輕型貨車用3.0 L柴油機的開發
2020-09-10 07:22:44早崎綱記松崎智美亀井孝彥
汽車與新動力 2020年5期
早崎綱記 松崎智美 亀井孝彥


2018年,ISUZU 發動機股份有限公司開發出了4JZ1型柴油機,用于替換自2007年開始配裝于ELF系列貨車的4JJ1機型。新款4JZ1機型可有效滿足2016年的日本國內排放法規及燃油耗標準,并且可滿足市場對新型發動機的各種要求。除沿用了4JJ1機型的尺寸,4JZ1型發動機在性能、結構、布局設計,以及緊耦合后處理系統等方面都有所改進。介紹了該款發動機所采用的主要技術及相關特點。
熱力發動機;柴油機;性能;燃油經濟性;效率
0?前言
近年,在汽車動力系統中,混合動力汽車(HEV)及純電動汽車(EV)等新能源汽車所占市場份額正與日俱增。但是對于貨車而言,仍面臨著提升續航里程、改善電池質量及優化貨架安裝空間等多項問題,因此,部分研究人員認為今后貨車所采用的動力裝置仍將以具有優異環保性能的高效率柴油機為主。
五十鈴汽車公司所開發的4JZ1型發動機,以五十鈴公司新一代柴油機“D-CORE”開發理念為基礎,進一步追求高效率化,力求實現更高的環保性和經濟性。另外,研究人員通過全面優化基本結構部件,并在發動機上安裝柴油機顆粒凈化裝置(DPD),同時利用廢氣再循環(EGR)控制及選擇性催化還原(SCR)技術,滿足了2016年排放法規的要求,大幅提高了產品競爭力。本文將對這些技術進行重點介紹。
1?開發目標
為全面滿足貨車需求,研究人員對4JZ1型發動機進行了以下幾方面的改良。
(1)同時實現低排放與高燃油經濟性;
