍵詞:形狀記憶合金;鈦合金;微觀組織;力學性能
中圖分類號:TG457? ? ? ?文獻標志碼:A? ? ? ?文章編號:1001-2003(2020)09-0177-09
DOI:10.7512/j.issn.1001-2303.2020.09.18
0? ? 前言
鈦合金中Ti6Al4V因具有良好的綜合機械力學性能,如比強度高、耐蝕性好、生物相容性好等,廣泛應用于航空航天、生物醫療、造船工業、核工業、化學化工及體育器械等領域;而NiTi系列形狀記憶合金,因其優異的形狀記憶效應和可恢復形變高達8%的特點,成為用量最大的一類形狀記憶合金,同時,被認為是新世紀具有發展潛力的智能材料之一[1-2]。因此,基于其各自卓越的機械力學性能及功能特性,研究者致力于設計制造具有潛力和競爭力的兼具二者優點的構件或產品[2]。NiTi SMA與Ti6Al4V組合的機械緊固件有望用于渦輪燃氣噴嘴[3]。在民用方面,NiTi SMA與Ti6Al4V材料的組合件可較好提升高爾夫球桿的性能,鈦合金高的比強度、優異的耐蝕性成為高爾夫球桿材料的不二選擇,而采用高阻尼和超彈性的NiTi SMA制備球拍可在相同擊球力的情況下,獲得更高更遠的擊球效果,降低能量損失[4]。
然而,Ti6Al4V和NiTi SMA的物理化學性質不匹配,使得NiTi SMA/Ti6Al4V異種材料焊接成為一種挑戰,進而導致NiTi SMA/Ti6Al4V異種材料構件產品難以實現大規模應用,阻礙NiTi SMA/Ti6Al4V異種材料構件產品設計與開發。因此,研究學者致力于解決NiTi SMA與Ti6Al4V異種材料焊接的難題。文中基于已有研究成果,主要從焊接方法、接頭微觀組織和力學性能、存在的問題等方面進行闡述,并展望了未來可能解決該問題的方法及可能性。
1 存在的問題
焊接加工困難是NiTi SMA/Ti6Al4V異種材料復合構件的生產制造中不可避免且亟待解決的問題[2]。研究人員采用釬焊、擴散焊、激光焊和電子束焊等焊接方法獲得了NiTi SMA/Ti6Al4V焊接接頭,結果發現NiTi SMA/Ti6Al4V界面的Ti2Ni脆性金屬間化合物不僅影響焊縫成形而且接頭機械力學性能嚴重惡化。由此可見,NiTi SMA/Ti6Al4V異種材料焊接目前存在以下問題:
(1)調控NiTi SMA/Ti6Al4V異種材料焊接接頭界面金屬間化合物。
(2)提升NiTi SMA/Ti6Al4V異種材料焊接接頭的機械力學性能。
(3)探索更優的NiTi SMA/Ti6Al4V異種材料的焊接方法與結構。
2 裂紋控制方法
NiTi SMA與Ti6Al4V合金均易被氧化,應在保護氛圍中進行焊接。因此,目前NiTi SMA/Ti6Al4V異種材料的焊接方法主要有釬焊、擴散焊、激光焊和電子束焊[2,5-7]。
2.1 釬焊
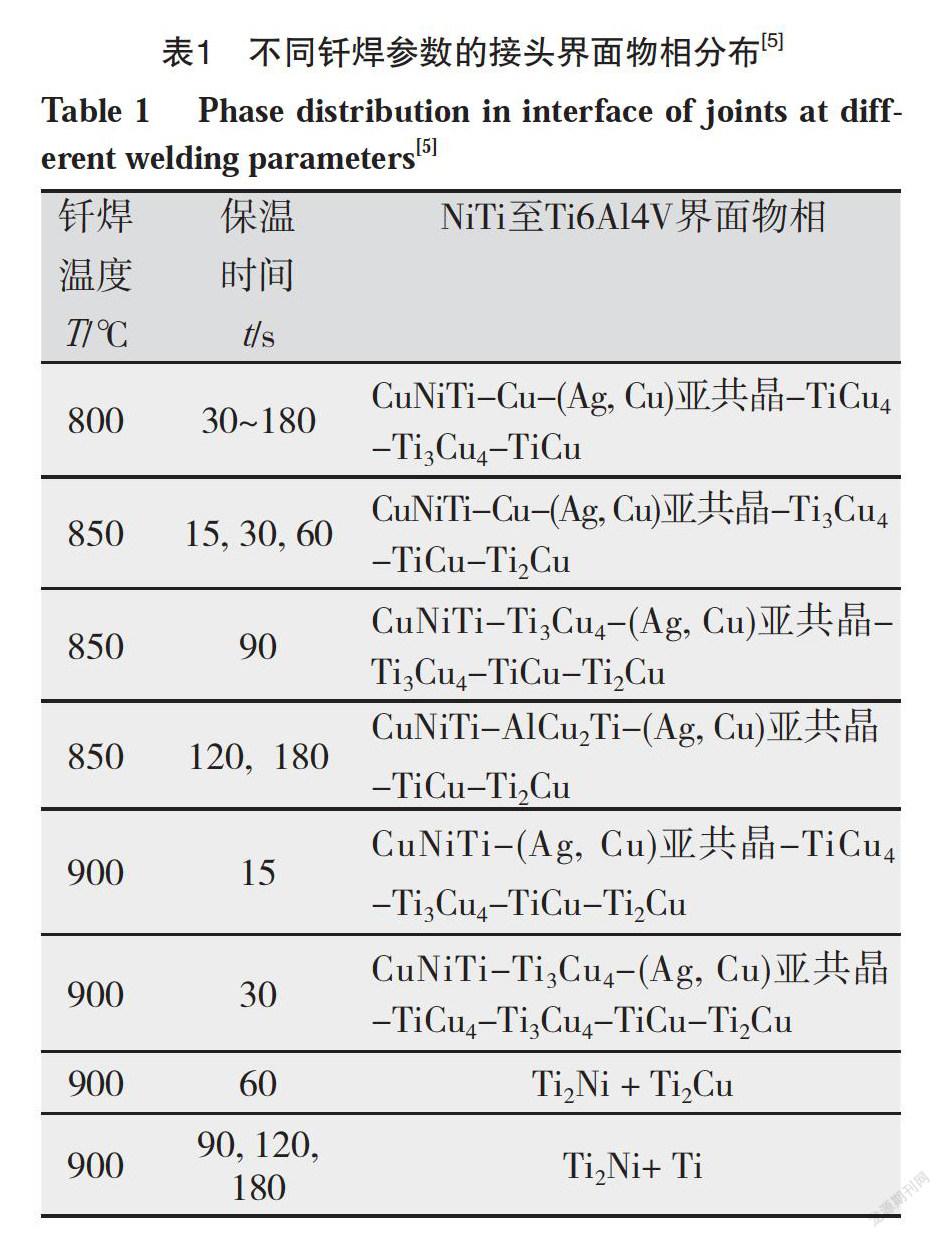
2005年,Shiue等[5]認為NiTi形狀記憶合金與Ti6Al4V合金的焊接具有重要的應用潛力,并采用紅外釬焊焊接尺寸10 mm×10 mm×2.5 mm 的Ni50Ti50 SMA/Ti6Al4V異種材料,釬料為厚度50 μm的BAg-8(在780 ℃共晶溫度下獲得71%~
