淺談提高普通車削加工表面粗糙度的方法
2020-09-10 00:23:54謝三洪
內燃機與配件 2020年15期
謝三洪
摘要:我們在普通車削加工過程中,經(jīng)常發(fā)現(xiàn)零件的表面粗糙度達不到圖紙要求,經(jīng)常出現(xiàn)車削好的工件,從表面看上去很亮,但粗糙度達不到圖紙要求,有時候看上去不亮,但能達到圖紙要求。要提高普通車削加工表面粗糙度是復雜,是由各方面的因素決定的,本文主要通過切削過程基本規(guī)律的揭示,介紹提高普通車削加工表面粗糙度的一些方法,對初學者研究提高普通車削加工表面粗糙度具有一定的理論和實踐指導意義。
關鍵詞:普通車削加工;表面粗糙度;車削過程基本規(guī)律
1 ?普通車削加工表面粗糙度
在普通車床上利用車刀的直線(或曲線)移動與工件的旋轉作相對運動進行切削,改變毛坯的尺寸和形狀,使之成為合格零件的一種金屬切削方法。零件在車削加工過程中,由于車刀、車床的振動,材料被車削時產(chǎn)生塑性變形及刀痕等原因,零件的表面不可能是一個理想的光滑表面,經(jīng)過放大后可以看出表面仍是高低不平的,這種車削加工表面上具有的較小間距和峰谷所組成的微觀幾何形狀特性,稱為車削加工表面粗糙度。表面粗糙度越小,則表面越光滑。國家標準規(guī)定三個評定表面粗糙度的高度參數(shù):使用最為廣泛的是輪廓算術平均偏差選用Ra,微觀不平十點高低采用Rz,表示輪廓最大高度Ry。
2 ?車削過程基本規(guī)律
金屬變形、切削力、切削溫度和刀具磨損的變化規(guī)律,其中切削力和刀具磨損的實際意義很大,切削溫度和變形對加工也有直接影響。切屑變形有兩個階段,彈性變形和塑性變形。切削過程中的變形越大,切削力必然就越大,切削表面變形越大,表面粗糙度勢必越粗糙,影響工件精度,也容易引起振動。