(2)實現貨車最佳封裝設計;
(3)在提高耐久性和可靠性的同時,確保整機工作性能;
(4)提高整機可維修性,并降低運行成本。
2?發動機主要部件
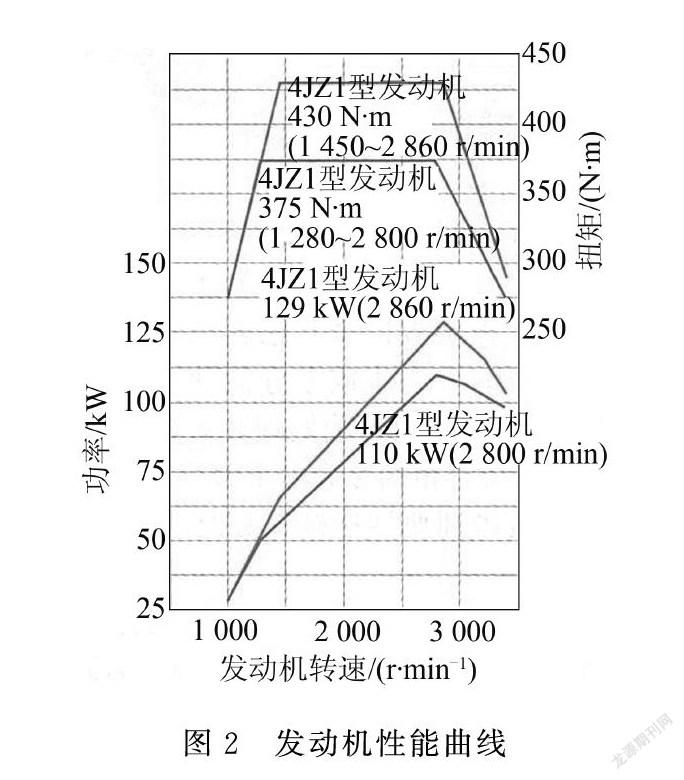
圖1為4JZ1型發動機的外觀,圖2為其性能曲線。4JZ1型發動機主要部件與配套車型及動力性能無關,均采用了通用性較高的參數。表1對比了4JJ1型發動機和4JZ1型發動機的主要部件。
4JZ1型發動機的輸出功率目前已提升至129 kW,相比4JJ1型發動機有所增加。同時,4JZ1型發動機在1 450~2 860 r/min轉速工況下可輸出較為均勻的扭矩,從而改善了操作便捷性和整機加速性,可滿足大部分高負荷及高速運行工況下的動力需求。
4JZ1型發動機在實現了低速化的同時,引入了起動輔助控制裝置。研究人員通過對起動性能及低速工況進行改善,相應提高了整機燃油經濟性,并采用了電控可變噴嘴渦輪增壓器。
3?采用技術
3.1?同時滿足低排放與高燃油經濟性
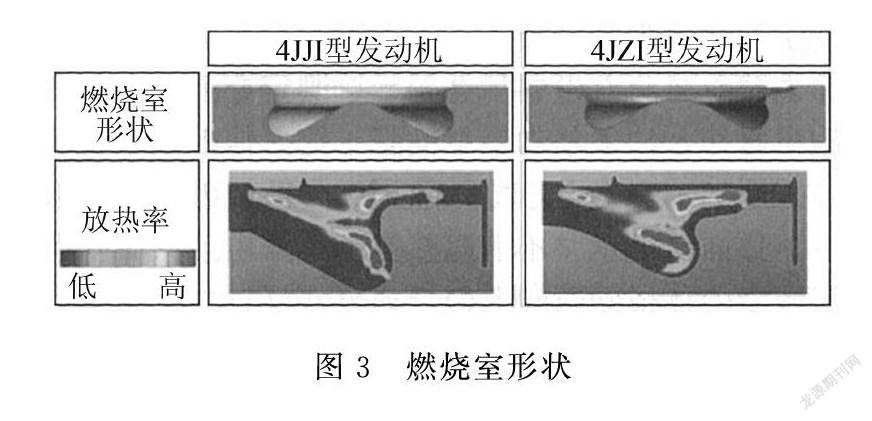
4JZ1型發動機為滿足2016年排放法規,采用了SCR系統。研究人員修正了其排放優化策略,又通過調整壓縮比,改善燃燒室形狀(圖3)、噴油嘴樣式及噴油系統,從而使該機型實現了少量多次噴油及高壓噴油過程,同時縮短了噴油間隔,并通過計算機輔助工程(CAE)和臺架試驗進行了雙重驗證。
