一種超微造型的氣缸套及其制備方法
2020-09-10 00:23:54楊淑娟
內燃機與配件 2020年15期
楊淑娟
摘要:一種超微造型的氣缸套及其制備方法,氣缸套內孔從上至下分為Ⅰ區、Ⅱ區、Ⅲ區,所述Ⅰ區起始于活塞運動的上止點,Ⅱ區為活塞運動的沖程中部,Ⅲ區起始于活塞運動的下止點至缸套底端,氣缸套內壁有激光刻啄的超微網紋溝槽,相鄰網紋呈錯位螺旋分布;經過激光刻啄,缸套內孔表面溝槽結構均勻,槽深一致穩定性高,缸套表面光滑,可有效避免拉缸,降低活塞環與缸套內孔的摩擦磨損量,進而降低油耗,延長缸套使用壽命。
關鍵詞:超微造型;激光刻啄;網紋溝槽
0 ?引言
氣缸套是發動機的關鍵零件之一,氣缸套內表面結構影響發動機的機油消耗和壽命。氣缸套內表面的網紋結構有網狀溝槽和頂部小平臺構成,氣缸套網狀溝槽,便于貯存潤滑油,提高了氣缸套實際的承載面積,也有利于機油向上泵送至氣缸套上部的工作區域;頂部小平臺有利于形成高強度的油膜,將氣缸套表面多余的機油刮回至曲軸箱,使氣缸表面的滑動性能得到改善,增加缸孔的氣密性,同時也大幅度降低機油消耗。然而氣缸套的性能和使用壽命與氣缸套內表面的網紋溝槽的寬度、深度、分布以及均勻性等參數密切相關。
目前氣缸套內表面主要采用珩磨工藝和微造型工藝加工。珩磨工藝是機械加珩磨,采用粗珩、半精珩、精珩制造網紋,工藝復雜加工成本高,且均勻性差,且很難掌控網紋的疏密以及深度、夾角。表面微造型工藝是借用激光掃描精準快捷地在摩擦副工件表面加工出紋路或凹坑,是近些年發展起來的先進制造技術,而合理的紋路參數對氣缸套在不同場合使用具有重要作用。
1 ?一種超微造型氣缸套技術方案
1.1 一種超微造型氣缸套的技術參數
一種超微造型的氣缸套,包括氣缸套本體,氣缸套內孔從上至下分為Ⅰ區、Ⅱ區、Ⅲ區三個區域,所述Ⅰ區起始于活塞運動的上止點附近,Ⅱ區為活塞運動的沖程中部,Ⅲ區起始于活塞運動的下止點至缸套底端;氣缸套內壁有激光刻啄的超微網紋溝槽,且相鄰網紋呈錯位螺旋分布,所述激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為1.5-15mm,刻線深度H為0.004-0.03mm,刻線圓周方向距離D1為0.6-10mm,D1為近似直線距離,刻線軸向距離D2為1-16mm,其中Ⅰ區刻線軸向距離D2小于Ⅱ區刻線軸向距離D2。
