數控系統S曲線加減速規劃研究
2020-09-10 00:23:54王剡
內燃機與配件 2020年15期
關鍵詞:規劃
王剡
摘要:在當前數控加工中為防止機床在啟停時存在振蕩或沖擊問題,需要進一步提高加工精度、效率,進而提出了數控系統s曲線加減速規劃法,能夠結合軌跡段特點,歸納規劃中存在的s曲線加減速方式,并結合不同的方式,采用迭代法或解析法給出具體數學模型和仿真分析結果。
關鍵詞:數控系統;S曲線;加減速;規劃
0 ?引言
本研究中基于前行研究的基礎上,提出經過改進之后的S型曲線加減速算法,能夠利用S型曲線對稱性,初、末速度不同特點,對算法進行簡化,能夠快速對不同階段運行時間進行準確計算。
1 ?S型曲線加減速算法分析
在處于加減速過程中,指數型加減速算法和直線型加減速算法存在加速度突變問題,從一定程度上來看,這種局限性會導致軌跡規劃生成速度曲線平滑度不好,如果由軌跡生成器形成的進給驅動加速指令不平滑,最終會使滾珠絲杠中的力矩以及施加于直線電動機驅動上的作用力會包含高頻分量,進而會將激勵進給驅動結構動態響應,引發不良震動。為獲得平滑速度以及加速度曲線圖,可以使用S型曲線加減速算法,也就是有限加加速度的軌跡生成算法。從S型曲線加減速的原理上來看,這種S型曲線加減速算法也被稱為是由系統在處于加減速過程中的速度曲線為S型得來的,S型曲線加減速控制是指在處于加減速過程中使加速度導數為常數,通過對該導數值的控制進而能夠減小對機械系統產生的沖擊。除此之外,可通過加速度以及加速度導數這兩個參數進行設定,進而實現柔性加減速控制,使其能夠適應不同機床類型。
在數控系統中尤其對于存在較大區域變化的位置需要減速,為使速度處于平衡狀態下,結合減速度需要將其降低到最低點速度以及這兩點之間的位移,同時還需要考慮系統最大加速度,以規劃S曲線不同階段運行時間,獲得最短的規劃時間,提高系統處理能力。首先從加減速原理上來看,在加工過程中S型曲線加減速中加速度導數是常數,可通過加減導數防止加減速中存在加速度突變問題,減少數控加工時由于加速度變化而導致整個系統出現較大的振動。可以使用S型曲線加減速,進而獲得相對平緩的加速度和速度,在整個S型曲線加減速中包含7個過程,分別是加加速、勻加速、減加速、勻速、加速、減速、減減速這幾個階段,其中可以參考前人研究成果,對各個階段運動學方程進行羅列。但由于涉及公式較多,并且存在較多未知變量,如果直接進行方程組調解其步驟是比較繁瑣的。
從該規劃算法的推導原理上來看,結合曲線對稱性,使用曲線存在減速和加速這兩個階段,在加速過程中需要存在減加速,加加速,并且其運行時間相等,在減速過程中存在減減速、加減速這兩個階段,其運行時間也是相同的。結合加速過程中可加速到最高值與實際最大速度進行比較,進一步可判斷是否在該階段存在勻加速。在減速過程中可減小到最小速度與末速度比較進一步判斷其是否存在勻減速。結合位移判斷是否存在勻速,在所規劃出待加工S型曲線各階段運行時間和速度。在該公式中我們可以假設系統能夠達到最大進給速度F,而形成S曲線加減速過程中的運動速度,時間。在該系統中加加速度可以用J表示,其是一種常量,Amax代表系統能夠達到最大加速度,Dmax是系統可達到最大減速度,Vs代表系統初速度,Ve是系統末速度,Ti表示各階段運行時間,vi代表不同階段運行結束過程中的數值,將其帶入后可推導不包含勻速的位移計算公式,如上所述。