為適應缸內壓力,提高燃燒效率,并改善整機耐久性、可靠性和振動噪聲性能,研究人員對氣缸體、氣缸蓋、曲軸等發動機主要結構件進行了改進,同時采用了可滿足未來基本性能需求,并兼具高可靠性和高耐久性的結構設計方案。面對缸內高壓化后摩擦現象發生頻次的不斷增加,研究人員分別對運動機構、氣門機構及相關附屬機構進行了摩擦測定,同時采用了可降低摩擦的最佳方案。該方案包括:優化凸輪軸軸承尺寸,在活塞裙部鍍覆涂層,以及在暖機時采用可提高油溫的恒溫器等。研究人員通過測量單個部件及系統的摩擦,對所采取的措施及相應效果進行了驗證。其他降低油耗的措施還包括:(1)在活塞頂面采用耐蝕鋁進行隔熱處理以降低熱損失;(2)改良凸輪型線以提高中、低轉速工況下的體積效率。
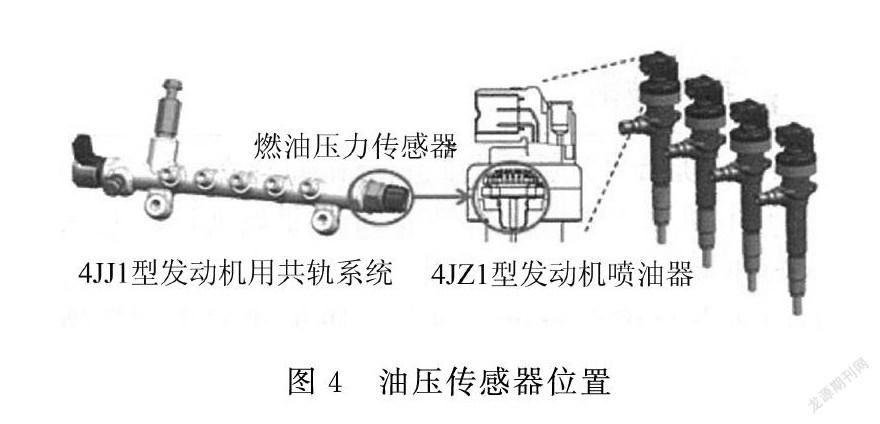
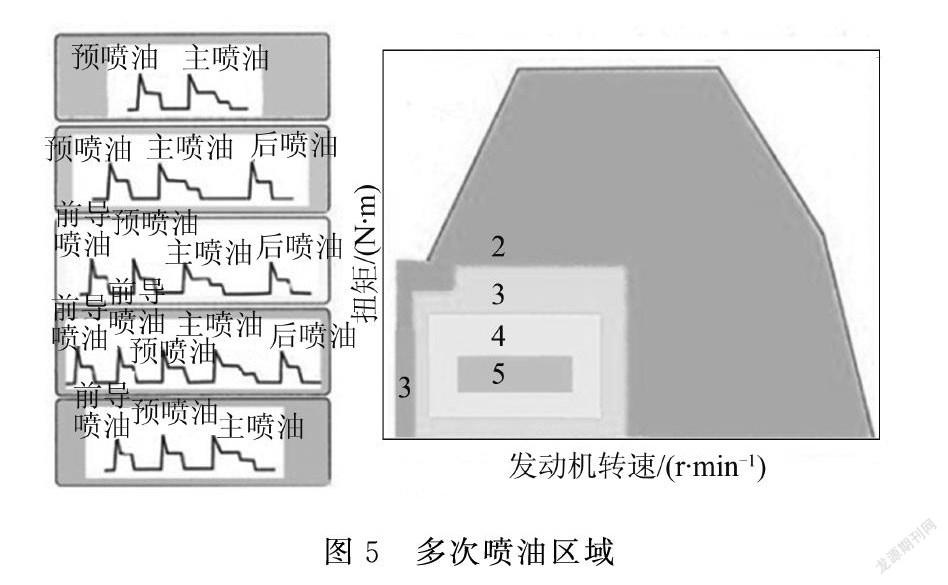
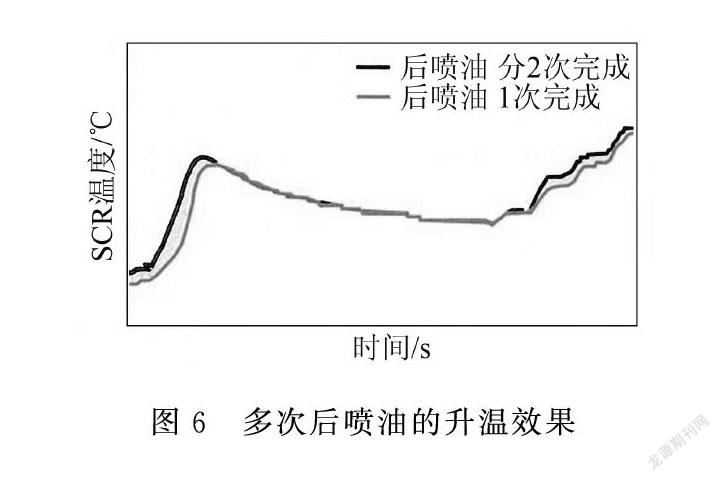
4JZ1型發動機的噴油系統首次采用了i-ART系統。如圖4所示,研究人員通過在噴油器中設置油壓傳感器,可實現對單個噴油器噴油時間及噴油量的精確測量,并進行實時反饋修正。利用這個系統,4JZ1型發動機可實現多次噴油并提高噴油精度,同時改善了發動機性能,如圖5所示。另外,通過使發動機在冷卻狀態下進行后噴油,實現了SCR系統的早期升溫過程(圖6)。
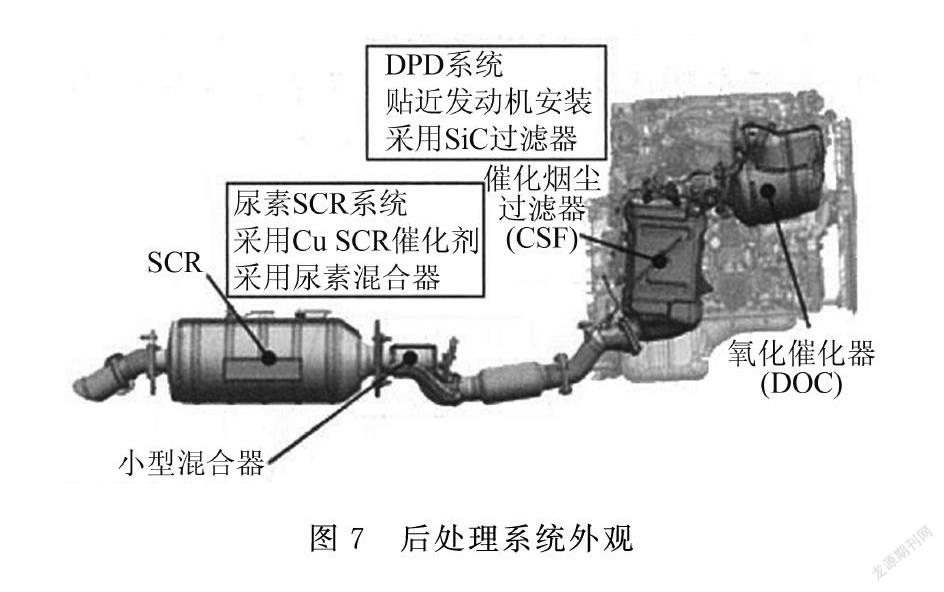
排氣后處理系統外觀如圖7所示。為滿足最新的排放法規要求,研究人員采用了SCR系統,并將該系統設置在車箱下部空間中。同時,研究人員通過采用低溫時活性優異的Cu SCR催化劑,提高了冷機工況下氮氧化物(NOx)的凈化效率。