
閥體機械加工工藝的分析
2020-09-10 00:53:40楊維忠
內燃機與配件 2020年8期
關鍵詞:數控技術
楊維忠

摘要:本文通過對閥體機械加工工藝過程的分析,從閥體材料、加工工藝、加工質量以及數控技術的應用等方面進一步優化閥體的工藝規程,促進閥體的智能化生產。
關鍵詞:閥體;加工工藝;加工質量;數控技術
0? 引言
閥門是流體介質輸送系統中的控制部件。閥門的作用由它的種類而定,它具有調節、截止、穩壓和導流等功能。因此閥門廣泛應用于國民經濟的各個生產領域,如石油、天然氣、排水、供熱等生產過程中。閥門是一個完整的零部件,它的結構形式千差萬別,但是它的基本組成部分大致相同,由驅動和執行兩大部分組成。閥門最主要的零部件可分為“體、蓋、門、桿”四大類。體:即閥體,為閥門的主體部分;蓋:即閥蓋,起到一個連接作用;門:包括門板和門框,即閥板和閥座,起到一個輔助作用;桿:即閥桿,是閥門的主導部分。閥門的加工與裝配是一個完整的制造工藝過程,直接關系到閥門的密封性能、使用壽命及安全生產等問題。它包含閥體加工、閥桿加工、閥蓋加工等,其中閥體的加工工藝尤其重要,加工質量受到材料、結構形狀、使用環境及加工設備等因素的影響。下面以球閥閥體為例,分析閥體機械加工工藝,探索提高閥體加工質量的措施。
1? 閥體材料的選擇及應用場合
閥體材料的選擇首先應該考慮流體介質的兩個性能:物理性能和化學性能。物理性能包括工作壓力和環境溫度;化學性能涉及到腐蝕性和密封性。常用的材料有:鑄鐵、鑄鋼、碳鋼、不銹鋼,銅等。選擇原則:中低壓力、工作溫度低于300°,結構復雜,規格尺寸較大的閥體通常常用鑄造工藝生產閥體;中高壓、工作溫度高于300°,結構簡單,規格尺寸較小的閥體通常常用鍛造工藝生產閥體。隨著科技的發展,不銹鋼閥門得到了廣泛的應用,不銹鋼閥門成本較高,技術要求更高。
1.1 鑄鐵閥體
包含灰口鑄鐵閥體和球墨鑄鐵閥體。灰口鑄鐵含碳量較高,有一定的強度,塑性和韌性較低,但是成本低,價格便宜,適用于要求不高的場合;球墨鑄鐵通過球化和孕育處理得到球狀石墨,與灰口鑄鐵相比,大大提高了鑄鐵的機械性能,強度更高,塑性和韌性也較好。
1.2 碳鋼閥體
包含鑄鋼閥體和鍛鋼閥體,因碳鋼含碳量較低,與鑄鐵相比,強度和硬度更高,有較好的可鍛性能和焊接性能,為了提高它的綜合性能,通常在碳鋼中加入一些合金元素,常用的牌號有:WCB、ZG25、16Mn等。
1.3 不銹鋼閥體
常用牌號有:316、316L、2520等。不銹鋼閥門防腐性能好,密封性能高,廣泛應用于化工產品、衛生食品等場合。
2? 閥體的加工工藝分析
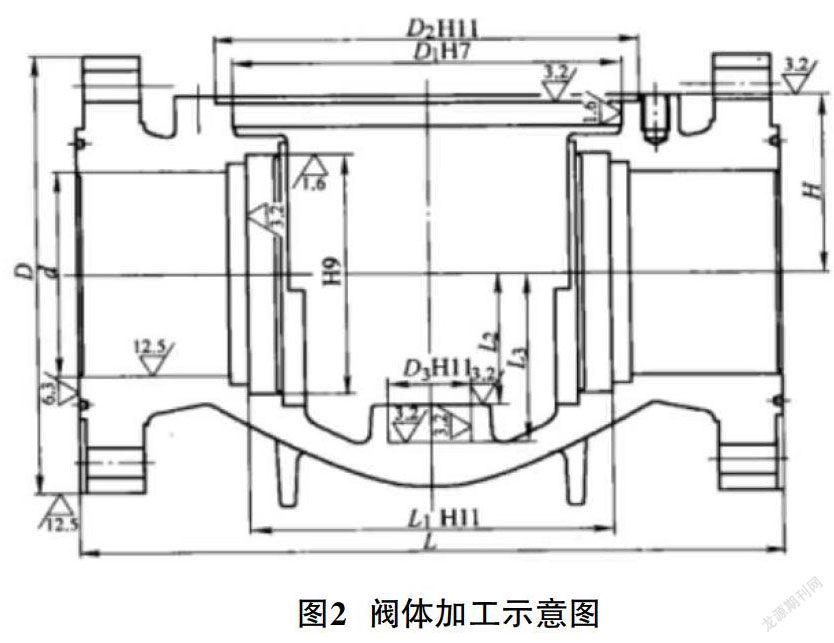