73%Ag/Cu釬料)。結果發現釬料中的Ag不與兩側母材反應,而與Cu形成亞共晶組織聚集于釬焊區中間,如圖1a所示。同時,在Ni50Ti50 SMA/BAg-8界面和BAg-8/Ti6Al4V界面發生劇烈冶金反應,且BAg-8/Ti6Al4V界面反應更劇烈,生成大量的金屬間化合物。在不同釬焊溫度、不同保溫時間下的Ni50Ti50 SMA/BAg-8/Ti6Al4V界面形成的物相分布如表1所示。1 000 ℃的液滴實驗表明,BAg-8釬料與Ni50Ti50 SMA的潤濕性差,而與Ti6Al4V的潤濕性好,Ti6Al4V中Ti元素溶解在液態釬料中可激活釬料活性,增強釬料與Ni50Ti50 SMA的潤濕效果,進而實現釬焊。釬焊溫度800 ℃和850 ℃+保溫180 s獲得的Ni50Ti50 SMA/BAg-8/Ti6Al4V接頭平均剪切強度分別為206 MPa和192 MPa,接頭失效斷裂于Ni50Ti50 SMA/BAg-8界面CuNiTi層,如圖1b所示。因此,分析認為CuNiTi相弱化了Ni50Ti50 SMA/BAg-8/Ti6Al4V釬焊接頭。當釬焊溫度等于或高于900 ℃,液態釬料會嚴重侵蝕Ti6Al4V母材,且釬焊溫度900 ℃+保溫60 s及以上,界面會產生Ti2Ni脆性金屬間化合物[5]。
2013年,Quintino等[8]人采用銀納米膏和銀箔作釬料焊接1 mm厚的NiTi/Ti6Al4V,搭接尺寸10 mm×3 mm,發現室溫無壓力和室溫壓力200 N、持壓時間60 min下,釬料均不能與母材結合;外加Nd-YAG 激光熱源熔化釬料,釬料與母材的結合很差,并未與母材發生擴散結合。
釬焊NiTi/Ti6Al4V異種材料需要考慮釬料與母材的潤濕性,同時釬焊區易產生金屬間化合物,不僅影響接頭耐腐蝕性能,而且會弱化接頭機械力學性能。因此,NiTi/Ti6Al4V釬焊接頭適用于對接頭力學性能和耐腐蝕性無要求的使用狀態。
2.2 激光焊
激光是一種高能量密度熱源,用于焊接可獲得小熔池尺寸、大熔深比,易于添加保護氣氛,在NiTi/Ti6Al4V異種材料的焊接方面受到廣泛關注。研究者主要從兩方面進行嘗試:(1)直接焊接NiTi/Ti6Al4V異種材料;(2)控制熔池金屬成分,包括添加中間層和偏置激光束。
首先,直接焊接的接頭形式包括對接和搭接兩種。Quintino等[9]人采用Nd:YAG脈沖激光嘗試對接1mm板厚的冷軋態Ni50.8Ti49.2 SMA/Ti6Al4V異種材料,優化焊接參數后,焊縫橫截面Ti6Al4V側熔合線仍存在裂紋,且熔合區存在大量Ti2Ni金屬間化合物。為了改善此現象,激光斑點偏離NiTi/Ti6Al4V界面向Ti6Al4V側0.2 mm,并調整兩板界面間隙為1 mm,獲得無缺陷的Ni50.8Ti49.2