為確保尿素均勻擴散并提高NOx凈化率,研究人員在排氣管內布設了配備有碰撞板的混合管,通過碰撞板可使尿素水溶液微粒化,實現了氨氣的高效生成過程。與4JJ1型發動機后處理裝置所配備的尿素水溶液混合室相比,4JZ1型發動機在具有較好擴散性的同時,體積縮小了約50%,同時確保了安裝的便利性。下文將會對DPD進行詳細介紹。
為提高發動機運行狀態及環境條件變化時NOx排放的穩定性,在EGR系統控制方面,研究人員采用了模型基控制方法。該控制方法具有以下2種功能:
(1)利用模型推算發動機狀態量(NOx濃度、缸內O2濃度、EGR流量等);
(2)利用傳感器測量值,修正(1)中所推算出的狀態量,并對差分學習的功能進行研究。
相對于以往利用目標進氣量以反饋修正EGR流量的控制方法,功能(1)利用推算出的NOx排放量作為直接控制對象,并決定了EGR流量,因此發動機在處于變化工況時,NOx排放穩定性更為優異。在功能(2)中,研究人員利用傳感器測量值修正狀態量精度,當傳感器出現響應延遲時,則利用學習值修正過的狀態量實現相互補充,通過這種循環以維持穩定的排放性能。
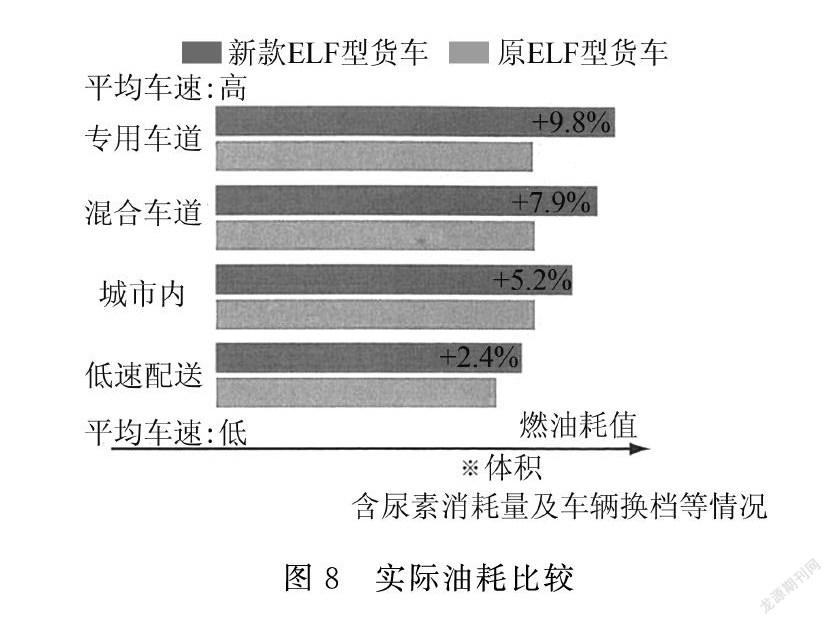
另外,初次在小型商用車上應用排氣門正時相位可變機構時,研究人員通過在冷卻狀態下設置排氣門正時進角(提前打開,提前關閉),并利用殘留廢氣實現內部EGR,降低CO及碳氫化合物(HC)排放,同時通過早期暖機以提高加熱器性能。通過以上技術,有效提高了“2015年重型車燃油耗基準”的達標率。根據內部的評估模型,并結合車輛在市內運行的聯合行駛模式,使整車實際燃油耗可降低約8%(圖8)。