假設實際位移要高于s1,如果系統本身存在勻速運動時間,進而根據上述公式可推導出下列公式。
2 ?S曲線加減速規劃實現分析
S曲線加減速的規范是否存在勻速階段,是與速度是否能夠達到給定進給速度v,并且加速段以及減速度段位移和是否低于待插補位移,在加速減速中是否存在勻加速或勻減速這幾個因素相關的。在實際規劃過程中需要根據上述幾個指標來規劃S型曲線加減速段中加速和減速階段之后,比較加減速各段位移與待插補位移之間的關系,進而判斷是否存在勻速段,如果不含有勻速段,如果不含有勻速段,則對整個運動規劃可達實際最大速度v’進行求解,需要重新規劃加速段,減速段。具體來看,對于S曲線變速斷規劃時其加速斷是否含勻加速是根據給定起始速度vs,指令速度v,機床能夠允許最大加速度,最大加速度來決定的。我們可以知道,根據S型曲線特點,減加速階段和加加速階段這段時間是對稱的,并且在處于加速過程中,應當使加速度達到最大加速度。因此存在勻加速斷的條件是對定速度和初始速度的差不能低于a2max/jmax。如果兩差值兩者差值高于a2max/jmax,證明在加速中存在勻加速段,進而加速中各段時間分別計算公式如下:
如果兩者差值低于a2max/jmax,證明在加速過程中無勻加速階段,并且在處于加速過程中三段時間計算公式如下:
在加速中可達到的最大加速度計算公式如下:
進而獲得的t1、t2、t3,分別代入公式之后,如果t2為0,則可以利用a’max來代替amax進行求解,加速段位移將其記為sAcc。按照上述思路可規劃出處于減速過程中的加減速段,勻加速,勻減速和減減速段各自時間,將所獲得的時間代入公式,可以求解出減速段的位移,可將其作為sDec,比較兩差位移之和和待插補位移的關系,確定S型曲線在加減速規劃中是否存在勻速階段。
對于S曲線加減速是否存在勻速段,如果上述兩位移之和低于S,則證明在S型曲線加減速中含有勻速段,并且勻速段的計算時間如下公式所示:
如果兩者位移之和高于s,證明在S型曲線加減速規劃中不含有勻速階段,此時t4為零,如果兩位移之和大于s,證明在加減速中可達到最大速度是低于給定速度v的。
對于S曲線加減速不含有勻速段。首先需要假設最大速度公式如下所示:
可以選取vs和ve的最大值,進而求出vmax,比如以ve為例可求解出v’max,由于vc大于ve,因此在加速過程中包含加加速,勻加速,減加速,整個過程可分為5個階段,通過公式可求解出v’max,之后在將加減速中總位移與待插補位移進行比較,如果兩位移相等可求出v’max,也就是規劃后實際最大速度,進而可得出vmax等于v’max。如果加減速總位移低于待差補位移,則此時最大速度計算公式如下:
在該公式中機床能夠允許的最大加速度為amax,機床允許最大加速度為jmax,待插補軌跡位移為s,如果加減速總位移高于待插補位移,在S曲線加減速中不會同時存在勻加速和勻減速階段,需要重新求解最大速度,假設最大速度計算公式如下:
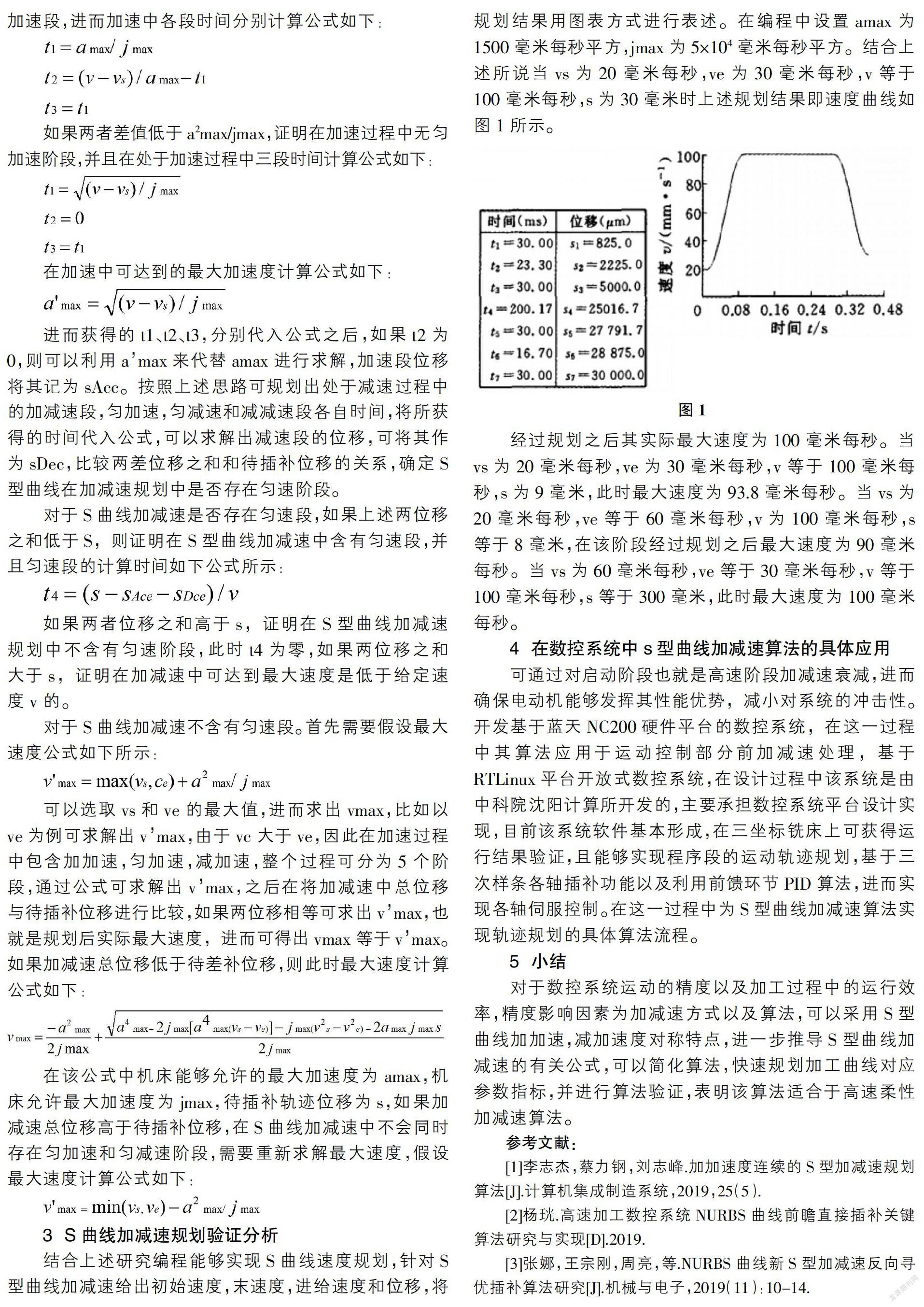
3 ?S曲線加減速規劃驗證分析
結合上述研究編程能夠實現S曲線速度規劃,針對S型曲線加減速給出初始速度,末速度,進給速度和位移,將規劃結果用圖表方式進行表述。在編程中設置amax為1500毫米每秒平方,jmax為5×104毫米每秒平方。結合上述所說當vs為20毫米每秒,ve為30毫米每秒,v等于100毫米每秒,s為30毫米時上述規劃結果即速度曲線如圖1所示。
經過規劃之后其實際最大速度為100毫米每秒。當vs為20毫米每秒,ve為30毫米每秒,v等于100毫米每秒,s為9毫米,此時最大速度為93.8毫米每秒。當vs為20毫米每秒,ve等于60毫米每秒,v為100毫米每秒,s等于8毫米,在該階段經過規劃之后最大速度為90毫米每秒。當vs為60毫米每秒,ve等于30毫米每秒,v等于100毫米每秒,s等于300毫米,此時最大速度為100毫米每秒。
4 在數控系統中s型曲線加減速算法的具體應用
可通過對啟動階段也就是高速階段加減速衰減,進而確保電動機能夠發揮其性能優勢,減小對系統的沖擊性。開發基于藍天NC200硬件平臺的數控系統,在這一過程中其算法應用于運動控制部分前加減速處理,基于RTLinux平臺開放式數控系統,在設計過程中該系統是由中科院沈陽計算所開發的,主要承擔數控系統平臺設計實現,目前該系統軟件基本形成,在三坐標銑床上可獲得運行結果驗證,且能夠實現程序段的運動軌跡規劃,基于三次樣條各軸插補功能以及利用前饋環節PID算法,進而實現各軸伺服控制。在這一過程中為S型曲線加減速算法實現軌跡規劃的具體算法流程。
5 ?小結
對于數控系統運動的精度以及加工過程中的運行效率,精度影響因素為加減速方式以及算法,可以采用S型曲線加加速,減加速度對稱特點,進一步推導S型曲線加減速的有關公式,可以簡化算法,快速規劃加工曲線對應參數指標,并進行算法驗證,表明該算法適合于高速柔性加減速算法。
參考文獻:
[1]李志杰,蔡力鋼,劉志峰.加加速度連續的S型加減速規劃算法[J].計算機集成制造系統,2019,25(5).
[2]楊珖.高速加工數控系統NURBS曲線前瞻直接插補關鍵算法研究與實現[D].2019.
[3]張娜,王宗剛,周亮,等.NURBS曲線新S型加減速反向尋優插補算法研究[J].機械與電子,2019(11):10-14.
猜你喜歡
房地產導刊(2021年6期)2021-07-22 09:12:46
中國石油石化(2021年9期)2021-07-17 09:24:00
中國農民合作社(2020年12期)2020-12-18 09:09:58
公民與法治(2020年11期)2020-07-25 02:02:06
河南水利年鑒(2020年0期)2020-06-09 05:43:30
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
制造技術與機床(2017年3期)2017-06-23 08:11:34
中國衛生(2016年2期)2016-11-12 13:22:16
華東科技(2016年10期)2016-11-11 06:17:41