1.2 一種超微造型氣缸套的優選技術方案
作為優選,一種超微造型的氣缸套,所述Ⅰ區激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為3mm,刻線深度H為0.006-0.01mm,刻線圓周方向距離D1(D1為近似直線距離)為2mm,刻線軸向距離D2為2mm;所述Ⅱ區激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為3mm,刻線深度H為0.006-0.01mm,刻線圓周方向距離D1(D1為近似直線距離)為2mm,刻線軸向距離D2為6mm,Ⅲ區不進行激光刻啄。
作為優選,一種超微造型的氣缸套,所述Ⅰ區激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為2mm,刻線深度H為0.006-0.015mm,刻線圓周方向距離D1(D1為近似直線距離)為3mm,刻線軸向距離D2為3mm;所述Ⅱ區激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為4mm,刻線深度H為0.004-0.009mm,刻線圓周方向距離D1(D1為近似直線距離)為4mm,刻線軸向距離D2為8mm;Ⅲ區不進行激光刻啄。
作為優選,一種超微造型的氣缸套,所述Ⅰ區激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為2mm,刻線深度H為0.006-0.015mm,刻線圓周方向距離D1為(D1為近似直線距離)3mm,刻線軸向距離D2為3mm;所述Ⅱ區激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為4mm,刻線深度H為0.004-0.009mm,刻線圓周方向距離D1(D1為近似直線距離)為4mm,刻線軸向距離D2為8mm;所述Ⅲ區激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為4mm,刻線深度H為0.004-0.009mm,刻線圓周方向距離D1(D1為近似直線距離)為4mm,刻線軸向距離D2為4mm。
2 ?一種超微造型氣缸套的制備方法