2.1 切屑變形規(guī)律
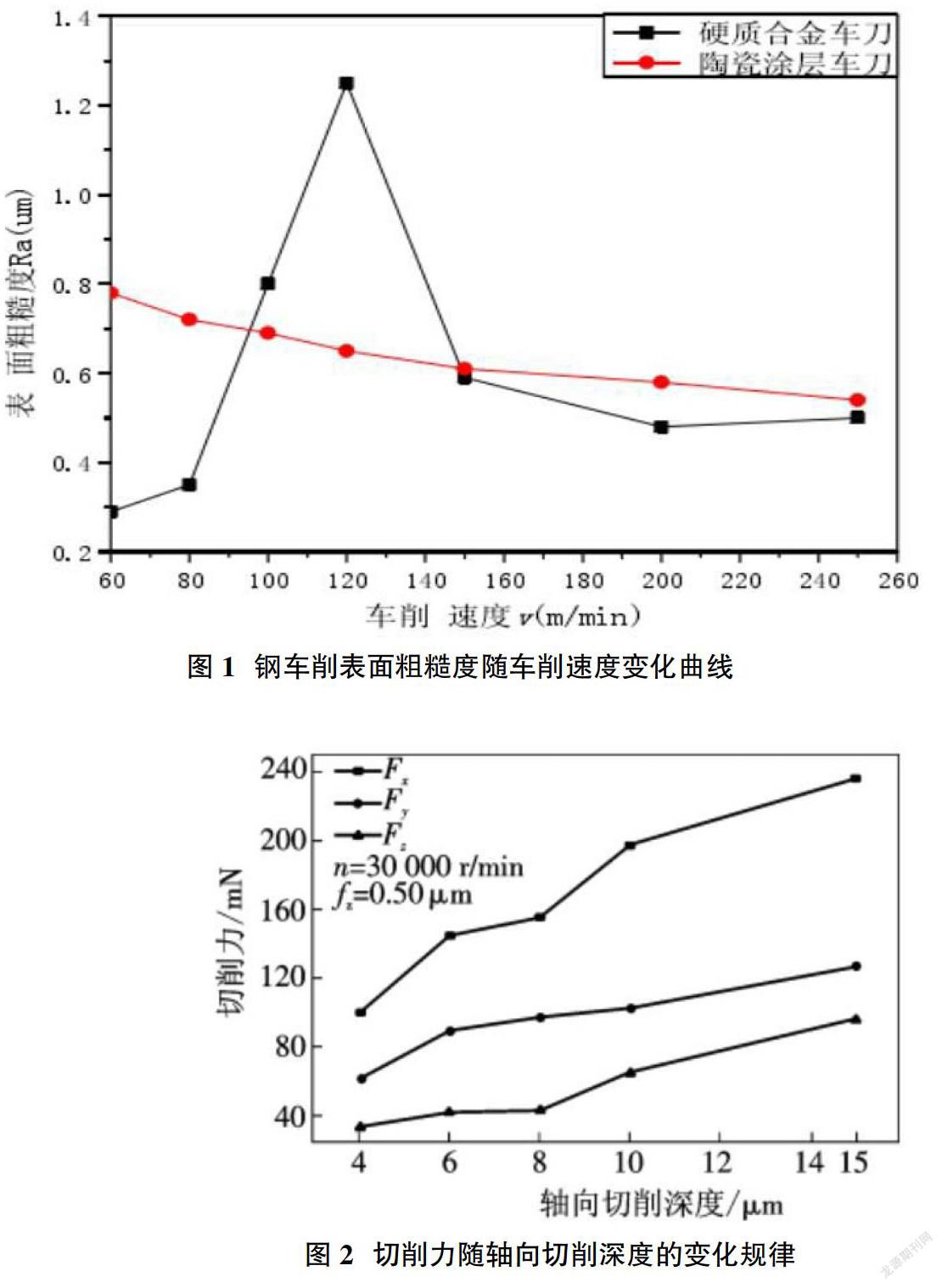
前角越大,變形越小,這樣可以增大前角,減小變形和切削力;塑性大的金屬,切屑變形程度就大,強度越低塑性越大,材料越易變形,所以軟鋼的變形比硬鋼大,切塑性大的金屬,前角選大些,切脆性材料或斷續(xù)表面,前角選小些;高速切削時,切屑變形增加不多,這時前角對變形的影響不大。根據(jù)車削表面粗糙度隨車削速度變化曲線(圖1)來看,可以提高主軸轉速即切削速度來減小變形降低切削力。
2.2 切削力的規(guī)律
在切削過程中刀具和被加工零件之間產(chǎn)生一個很大的阻力,竭力阻止刀具進行切削,這個力叫做切削力。根據(jù)圖2切削力隨軸向切削深度的變化規(guī)律,在加工中如果要減少切削力,我們可以在不減小切削面積的條件下,減小吃刀深度,增大走刀量,為了消除振動。工件材料強度高時切削力就大;前角越大,切削力越小;切削速度對切削力的影響是帶波浪性的。
2.3 切削溫度的變化規(guī)律
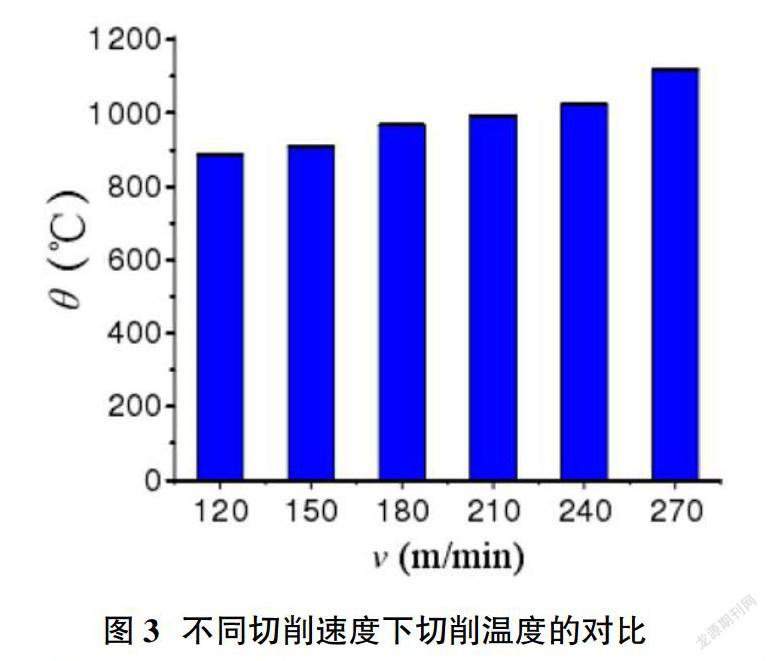
切削溫度是我們在車削時能夠直接感覺到的。在車削鋼類工件時,我們比較一下各種切屑的顏色,最常見的顏色有銀白色、淡黃色、紫色、紫黑色。銀白色切屑,溫度一定不高;紫黑色切屑,溫度一定很高。圖3為不同切削速度下切削溫度的對比,根據(jù)切屑溫度的這一規(guī)律性,必須控制切削速度。
2.4 刀具磨損的變化規(guī)律