SMA/Ti6Al4V接頭,但未給出接頭力學性能[9]。分析認為Ni50.8Ti49.2 SMA/Ti6Al4V異種材料激光焊接需要考慮到冷卻速率對接頭界面生成金屬間化合物的影響,特別是Ni3Ti和Ti2Ni,且認為Ti6Al4V側生成的金屬間化合物是由于Ni元素遷移擴散到β-Ti中形成的[9]。為了通過控制熱輸入量實現焊后接頭冷卻速率的自適應控制,Miranda 等[10]人采用高能量光纖激光,改變激光功率和焊接速度控制熱輸入量在360~559 J/cm,探索對接1 mm板厚Ni50.8Ti49.2 SMA/Ti6Al4V異種材料,結果發現在冷卻過程中,焊縫開裂情況嚴重。當焊接速度16.7 mm/min、激光功率900 W時,接頭未焊透,不開裂;增大激光功率至1 100 W,可消除未焊透,但Ti6Al4V側熱影響區和熔合區之間存在裂紋,如圖2a所示;且接頭有兩種失效形式:沿Ti2Ni脆性區的穿晶斷裂和沿凝固枝晶的韌性斷裂。為進一步控制熔合區生成脆性金屬間化合物以獲得無缺陷接頭:(1)可添加中間層作為屏障阻礙Ni元素遷移擴散;(2)激光偏置Ti6Al4V側,以減少Ni熔化而抑制形成脆性金屬間化合物[10]。
搭接形式是一種常見的焊接接頭形式,Song等人[11]采用光纖激光通過Ni51Ti49在上和在下兩種形式焊接了1.2 mm板厚Ni51Ti49與1.5 mm板厚Ti6Al4V異種材料,發現接頭均產生了裂紋,分析認為是殘余應力所致。裂紋類型分為橫向裂紋和中心裂紋,焊縫表面如圖2b所示,分析認為生成Ti2Ni的吉布斯自由能為-59.23 kJ/mol<0,且小于生成NiTi的吉布斯自由能,因此熔池更易生成Ti2Ni金屬間化合物。
其次,當直接焊接NiTi/Ti6Al4V異種材料無法阻止焊縫金屬間化合物產生時,調控焊縫熔池成分以實現NiTi/Ti6Al4V異種材料的可靠連接成為另一種解決方案。在焊接參數為電壓450 V、離焦量0.5 mm、脈沖間隔2 ms、頻率7.7 Hz、焊接速度
1.5 mm/s、光斑直徑0.4 mm、平均激光功率100 W,
激光斑點無偏置的情況下,Shojaei Zoeram等[12]人同時采用雙面焊接和添加75 μm純Cu作為中間層的形式進行焊接,對比所獲得的Ni49.3Ti50.7 SMA/Cu/Ti6Al4V接頭和Ni49.3Ti50.7 SMA/Ti6Al4V接頭。結果發現75 μm純Cu中間層能降低接頭熔合區Ti2Ni金屬間化合物含量,且界面生成Cu-Ti系列金屬間化合物可降低接頭界面微觀組織硬度,同時能消除Ti6Al4V側熔合線附近的橫向裂紋,Ni49.3Ti50.7 SMA/Cu/Ti6Al4V接頭抗拉強度達300 MPa,延伸率達3.3%。為了確定中間層厚度對Ni49.3Ti50.7 SMA/Cu/Ti6Al4V接頭微觀組織及力學性能的影響,Shojaei Zoeram等[13]人采用50 μm、75 μm和100μm不同厚度的純Cu箔作為中間層,發現隨著Cu箔厚度的增加,因熔化Ni含量降低導致熔合區Ni-Ti系列金屬間化合物含量減少。但焊縫引入的Cu元素使得新增Cu-Ti系列金屬間化合物;當中間層厚度增大至100 μm時,焊縫富-Cu區在枝晶間易形成不均勻的縮松,弱化接頭強度。