閥體是一個型腔體的異形件,如圖1。在進行閥體加工工藝分析時,更應該注意工件的定位與裝夾、振動等工藝。從閥體的加工示意圖看,閥體的加工面為三個類似法蘭加工及閥體內部的閥座孔等加工。左右兩端的法蘭與外部管道連接,中間的法蘭與閥蓋連接,支撐閥桿運動。
2.1 閥體技術要求分析
①閥體內腔的閥座孔精度要求較高,尺寸精度一般為H8級,與法蘭端面定位孔的同軸度控制在0.03mm之內。
②法蘭端面與基準孔的垂直度控制在0.05mm之內,左右兩端法蘭的同軸度控制在0.05mm之內。
③各個法蘭上的螺紋孔相對于基準軸線的位置度控制在0.05mm之內。
④閥座孔的表面粗糙度Ra值小于1.6?滋m,法蘭端面及內孔的表面粗糙度Ra值小于1.6?滋m。
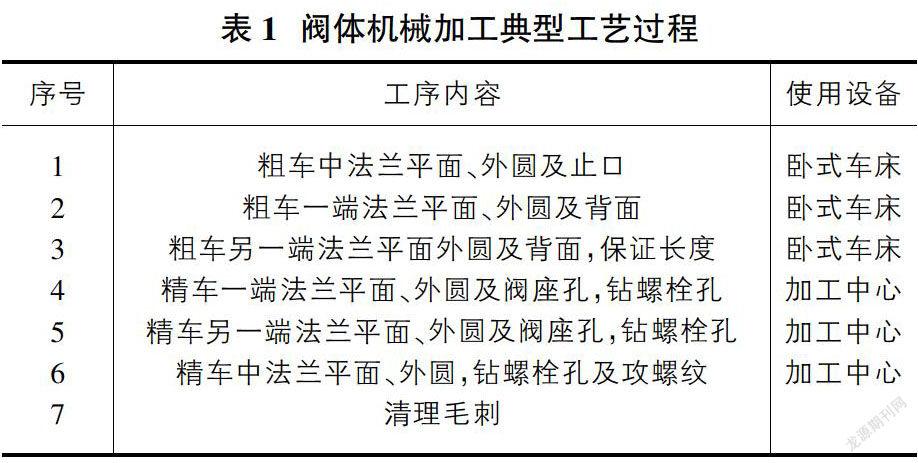
2.2 閥體加工設備的選擇
在選擇加工設備時,應根據閥體的結構形狀、技術要求和生產類型等情況,在保證加工精度的前提下,合理選擇加工設備,提高生產效率。閥體雖然是個異形件,但是它的加工面還有以回轉體為主。遵循工序集中和粗精加工分開的加工原則:閥體粗加工時還是選擇臥式車床為主。首先在臥式車床上加工閥體,它是一個懸臂梁裝夾,還應配有專用夾具及相應的配重,以減少工件旋轉過程中產生的離心力及位移;其次在加工閥體內部表面時,刀具伸出長度及刀桿本身的剛性產生的振動直接影響閥體的加工質量,所以臥式車床加工只適用于閥體的粗加工。閥體的精加工選用加工中心更為合適。精加工時,加工余量較小,夾緊力也相應減小。在加工過程中,工作臺只作直線運動,避免了旋轉運動而產生的加工誤差,并且加工中心主軸本身的剛性及數控技術的特點,保證了閥體的加工質量。
3? 閥體的加工質量分析
閥體的加工質量包含尺寸精度、表面粗糙度及形位公差。其中形位公差大多數由工件定位裝夾及機床設備本身的性能來保證。在加工工藝和加工設備確定的情況下,合理選擇切削用量是保證閥體尺寸精度及表面粗糙度的重要因素。切削用量是衡量切削運動過程中的主要參數。合理選擇切削用量能最大限度發揮機床及刀具的使用性能,在保證工件加工質量的前提下,提高生產效率。
機械加工過程分粗、精加工兩部分。粗加工的目的是利用較少的時間把工件大部分的余量去除,留有合適的精加工余量,所以應首先選擇盡可能大的切削深度,然后再選取較大的進給量,最后選取合適的切削速度。精加工的目的是以保證工件加工質量為主,所以應首先選擇盡可能大的切削速度,然后再選取較小的進給量,最后選取合適的切削深度。綜合上述情況,閥體粗加工時,采用“大、快、低”,即大切深、快走刀、低速度;精加工采用“高、慢、小”,即高速度、慢走刀、小切深。
4? 數控技術在閥體加工中的應用