一種超微造型的氣缸套的制備方法,包括鑄造、機加工和激光刻啄工藝,其具體制備步驟如下:
①采用鋼管或金屬型濕涂料離心鑄造工藝制備氣缸套鑄件,隨后對氣缸套鑄件進行機加工,基礎珩磨至內孔圓柱度為0.008mm;
②用高精度機床將步驟①所得氣缸套鑄件進行內孔、外圓的切削加工,及后續內孔珩磨加工,具體工藝流程依次為粗切、粗鏜內孔、修車、精鏜內孔、粗珩內孔、半精車外圓、粗珩內孔、精車外圓、精珩內孔;
③用激光器對步驟②所得氣缸套內表面進行激光刻啄加工。
本發明所用的激光器設備型號為YLD-1/120/50/50,激光刻琢前在計算機中輸入網紋溝槽的參數,按照需求進行激光刻琢。
該超微造型結構適用于鑄鐵缸套、鋼制材質缸套、鋁合金缸套等合金材料的缸體內表面加工。
3 ?一種超微造型氣缸套的有益效果
①氣缸套經過激光刻啄完成,缸套內孔表面溝槽結構均勻,內孔磨損少,槽深一致,穩定性高,缸套表面光滑,該造型分布可有效避免拉缸,降低活塞環與缸套內孔的摩擦磨損量,從而降低油耗,延長缸套使用壽命。
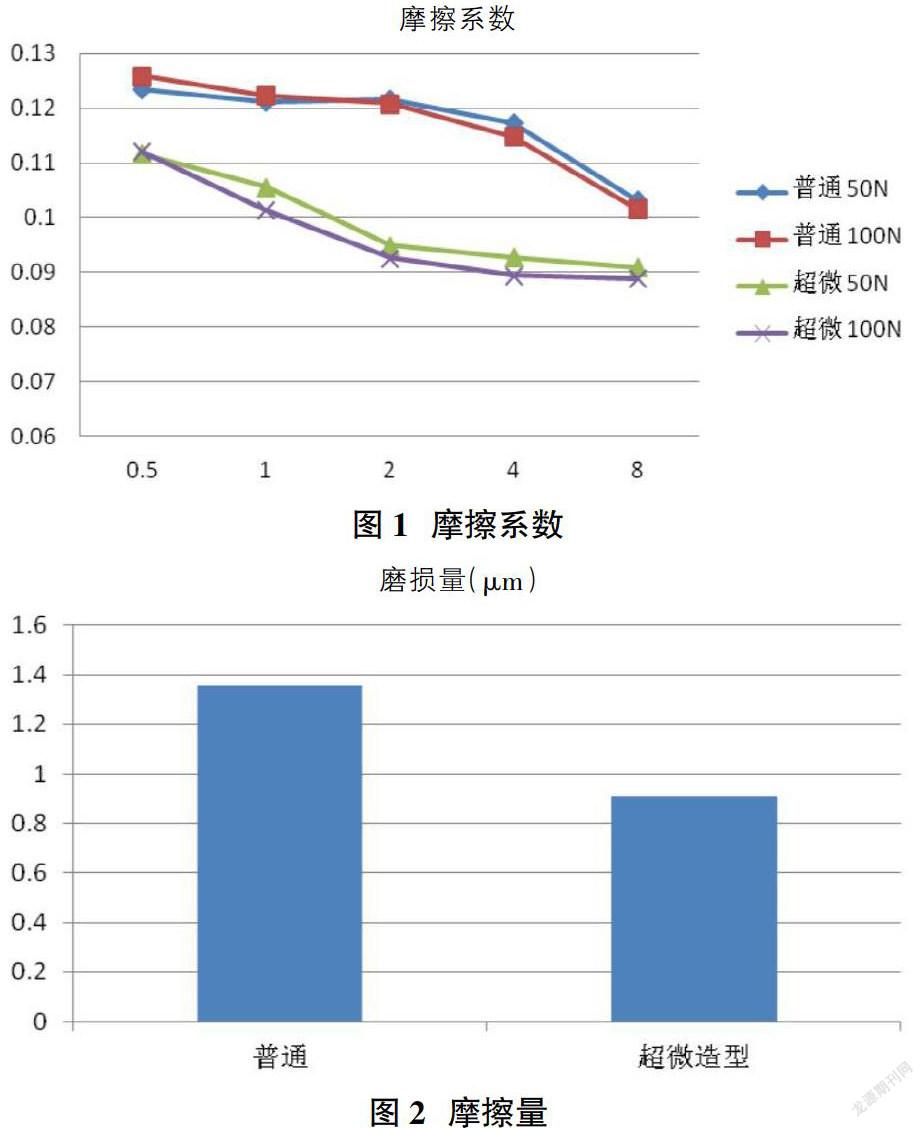
②通過對網紋溝槽的參數設置,使氣缸套的摩擦系數和磨損量明顯低于普通氣缸套,使摩擦系數(如圖1)小于0.1,大大降低了氣缸套與活塞環之間的摩擦系數和磨損量(如圖2),延長了氣缸套的使用壽命,有效避免發動機拉缸等安全事故的發生。
③通過采用超微造型氣缸套的制備方法,能夠制備具有網紋凹槽分布均勻的珩磨氣缸套,且制造的氣缸套儲油功能好,摩擦系數低,磨損量低,有效提高了氣缸套的使用性能和使用壽命。
4 ?一種超微造型氣缸套具體實施方式
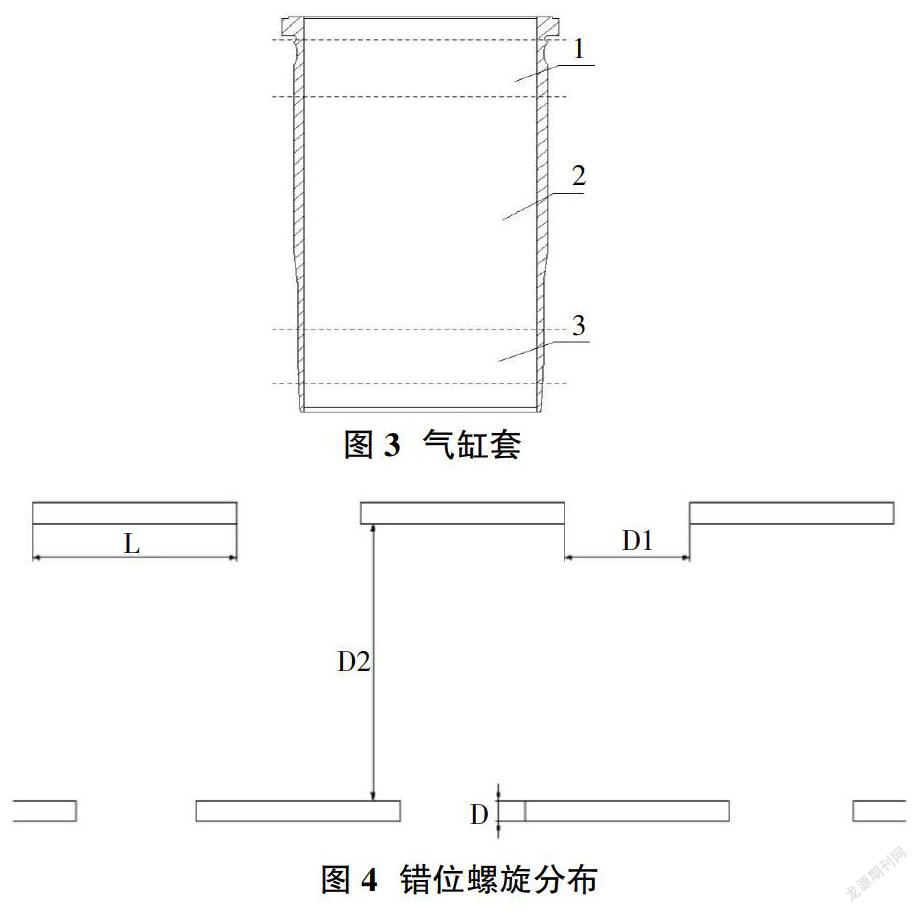
一種超微造型的氣缸套(如圖3所示),包括氣缸套本體,氣缸套內孔從上至下分為Ⅰ區1、Ⅱ區2、Ⅲ區3三個區域。所述Ⅰ區1起始于活塞運動的上止點附近,距離氣缸套頂部8mm,Ⅰ區1整體尺寸長度為35mm;Ⅱ區2為活塞運動的沖程中部,Ⅲ區3起始于活塞運動的下止點至缸套底端附近,距離氣缸套底部10mm,Ⅲ區3整體尺寸長度為30mm。