結果表明,中間層厚度為75 μm能獲得較好的力學性能,接頭斷裂于Ti6Al4V/Cu界面的Ti-Cu金屬間化合物區[12-13]。Chatterjee等人[14]采用100μm-Cu箔,將激光斑點60%偏向Ti6Al4V側,獲得無缺陷的Ni52.49Ti47.51 SMA/Cu/Ti6Al4V接頭,接頭最大抗拉強度可達353 MPa,但出現了氣孔。
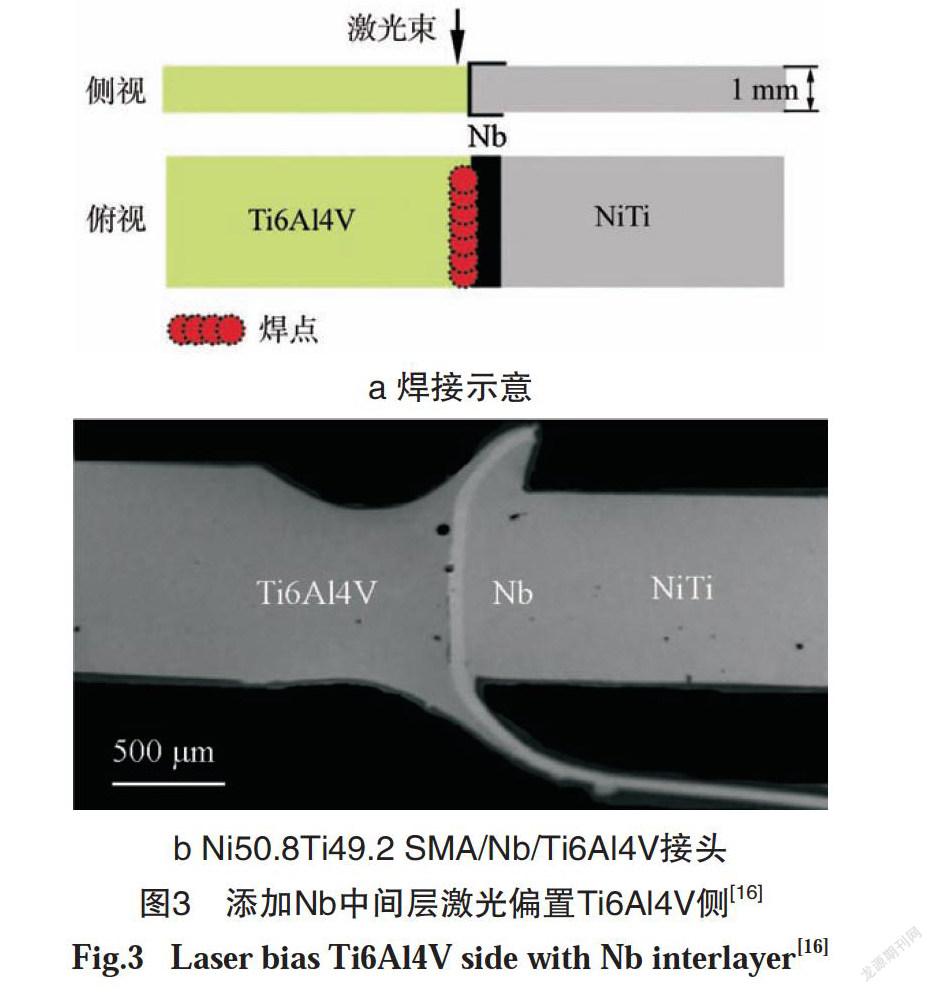
對添加較高熔點金屬如純Ni和純Nb絲用于中間層進行研究。通過手動添加純Ni絲,陳玉華等人[15]在脈沖激光功率百分比P=18%、脈沖頻率F=3 Hz、脈沖寬度T=3 ms時,激光斑點無偏置,可以得到無缺陷、成形良好的焊縫,Ni50.6Ti49.4/Ni/Ti6Al4V接頭強度達332 MPa,失效斷裂于NiTi側熔合線附近,呈脆性斷裂。Oliveira等人[16]采用較高熔點的Nb箔作為中間層,脈沖激光焊接過程中激光斑點偏向Ti6Al4V側,如圖3a所示,Nb箔不熔化,在Ni50.8Ti49.2 SMA/Ti6Al4V之間形成屏障阻礙Ni元素向Ti6Al4V側遷移擴散,形成沒有缺陷且界面熔合區無脆性金屬間化合物的Ni50.8Ti49.2 SMA/Nb/Ti6Al4V接頭,如圖3b所示。Ti6Al4V/Nb界面形成(Ti,Nb)固溶體,Nb/Ni50.8Ti49.2界面發生共晶轉變,接頭強度達300 MPa,達到Nb箔(250~300 MPa)的理論強度,接頭延伸率2%。接頭脆性斷裂于Ti6Al4V側熔合區,是因為液態熔池吸收了氧或氫導致接頭脆化[15-16]。
陳玉華團隊致力于NiTi SMA/Ti6Al4V異種材料焊接的研究,除涉及到二元NiTi SMA外,還包括寬相變滯后的三元NiTiNb SMA[7, 15, 17-22]。與二元NiTi SMA/Ti6Al4V 異種材料焊接一樣,Ni47Ti44Nb9
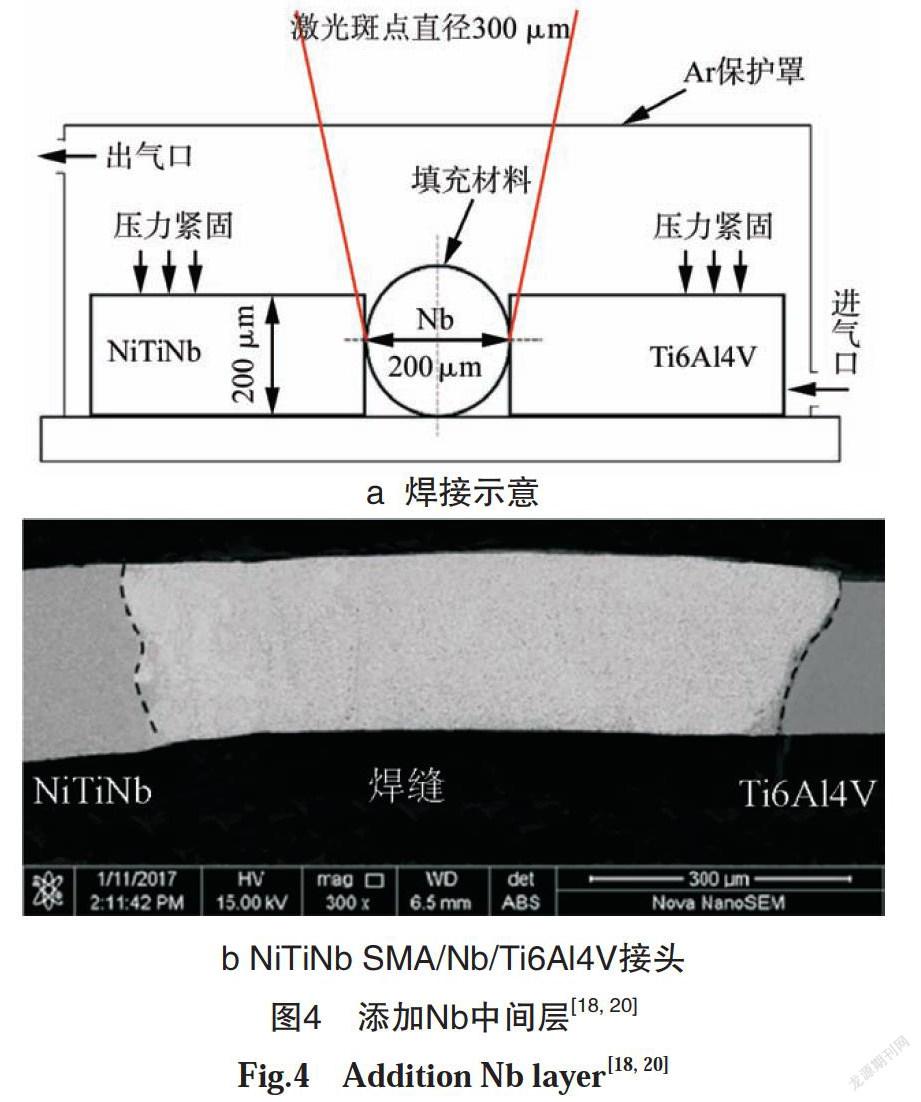
SMA/Ti6Al4V異種材料的焊接也面臨同樣的脆性金屬間化合物及焊接裂紋控制問題[17-21]。陳和陸等[17, 21]人詳細分析了Ni47Ti44Nb9 SMA/Ti6Al4V激光接頭焊縫的裂紋形式,認為凝固裂紋沿焊縫中心貫穿整條焊縫,冷卻區形成液化裂紋,受熔池溫度再熱區易產生熱裂紋,且熔池區產生弧坑裂紋。并認為裂紋是由脆性金屬間化合物Ti2Ni在冷卻過程中受到母材對焊縫的拉應力形成的。為此,控制焊縫脆性金屬間化合物成為關鍵,陳玉華團隊[15, 18, 20]嘗試通過采用添加Ti、Ni或Nb絲的方法(見圖4a),在200μm厚Ni47Ti44Nb9 SMA/Ti6Al4V板之間添加直徑300 μm的Ti或Nb絲作為中間層,結果發現添加Ni、Ti絲獲得的接頭抗拉強度都不太理想,難以滿足工程應用需要。而添加Nb絲可獲得無缺陷的Ni47Ti44Nb9 SMA/Nb/Ti6Al4V接頭,最高強度達740 MPa,為Ti6Al4V母材強度的82%。分析認為熔化的Nb稀釋焊縫Ni含量,使熔合區Ti2Ni含量降低,有效提升接頭力學性能。