3.2?最適合小型商用車的封裝設計
當貨車采用SCR系統時,往往會面臨系統安裝位置侵占貨架安裝空間的問題。一直以來,在搭載SCR系統的ELF型貨車中,DPD和SCR系統以S型形成一體化裝置,并布置于車架右側。當該系統在車體較小,結構變化較多的日本國內貨車中進行推廣時,由于配備了橫梁車架等構件而無法正常安裝貨架的車型,約占特殊貨架車型的50%以上。為解決該問題,研究人員從維持整車性能的角度出發,在小型商用車中首次采用了將DPD布置于發動機附近的技術方案。通過該布置方式,可以在不降低貨架安裝性能的同時,使排氣后處理裝置充分發揮功用。
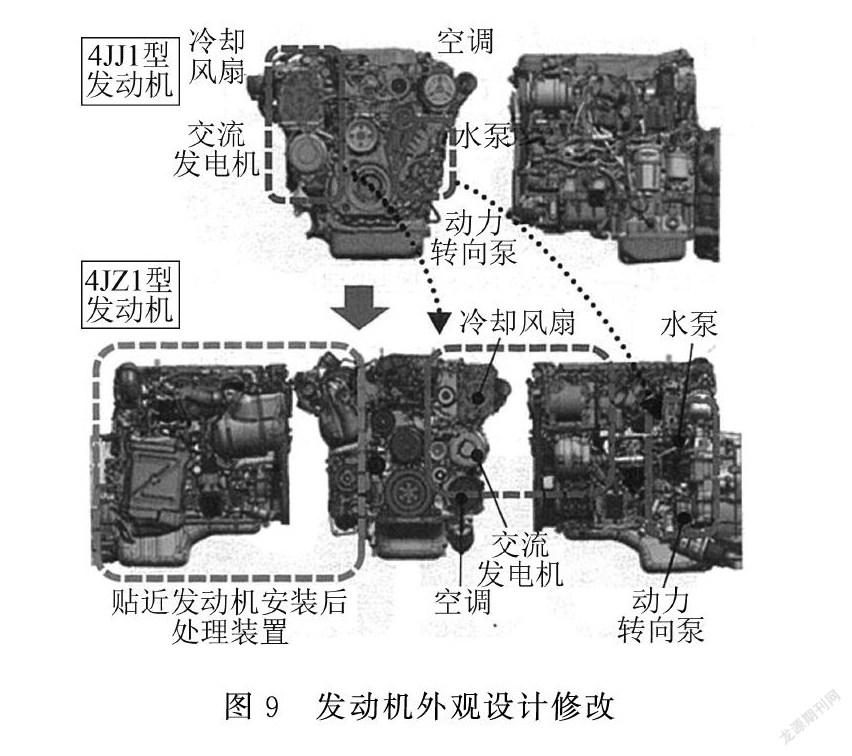
研究人員如需貼近發動機安裝DPD,應保證發動機右側排氣側具有足夠的空間。在以往車型中,此處多用于安裝以渦輪增壓器為主的排氣系統部件、交流發電機及冷卻風扇等大型輔助機械設備。4JZ1型發動機的交流發電機及冷卻風扇則被移至左側進行安裝。同樣,以往布設于發動機左前方的供油泵、動力轉向泵等附屬機構與正時機構一起移至發動機后側進行安裝。該類方案徹底改變了發動機附屬機構的布置方式,并確保了DPD的布置效果和貨架的可安裝性(圖9)。
為使DPD可充分貼近發動機進行安裝,研究人員為其選用了扁平式截面結構 ,并將過濾器材料從堇青石換成了形狀自由度較高的SiC,同時保持其體積不變。研究人員在對其進行布置時,除對提高結構強度及降低噪聲等方面進行了充分研究之外,還逐步提高了其可維修性,并對DPD裝卸路徑的固定位置及固定方法進行了優化。