一把車刀使用一段時間以后,刀具的切削刃變鈍了,甚至無法使用;經(jīng)過重新刃磨后,使切削刃恢復鋒利。車刀從開始使用到磨鈍后的有效實際工作時間叫做車刀耐用度,用T表示。車刀從工具庫領出后到完全不能再刃磨,只好報廢的這個使用期限叫刀具壽命,用W表示。車刀正常磨損的原因有:①機械擦傷磨損;②粘結磨損;③金相組織變化磨損;④元素擴散磨損。一般車刀的磨損主要是由高溫而引起的。切削速度增大時,車刀耐用度T急劇降低。車削外圓時切削速度增加15%,車刀耐用度T就會下降兩倍多。硬質合金車刀切削速度也不能選擇過低,過低粘結磨損就會加劇,車刀耐用度反而下降。
3 ?表面粗糙度不高的原因
3.1 殘留面積
切削過程由于車刀的主偏角和副偏角,必然會殘留一小塊未切除面積,在已加工表面上構成與切削速度平行的條紋,如果走刀量偏大,就像細牙螺紋表面一樣。殘留在已加工表面上未被切除面積稱殘留面積。要提高表面粗糙度一般選用較小的走刀量或較大的刀尖圓弧半徑,但是還應當考慮生產(chǎn)率和振動以及剛性。
3.2 積屑瘤
在切削速度不高而又能形成連續(xù)車削,加工一般鋼材或其他塑性材料,常在前刀面切削處粘著一塊剖面呈三角狀的硬塊,稱為積屑瘤。積屑瘤是不穩(wěn)定的產(chǎn)生和消失,造成工件表面粗糙度嚴重破壞。提高表面粗糙度要避免積屑瘤產(chǎn)生。
3.3 鱗刺
在低速車削后,已加工表面上出現(xiàn)魚鱗片狀的毛刺,通稱鱗刺。鱗刺是由于車刀前面和后面上摩擦所造成的。要提高表面粗糙度就要減少鱗刺的產(chǎn)生。加大車刀前角、后角和調質處理工件,可以減少鱗刺的產(chǎn)生。
3.4 振動