隨著數控技術的廣泛應用,數控自動化操作代替了手工操作,數控車床代替了普通車床,加工中心代替了普通銑床和鉆床等。數控技術有著自動化程度高、加工精度高、生產效率高等特點,但是數控設備投資大、加工成本高、對員工的技術要求也高。這些因素在一定程度上制約了數控技術的進一步發展。在實踐生產中,閥體的加工采用普通設備與數控設備相結合的方式:粗加工采用普通車床,精加工采用數控設備。不過數控刀具在普通機床上的普遍使用,也大大提高了生產效率。數控刀具要求是濕加工,數控加工是一個封閉的加工環境,而普通設備是開發式加工環境,如冷卻不充分,大大降低了刀具的使用壽命。
根據加工工序集中的原則,在閥體精加工中,采用加工中心更能顯示數控技術的優勢。工件一次裝夾,閥體法蘭的端面、外圓、內孔及法蘭圓周上的螺紋孔都能一次加工完成,俗稱“一刀切”。若能使用功能更為強大的數控設備組成自動化生產線,就能完成“一刀落”,即工件從毛坯到產品一次性完成。如果閥體的材料為鑄鐵材料,在選擇加工設備時最好不要使用數控機床。因為鑄鐵加工環境惡劣、無法冷卻、散熱慢,刀具磨損快,對數控設備影響較大。在加工余量較大的情況下,可選擇耐磨損、耐高溫的立方氮化彭(CBN)刀具。
5? 總結
閥體加工工藝是閥門機械加工工藝系統中的一部分。通過對閥體機械加工典型工藝過程的分析,進一步優化閥體的工藝規程,及數控技術的應用,既保證閥體的加工質量,又有效提高勞動生產率和降低成本,實現優質、高效、低能。
參考文獻:
[1]李小林,等.車工工藝與技能訓練[M].中國勞動社會保障出版社,2008.
[2]沈陽高中壓閥門廠.閥門制造工藝[M].機械工業出版社,1984.
[3]陳宏鈞,馬素敏,等.典型零件機械加工生產實例[M].機械工業出版社.
[4]機械工程材料[M].二版.機械工業出版社,2007.
[5]李強.數控技術在機械加工中的應用及發展前景[J].南方農機,2019.
猜你喜歡
科學與財富(2021年34期)2021-05-10 14:54:23
金屬加工(冷加工)(2020年12期)2021-01-11 06:20:16
裝備制造技術(2020年4期)2020-12-25 05:26:30
湖北農機化(2020年4期)2020-07-24 09:07:16
湖北農機化(2020年4期)2020-07-24 09:07:14
現代工業經濟和信息化(2016年22期)2016-08-23 11:55:36
現代農業(2015年6期)2015-02-28 18:41:20
中國機械(2014年15期)2014-04-29 03:44:58
中國機械(2014年15期)2014-04-29 01:32:24
河南科技(2014年12期)2014-02-27 14:10:42