3.3?提高可靠性、耐久性并確保工作性能
與轎車相比,商用車的運行環境更為嚴苛,因此要求發動機具有更長的使用壽命。此次改良不僅要最大限度保證車輛工作性能,還要求其在同級別車輛中具有更為優異的可靠性和耐久性。
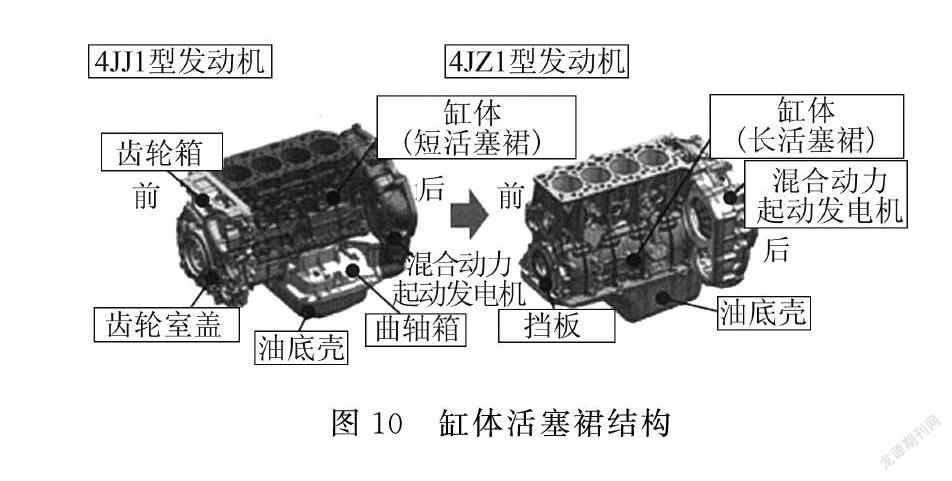
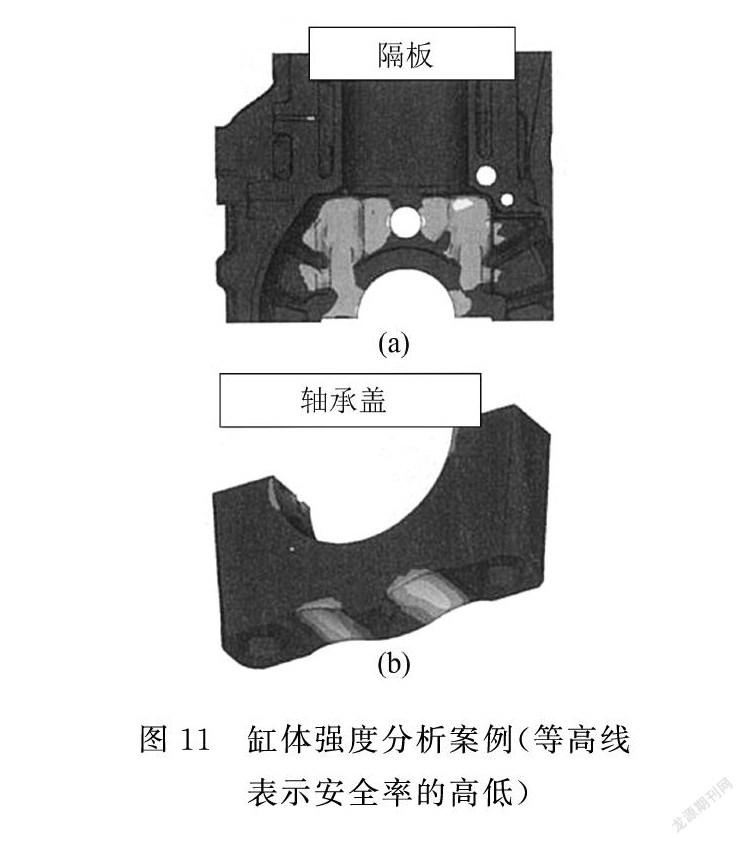
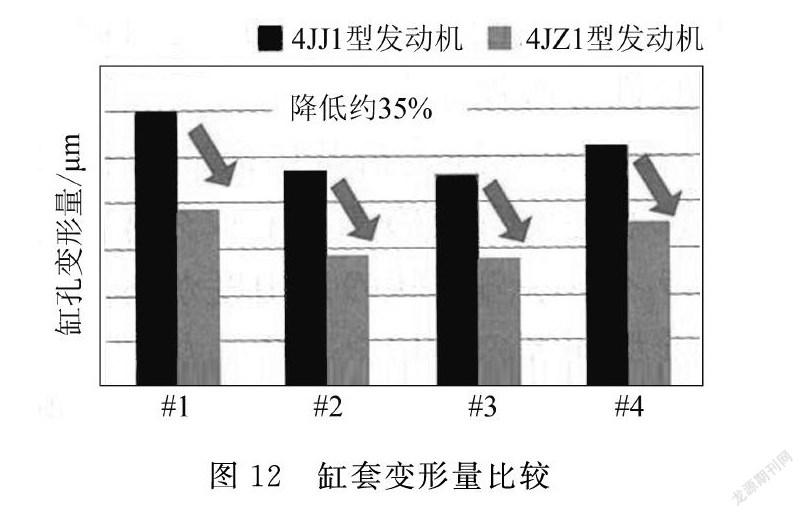
氣缸體采用了具有較高剛度、且噪聲-振動-平順性(NVH)較為優異的長活塞裙結構。研究人員將缸體周邊的部件數量從原來的6個減為4個,減少了部件數量(圖10),并通過CAE工具,充分實現了高強度及輕量化的設計目標,強度分析示例如圖11所示。同時,研究人員通過增加氣缸蓋螺栓尺寸,提高軸向力,以應對較高的缸內壓力。由于軸向力的提高使缸套面臨著變形的風險,若不增加活塞環數量,可能進一步導致竄氣現象的發生。研究人員通過更改氣缸蓋螺栓配置,并將氣缸蓋螺栓的螺母從缸套壁分離,同時在氣缸體上進行了一些處理,使缸套不易發生變形,從而使缸套高級變形量降低約35%(圖12)。
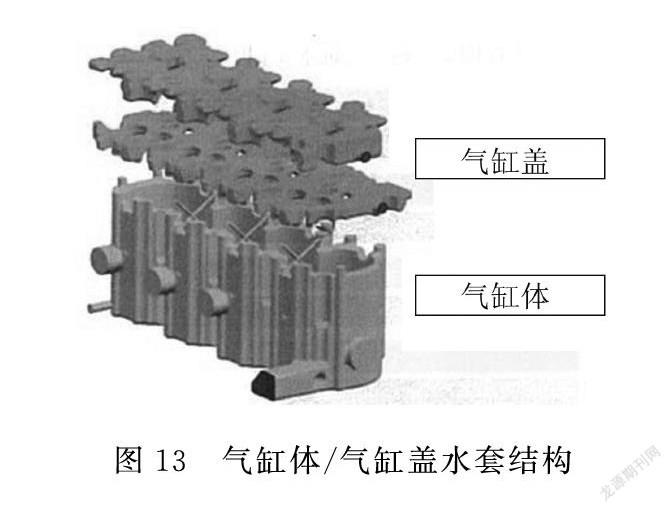
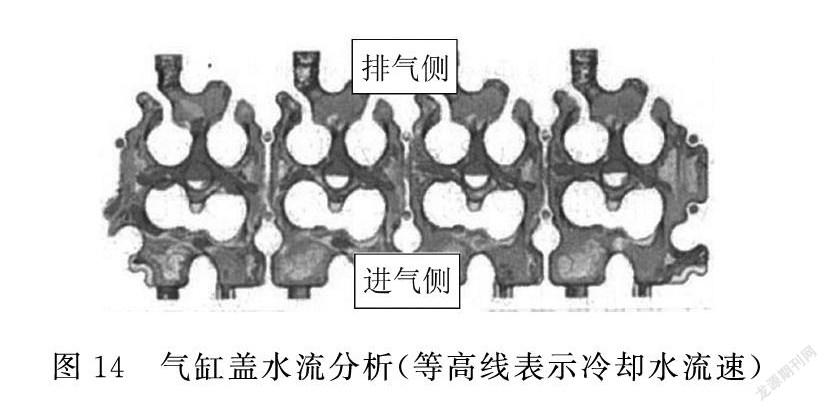
傳統氣缸蓋通常采用鑄鋁結構,4JZ1型發動機則改用了具有更高剛度及更長使用壽命的鑄鐵材料。另外,研究人員考慮到缸蓋底面的冷卻性能、可靠性及耐久性,從而采用了兩級水套結構(圖13)。從缸體流入缸蓋的冷卻水,流經溫度較高的排氣側,可實現對缸蓋的高效冷卻。