2.3 電子束焊
電子束作為另一種高能量密度的熱源,且配備真空室,在焊接易氧化等活潑金屬方面具有特殊優勢。
占字林[7]嘗試采用電子束焊接方法解決Ni49.6Ti50.4 SMA/Ti6Al4V異種材料焊接的難題。主要內容包含三部分:(1)直接對焊;(2)添加中間層Nb;(3)在添加中間層Nb的基礎上偏置電子束并改變電子束掃描形式。當直接對焊時,通過改變焊接參數控制熱輸入獲得的焊縫表面均產生大量裂紋并直接開裂,焊縫熔合區組織硬度高達610 HV;當電子束偏向NiTi或Ti6Al4V側0.2~0.6 mm,焊縫裂紋傾向降低,且隨著偏移量的增大,裂紋尺寸及數量均減小。分析認為,偏移電子束可改變熔池Ni49.6Ti50.4 SMA/Ti6Al4V熔化比例,改善熔合區成分,減少脆性金屬間化合物含量,同時熔合區組織硬度降低至259 HV,但Ni49.6Ti50.4 SMA/Ti6Al4V熔合線界面硬度高達550~624 HV[7, 22]。
為了進一步探索電子束焊接Ni49.6Ti50.4 SMA/Ti6Al4V異種材料的可行性,添加Nb作中間層,厚度分別為0.25 mm、0.4 mm、0.55 mm,結果發現Nb層厚度為0.55 mm時可獲得無缺陷的焊接接頭,接頭橫截面熔合線附近硬度達497 HV,接頭抗拉強度為328 MPa,斷裂于Ti6Al4V側熔合線處,呈脆性斷裂。改變電子束掃描方式為圓形掃描波,偏置電子束向Ti6Al4V側,如圖5a所示,當Nb層厚度為0.45 mm時,能獲得無缺陷且抗拉強度達520 MPa的Ni49.6Ti50.4 SMA/Nb/Ti6Al4V接頭,如圖5b所示,接頭呈韌-脆混合斷裂[7, 22]。
2.4 擴散焊
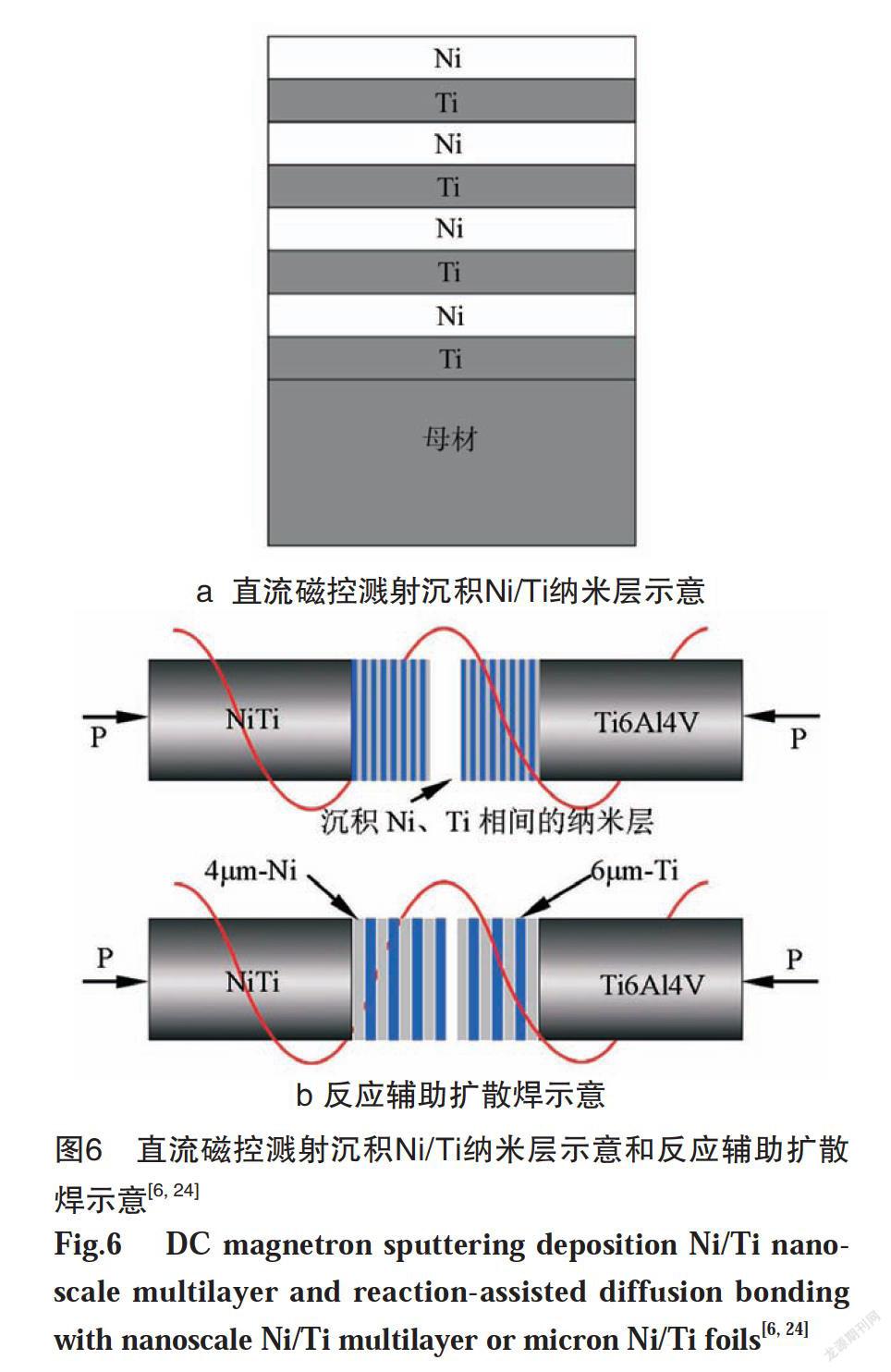
因固相焊接過程中母材不熔化的優勢,Simes等[6]人采用反應輔助擴散焊方法探索NiTi SMA/Ti6Al4V異種材料的焊接性。與常規擴散焊不同,反應輔助擴散焊是通過直流磁控濺射法在母材對接面沉積Ni/Ti等原子比且相間交替的Ni/Ti納米層,以增加擴散焊時界面的擴散系數,調制周期11 nm(一層Ni/Ti為一周期),總厚度為2.5 μm,如圖6a所示。結果發現,750 ℃的接頭界面分為8層,800 ℃的接頭界面分為6層,從靠近Ti6Al4V側第一層為Ti2Ni和AlNi2Ti,呈粗大柱狀晶;第二、四層為Ti2Ni,第三、五層為Ti2Ni和TiNi,四層呈細小等軸晶;第六層僅150 nm,呈納米晶,且TiNi區包含了TiNi奧氏體(B2)相,馬氏體(B19')相和TiNi3。