在車削過程中如果有振動現(xiàn)象,表面粗糙度就顯著下降。在加工表面發(fā)現(xiàn)“水波”不平度,就是振動的痕跡,振動是由于Py力太大而引起的。要提高表面粗糙度就要使振幅下降,要使振幅下降,可以增大前角、主偏角和減小切削深度、減小刀尖圓弧半徑。
3.5 車刀刃磨質量不高
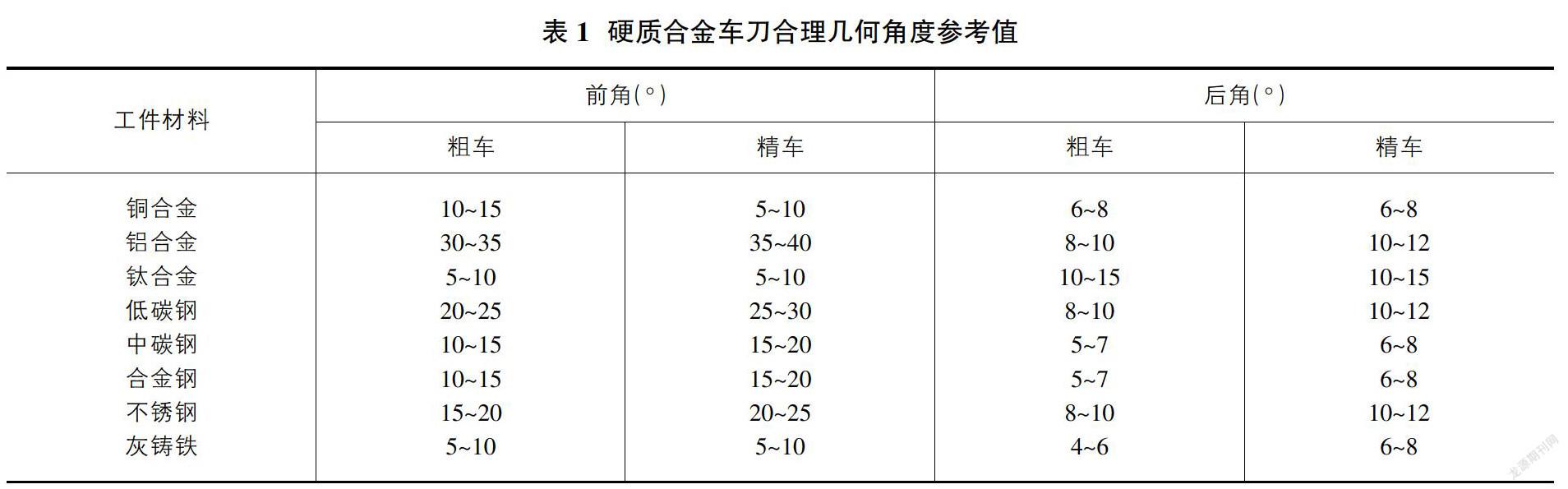
車刀幾何角度選擇不正確;刃磨車刀的技術不過關,導致車刀幾何角度不正確;車刀斷屑槽結構形狀、車刀刀口形式類型選擇不當;刀尖的修磨形式、研磨方法不正確等都會導致工件表面粗糙度不高。(表1)
4 ?結論
為了提高普通車削加工表面粗糙度,我們要進行調查研究,仔細觀察和分析已車削加工表面,找出影響普通車削加工表面粗糙度的主要因素,并要經(jīng)過反復的車削實踐,就可以不斷地提高普通車削表面粗糙度。提高普通車削加工表面粗糙度的方法:首先要減小已加工表面的殘留不平度;消除刀瘤和鱗刺;增加車削系統(tǒng)的剛性;提高刃磨技術,合理選擇車刀幾何角度;合理使用切削液,降低切削溫度;采用先進切削法。
參考文獻:
[1]彭效潤.數(shù)控車工(技師 高級技師)[M].北京:中國勞動社會保障出版社,2008.
[2]雷午生.車工(技師 高級技師)[M].北京:中國勞動社會保障出版社,2003.
[3]王昊.淺析機械加工表面質量的影響因素[J].黑龍江科技信息,2010(22).
[4]松岡甫篁,黃寧秋.車削加工的發(fā)展動向[J].工具技術,2006(11).
[5]孫大椿.電熔爆精加工研究[J].電加工與模具,2006(02).
[6]萬余仙.螺紋車削的質量控制[J].重慶科技學院學報(自然科學版),2008(06).