下段水套則獨立布置在各氣缸之間,從排氣側橫向流經進氣側,可實現對氣缸下部的有效冷卻(圖14)。研究人員的設計理念是在減小熱損失的同時,使其對燃油耗的影響降至最低。同時,研究人員還利用CAE工具調整發動機規格參數并進行驗證,可大幅減少實機試制次數及更改設計工序,從而有助于提高開發效率。
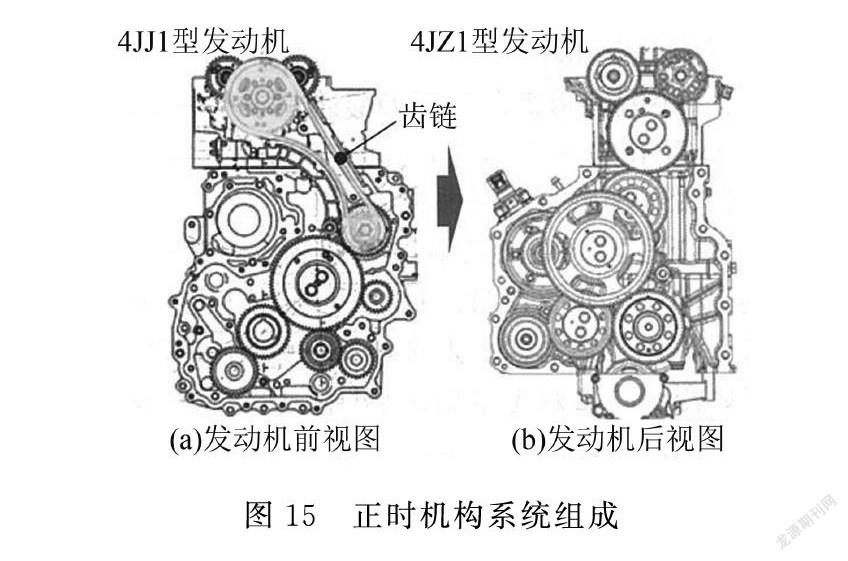
在活塞開發過程中,研究人員通過改善冷卻回路冷卻液流動過程并優化燃燒室結構,以此降低活塞溫度。在對活塞進行溫度測量時,真實再現了實車運行時的油溫和水溫,驗證了其降溫效果。根據上文所述,為使DPD安裝位置更靠近發動機,研究人員將正時鏈從發動機前方移到了后方,并替換了之前的齒鏈驅動系統,從而采用了具有更高可靠性及耐久性的齒輪驅動系統(圖15)。
由于噴油器及DPD等功能部件的性能惡化對DPD再生性能穩定性影響較大,因此利用上文所述的噴油反饋系統,消除了噴油量隨時間惡化的影響。研究人員通過在貼近發動機的位置安裝DPD,可以提高DOC的進口溫度。抑制碳煙堆積往往會導致DOC的堵塞現象,通過采用該方式,即使部件性能惡化,也能實現與新產品相同的DPD再生性能。研究人員通過采用SiC濾清器材料,增加了顆粒物(PM)過濾量,延長了再生間隔,并改善了應用效果。
3.4?提高可維修性,降低運行成本
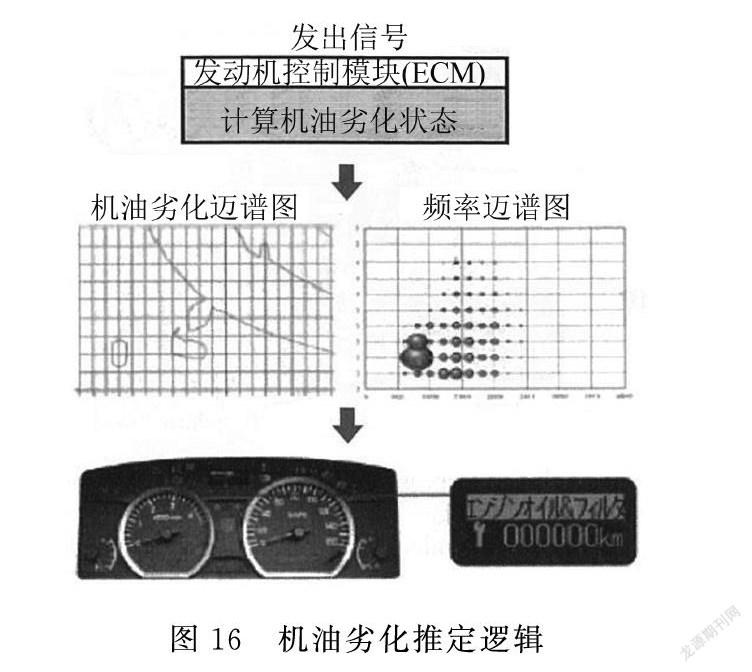