激光刻啄的超微網紋采用錯位螺旋分布(如圖4所示),所述Ⅰ區1激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為2mm,刻線深度H為0.006-0.015mm,刻線圓周方向距離D1為3mm,刻線軸向距離D2為3mm;所述Ⅱ區2激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為4mm,刻線深度H為0.004-0.009mm,刻線圓周方向距離D1為4mm,刻線軸向距離D2為8mm;所述Ⅲ區3激光刻啄的超微網紋溝槽的參數為:刻線寬度D為0.03-0.2mm,刻線長度L為4mm,刻線深度H為0.004-0.009mm,刻線圓周方向距離D1為4mm,刻線軸向距離D2為4mm。
所述氣缸套的內孔基礎光潔度Rz為1-7μm,使其內孔上止點、沖程中部及下部表面具備刻啄參數均勻的網紋溝槽。
一種超微造型的氣缸套的制備方法,所用的激光器設備型號為YLD-1/120/50/50,其具體制備步驟如下:
①采用鋼管或金屬型濕涂料離心鑄造工藝制備氣缸套鑄件,隨后對氣缸套鑄件進行機加工,基礎珩磨至內孔圓柱度為0.008mm;
②用高精度機床將步驟①所得氣缸套鑄件進行內孔、外圓的切削加工,及后續內孔珩磨加工,具體工藝流程依次為粗切、粗鏜內孔、修車、精鏜內孔、粗珩內孔、半精車外圓、粗珩內孔、精車外圓、精珩內孔;
③用激光器對步驟②所得氣缸套內表面按照上述超微網紋溝槽的參數進行激光刻啄加工;激光刻琢前在計算機中輸入網紋溝槽的參數,同時使第N+1層網紋恰好位于第N層相鄰的兩條網紋的間隙之間,采用錯位排列方式分布,保證儲油均勻,提高缸套與活塞環的耐磨性。
如圖3、圖4所示,網紋采用錯位螺旋分布,使第N+1層網紋恰好位于第N層相鄰的兩條網紋的間隙之間,即相鄰兩行的網紋沿軸向方向呈錯位狀態,使每條網紋保持相對獨立,儲油均勻,缸套與活塞環的耐磨性得到提高。
5 ?結語
綜上所述,本文提供一種超微造型氣缸套及其制備方法,能夠改善氣缸套內孔壁的潤滑性能,使內孔壁儲油均勻,不僅降低油耗、避免拉缸,而且有效提高氣缸套與活塞之間的耐磨性能,進而提高了氣缸套的使用壽命和發動機工作的穩定可靠性。
參考文獻:
[1]李殿中,康秀紅,夏立軍,等.可視化鑄造技術的研究與應用[J].鑄造,2005(2).
[2]李殿中,張玉妥,劉實,等.材料制備工藝的計算機模擬[J]. 金屬學報,2001(5).
[3]陳立亮,劉瑞祥,周建新,等.鑄造數值模擬技術新進展及鑄造CAE應用[J].鑄造縱橫,2005(4).