為了進一步理解NiTi/Ti6Al4V反應輔助擴散焊接過程,Cavaleiro等[23]人采用原位XRD觀測界面擴散過程中的物相變化,結果發現調制周期為12 nm和25 nm的Ni/Ti納米層在350 ℃、400 ℃、450 ℃并無明顯相變,當溫度升至750 ℃時,界面出現Ti2Ni的衍射峰,持續保溫發現Ti2Ni衍射峰強度增大,證明Ti2Ni相在750 ℃時生長長大,同時β-Ti含量也在升高。分析認為,Ti2Ni是反應區Ni/Ti擴散到β-Ti或者β-Ti擴散到Ni/Ti反應區產生的。為了獲得更優的擴散溫度和Ni/Ti輔助反應層的厚度等參數,在Ni/Ti層調制周期12 nm和25 nm的基礎上,增加周期10 μm的4 μm-Ni和6 μm-Ti箔作為中間層對比組,見圖6b,細分擴散溫度為600 ℃、650 ℃、750 ℃。結果表明600 ℃時,調制周期12 nm和25 nm的Ni/Ti納米中間層能發生擴散實現連接而調制周期10 μm的Ni/Ti箔中間層無法實現連接,溫度升高至650 ℃時,可實現擴散連接,結果如圖7b所示[24]。證明納米級的Ti/Ni中間層相比微米級的Ni/Ti中間層更能降低擴散溫度和焊接時間。擴散溫度升高更有利于Ni元素向基體材料擴散形成Ti2Ni金屬間化合物,并且調制周期12 nm和25 nm的中間層在Ti6Al4V側形成的Ti2Ni帶分別增厚至1.2 μm和1.8 μm,導致接頭界面硬化。接頭界面納米壓痕硬度測試表明,多層Ni/Ti納米級中間層,擴散溫度600 ℃比擴散溫度650 ℃更能獲得較好的擴散焊接接頭,擴散溫度600 ℃時的接頭界面無明顯硬化現象,見圖7c和7d[24]。因此,對于微小構件,反應輔助擴散焊是一種較好的NiTi/Ti6Al4V異種材料焊接方法。
2.5 超聲波焊
超聲波焊廣泛應用于高分子材料及金屬箔等焊接領域。因其在夾頭壓力輔助下,能夠間接將超聲頻率的機械振動的動能轉換為待焊工件之間的摩擦熱能,使待焊件表面塑化實現連接,而不需要外加熱源熔化工件局部。因此,對于薄片金屬或高分子聚合物等材料的連接,超聲波焊是一種較理想的焊接方法。
薄片狀NiTi/Ti6Al4V異種材料的搭接問題,王理濤[25]認為超聲波焊是一種潛在解決方案。厚度0.2 mm的薄片狀NiTi/Ti6Al4V異種材料直接搭接超聲波焊接,發現接頭焊點未發生冶金結合,而是單純的機械嵌合,接頭拉剪力150 N,并且通過調控工藝參數很難獲得力學性能更高的焊接接頭。為此,提出添加純Ni和純Al作為中間層,結果發現添加Ni或Al后,接頭出現明顯的擴散連接,NiTi/Ni/Ti6Al4V界面擴散層厚度為2.5 μm,接頭最大拉剪力達373 N,接頭呈脆性斷裂,而Ti6Al4V母材表面滲純Al層后獲得的NiTi/Al/Ti6Al4V界面擴散層厚度達4~5 μm,接頭最大拉剪力達930.8 N,呈韌-脆混合斷裂[25]。
3 結論與展望
對近年來NiTi二元和NiTiNb三元形狀記憶合金與Ti6Al4V鈦合金的焊接研究進展總結評述,主要以控制NiTi SMA/Ti6Al4V接頭裂紋為目的研究不同焊接方法對NiTi SMA/Ti6Al4V接頭組織及力學性能的影響,得到以下結論:
(1)研究人員采用釬焊、激光焊、電子束焊、擴散焊和超聲波焊,探索NiTi系形狀記憶合金與Ti6Al4V鈦合金的焊接性。