研究人員的開發目標之一是通過控制維修費用以降低運行成本,并為此采用了新技術。為延長機油更換周期,研究人員設定了機油劣化預估邏輯(圖16)。該邏輯即為利用發動機控制器計算行駛距離和行駛時間對潤滑油劣化的影響值,并在得出機油劣化結論后,及時通知駕駛人員。利用這一功能,可根據機油劣化程度,使機油更換周期從以前的20 000 km(固定值,嚴苛工作條件除外),延長到了40 000 km。在輔助皮帶驅動系統中,研究人員通過采用彎曲式輔助驅動系統,并采用自動張力器,將以往的2根皮帶替換為1根皮帶,縮短了皮帶尺寸,并去掉了重新張緊步驟。由于皮帶始終處于恰當的張力條件下,在免維修的同時,還有助于確保穩定的使用壽命。以往機型可根據配套車輛的驅動方式,通過曲軸箱及油底殼等大型部件對發動機規格參數進行劃分。在新機型中,研究人員通過改良發動機布置方式,并統一發動機規格參數,從而實現了進一步優化。
4?生產能力及管理方式介紹
4JZ1型發動機在五十鈴公司的櫪木新工廠內進行生產(圖17)。該工廠為智能化工廠,研究人員通過靈活應用物聯網(IoT)技術,實現了完善的品質管理及群組管理的生產方式。該生產方式在提高了生產效率的同時,也可改善工作人員的作業環境。不僅如此,研究人員還有效強化了追蹤管理,可根據生產設備的運行信息對內部產品可能發生的故障進行有效預測,從而實現集中管理。
5?結論
4JZ1型發動機已于近期開始量產,其作為ELF型貨車的核心部件,目前仍有進一步優化的空間。今后,研究人員將對整車排放進行進一步改良,以此滿足未來的重型車油耗基準。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車與新動力(2015年1期)2015-02-27 12:11:01