(2)NiTi SMA/Ti6Al4V接頭裂紋敏感性強,熔化焊接方法直接焊接時焊縫易開裂,合適的焊接工藝窗口窄,接頭力學性能差;釬焊或擴散焊能獲得較低強度的焊接接頭。
(3)添加Cu、Ni、Ti、Nb純金屬作中間層,可提升焊接接頭強度;其中,添加中間層Nb箔能提高三元Ni47Ti44Nb9 SMA/Nb/Ti6Al4V接頭抗拉強度達740 MPa,為Ti6Al4V母材強度的82%。
二元NiTi SMA/Ti6Al4V異種材料焊接接頭的力學性能有待進一步提升,對于二元NiTi SMA/Ti6Al4V異種材料的焊接研究仍有許多工作要開展。期望固相焊,如攪拌摩擦焊、旋轉摩擦焊等焊接方法因熱輸入低、焊縫金屬不熔化,能通過調控界面生成金屬間化合物厚度(含量)實現控制接頭成形及力學性能。
參考文獻:
[1] Rao A, Srinivasa A R, Reddy J N. Design of ShapeMemory Alloy (SMA) Actuators[M]. Germany: Springer-Verlag, 2015.
[2] Oliveira J P, Miranda R M, Braz Fernandes F M. Weld-ing and Joining of NiTi Shape Memory Alloys: A Review[J]. Progress in Materials Science, 2017(88): 412-466.
[3] Mabe J. Variable area jet nozzle for noise reduction?using shape memory alloy actuators[J]. Journal of the Acoustical Society of America, 2008, 123(5): 3871.
[4] Van Humbeeck J, Kustov S. Active and passive damp-ing of noise and vibrations through shape memory alloys: applications and mechanisms[J]. Smart Mate-rials & Structures, 2005, 14(5): S171-S185.
[5] Shiue R H, Wu S K. Infrared Brazing Ti50Ni50 andTi-6Al-4V Using the BAg-8 Braze Alloy[J]. Mater-ials Transactions, 2005, 46(9): 2057-2066.
[6] Simes S, Viana F, Sofia Ramos A, et al. Reaction zoneformed during diffusion bonding of TiNi to Ti6Al4V using Ni/Ti nanolayers[J]. Journal of Materials ence, 2013, 48(21): 7718-7727.
[7] 占字林. TiNi合金/TC4鈦合金電子束焊接接頭裂紋敏感性及其控制[D]. 江西: 南昌航空大學, 2018.
[8] Quintino L, Liu L, Hu A, et al. Fracture analysis ofAg nanobrazing of NiTi to Ti alloy[J]. Soldagem & Inspecao, 2013, 18(3): 281-286.
[9] Quintino L, Miranda R M. Welding shape memoryalloys with NdYAG lasers[J]. Soldagem & Inspecao, 2012, 17(3): 210-217.
[10] Miranda R M, Assuncao E, Silva R J C, et al. Fiberlaser welding of NiTi to Ti-6Al-4V[J]. The Inter-national Journal of Advanced Manufacturing Tech-nology, 2015, 81(9): 1533-1538.
[11] Song P, Zhu Y, Guo W, et al. Mechanism of CrackFormation in the Laser Welded Joint between NiTiShape Memory Alloy and TC4[J]. Rare Metal Materi-als and Engineering, 2013, 42(S2): 006-009.
[12] Shojaei Zoeram A, Akbari Mousavi S A A. Laser weld-ing of Ti-6Al-4V to Nitinol[J]. Materials & Design, 2014(61): 185-190.
[13] Shojaei Zoeram A, Akbari Mousavi S A A. Effect ofinterlayer thickness on microstructure and mech-anical properties of as welded Ti6Al4V/Cu/NiTi joints[J]. Materials Letters, 2014(133): 5-8.
[14] Chatterjee S, Pandey A K, Mahapatra S S, et al.Microstructural Variation at Interface during FiberLaser Joining of NiTi/Ti6Al4V and effect of Mechanical Strength[J]. Journal of Materials Processing Technology, 2020(282): 116661.
[15] 陳玉華, 戈軍委, 劉奮成, 等. TiNi形狀記憶合金/鈦合金異種材料激光焊[J]. 光學精密工程, 2014, 22(08): 2075-2080.
[16] Oliveira J P, Panton B, Zeng Z, et al. Laser joiningof NiTi to Ti6Al4V using a Niobium interlayer[J]. Acta Materialia, 2016(105): 9-15.
[17] Chen Y, Mao Y, Lu W, et al. Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6Al4V alloy dissimilar metals joints[J]. Optics and Laser Technology, 2017(91): 197-202.
[18] Zhou X, Chen Y, Huang Y, et al. Effects of niobiumaddition on the microstructure and mechanical properties of laser-welded joints of NiTiNb and Ti6Al4V alloys[J]. Journal of Alloys and Compounds, 2018(7): 2616-2624.
[19] Chen Y, Zhan Z, Mao Y, et al. Study on the Cracks?of NiTiNb/TC4 Lap Joints Welded by Micro Laser Welding[J]. Germany: Springer, 2018(1): 79-89.
[20] 陳玉華, 李樹寒, 陸巍巍. NiTiNb/TC4異種材料激光微焊接頭裂紋研究[J]. 航空科學技術, 2017, 28(04): 75-78.
[21] 陸巍巍. NiTiNb/TC4激光微焊接裂紋形成機理與控制方法研究[D]. 江西: 南昌航空大學, 2015.
[22] 占字林, 陳玉華, 孫國棟, 等. TiNi/Nb/TC4真空電子束焊接接頭裂紋[J]. 中國有色金屬學報, 2018, 28(11): 2242-2248.
[23] Cavaleiro A J, Ramos A S, Braz Fernandes F M,?et al. In Situ Characterization of NiTi/Ti6Al4V Joints During Reaction-Assisted Diffusion Bonding Using Ni/Ti Multilayers[J]. Journal of Materials Engineering and Performance, 2014, 23(5): 1625-1629.
[24] Cavaleiro A J, Ramos A S, Braz Fernandes F M,?et al. Follow-up structural evolution of Ni/Ti reactive nano and microlayers during diffusion bonding of NiTi to Ti6Al4V in a synchrotron beamline[J]. Journal of Materials Processing Technology, 2019(275): 116354.
[25] 王理濤. TiNi合金/TC4鈦合金超聲波焊焊接接頭性能與界面組織研究[D]. 江西: 南昌航空大學, 2018.
Research progress in dissimilar welding of Nitinol shape memory alloy
to Titanium alloy
CHEN Yuhua, DENG Huaibo, XU Mingfang, JI Di
(School of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Jiangxi Key Laboratory of Forming and Joining Technology for Aviation Components, Nanchang 330063, China)
Abstract: With excellent shape memory effect (SME) and super-elastic (SE), nitinol shape memory alloy (NiTi SMA) was widely used in the fields of aerospace, artificial intelligence and biomedicine, etc. To control costs, and obtain multi-functional components or exploit novel products, as an essential method, dissimilar welding of NiTi SMA/Ti6Al4V alloys was concerned. The key problems in welding of NiTi SMA/Ti6Al4V were reviewed. The research progress in fusion welding, diffusion welding and brazing methods was summarized, and the effects of different welding methods on welding results were compared. Diminishing the brittle intermetallic compounds in NiTi SMA/Ti6Al4V interface was the key factor to affect the mechanical properties of joints. One useful way to inhibit intermetallic compounds in interface of NiTi SMA/Ti6Al4V joints was addition middle layer as a barrier.
Keyword: shape memory alloy; Titanium alloy; welding; microstructure; mechanical properties
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
