基于改進型PID的干熄焦CO自適應控制系統
2020-09-11 02:47:12李光舜
冶金動力 2020年8期
關鍵詞:系統
李光舜,麥 林,黃 斌
(1.柳州鋼鐵股份有限公司焦化廠;2.柳州職業技術學院機電工程學院,廣西柳州 545002)
引言
在紅焦干熄的進程中,因為裝置的嚴密性不足,在負壓段或多或少都會漏入部分空氣。由于空氣中的02和H20 會與紅焦產生化學反應生成C02,而C02又會與紅焦反應還原成C0,隨著時間不斷積累,干熄爐內的C0 濃度逐步升高。而在提升機準備裝入紅焦,干熄爐蓋打開的時候,由于系統處于負壓狀態,所以會導致部分空氣被吸入,并與CO 一起燃燒,CO 濃度因此而降低。而當紅焦裝完,干熄爐蓋關閉后,由于爐內紅焦的殘余揮發分仍不斷熱解析出,造成爐內CO 濃度又迅速升高。若CO 濃度超出標準范圍,會形成易燃易爆氣體,使爐體有發生爆炸的危險,且在裝焦的過程中,爐內會有大量氣體噴出,CO 濃度過高會使人員中毒。而CO 濃度若是偏低,就會增加焦炭的燒損,使焦炭的產量降低,增加了CO2的排放。因此,控制CO 濃度具有很重要的意義。然而,影響CO濃度的因素很多,干熄焦CO濃度控制過程往往具有非線性和時變性等特點,所以常規的PID 控制器就很難適應這樣的系統,不能獲得所期望的控制效果。
為了解決上述問題,以PLC 為基礎創建了改進型PID 的干熄焦CO 自適應控制系統。本系統可以動態地修正PID 的控制參數,消除干擾和克服非線性和時變性等缺陷,以達到降低干熄爐內循環氣體中CO 濃度的控制誤差及提高系統響應速度,并且避免出現CO濃度大幅振蕩的現象。
1 系統硬件構成
1.1 工控機
工控機通過工業以太網獲得PLC 采集的CO 濃度實際反饋值、空氣導入閥門實際開度反饋值等多種控制參數信號,采用改進型PID 算法數學模型計算出空氣導入閥開度設定值,再通過工業以太網返還給PLC實現設備的自動控制。
1.2 空氣導入閥及傳感器
將空氣導入閥的實際開度反饋值和CO 濃度傳感器等多種信號傳感器,直接連接到PLC 的模擬量輸入信號端子上,而將空氣導入閥的開度設定值直接連接到PLC 模擬量輸出信號端子上,由PLC 進行數據采集和驅動。
1.3 PLC
控制系統以PLC S7-400 為控制核心,通過PROFIbus-DP 網絡將CO 濃度實際值、循環風量實際值、空氣導入量實際值、放散閥開度實際值、預存室壓力實際值等有效信號進行數據采集,再通過工業以太網發送給工控機進行改進型PID 的運算,從而獲得空氣導入調節閥的給定值,再通過工業以太網發還給PLC,PLC 再通過PROFIbus-DP 網絡將給定值發送給空氣導入調節閥的執行器,從而達到CO濃度智能化自動控制的目的。控制系統框圖,如圖1所示。
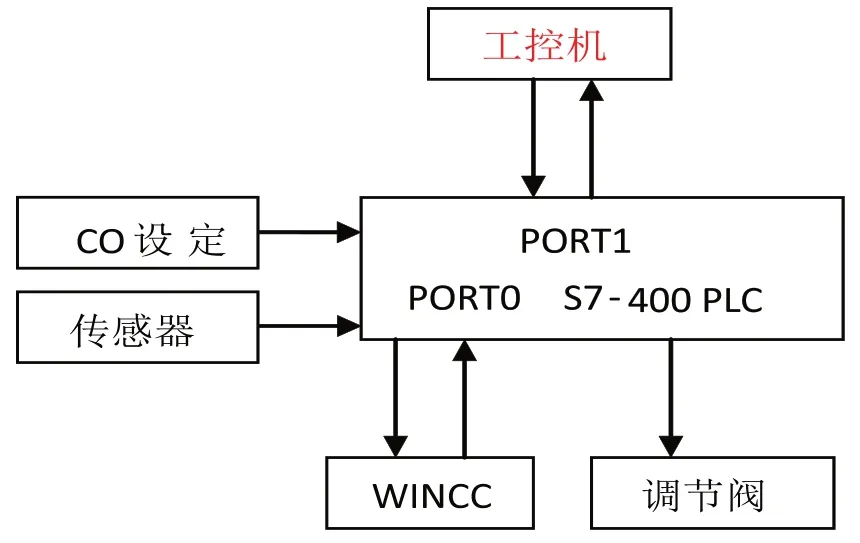
圖1 控制系統框圖
1.4 人機界面(WINCC)
人機界面采用24#顯示屏(配西門子WINCC 軟件),WINCC 通過TCP∕IP 與PLC 通訊,在WINCC 內可以對空氣導入閥進行控制模式的選擇。在自動模式下,可以進行CO 濃度給定值設定,從而通過WINCC 對PLC 的數據采集能實時監控或調整CO 濃度的運行狀況,對報警記錄實時監視和歸檔,以供操作人員控制機組和運動狀況、故障報警進行分析。
2 改進型PID算法數學模型
本系統通過調整空氣導入閥門開度的大小,而調整進入預存室的空氣流量大小與CO 發生燃燒,從而控制CO 濃度實際值。采用CO 濃度閉環控制策略,能夠改變過去人工調節的方式,降低人員勞動強度。
本系統引入變結構PID 算法,能夠有效提高CO濃度的動態特性及靜態誤差,克服產生振蕩的缺陷。其控制思想是:設置一個CO 濃度偏差閥值δ,當|e(k)|≤|δ|時,PID 控制算法起作用,提高系統的靜態誤差;當|e(k)|≥|δ|時,開度控制法起作用,提高系統的動態特性。公式為:

當偏差較大時,即當|e(k)|≥|δ|時,

當偏差較小時,當|e(k)|≤|δ|時,

式中:Kp——比例系數;
e(k)——CO濃度偏差值;
T_sp_int——CO濃度設定值;
ρ(i)——閥門開度最小變化量;
T_pv_in——CO濃度實際值;
KD——微分系數;
Km——線性比例系數;
u(k)——控制器輸出;
KI——積分系數;
δ——CO濃度偏差閥值。
3 應用結果
本文以某鋼廠干熄焦為例,采用上述控制策略,對干熄焦CO 濃度進行自適應自動控制。該方法自運行以來,系統可靠平穩運行,獲得了所期望的運行效果。圖2 給出了傳統PID 控制時CO 濃度的控制曲線,圖3 給出了基于改進型PID 的干熄焦CO濃度的控制曲線。
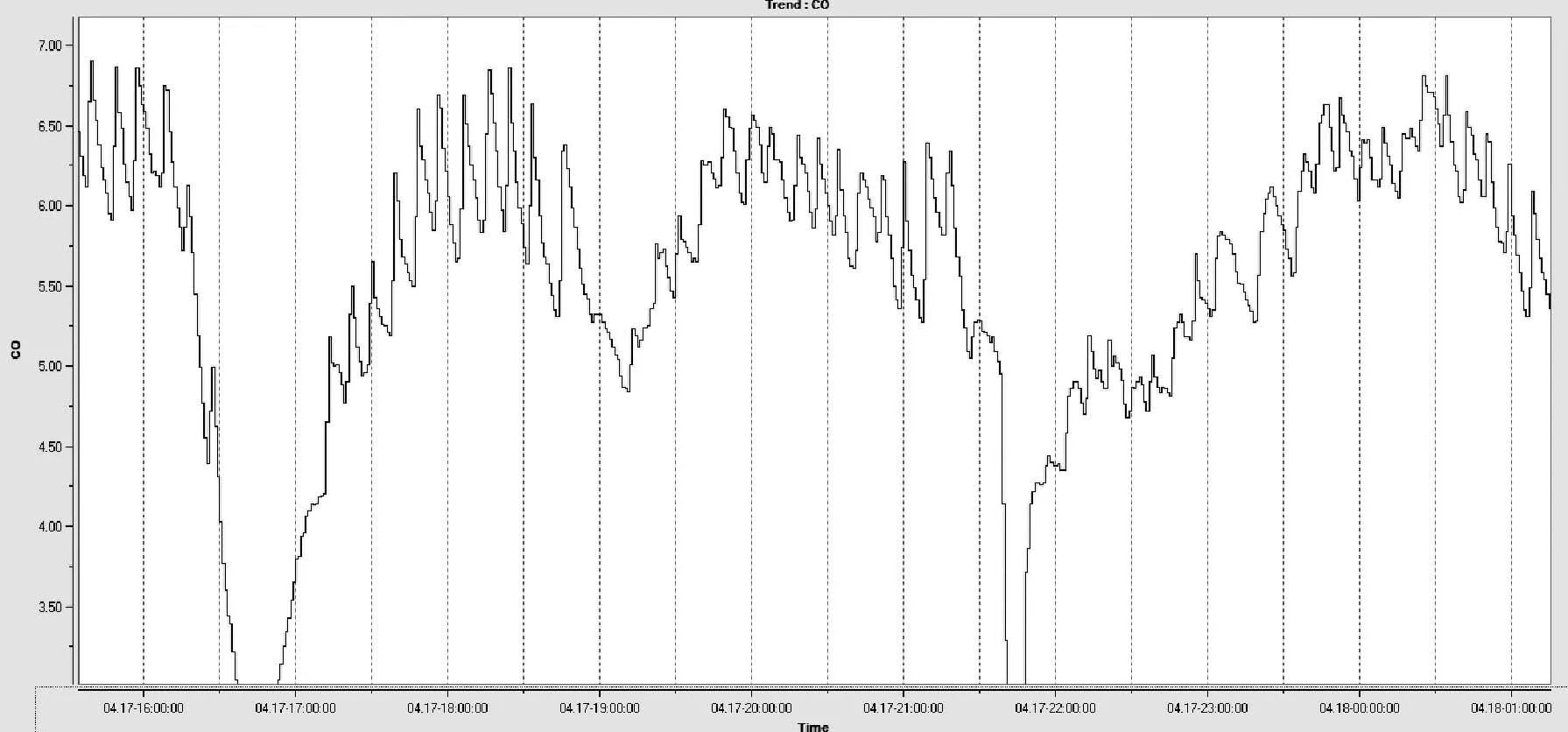
圖2 傳統PID控制器的CO濃度曲線
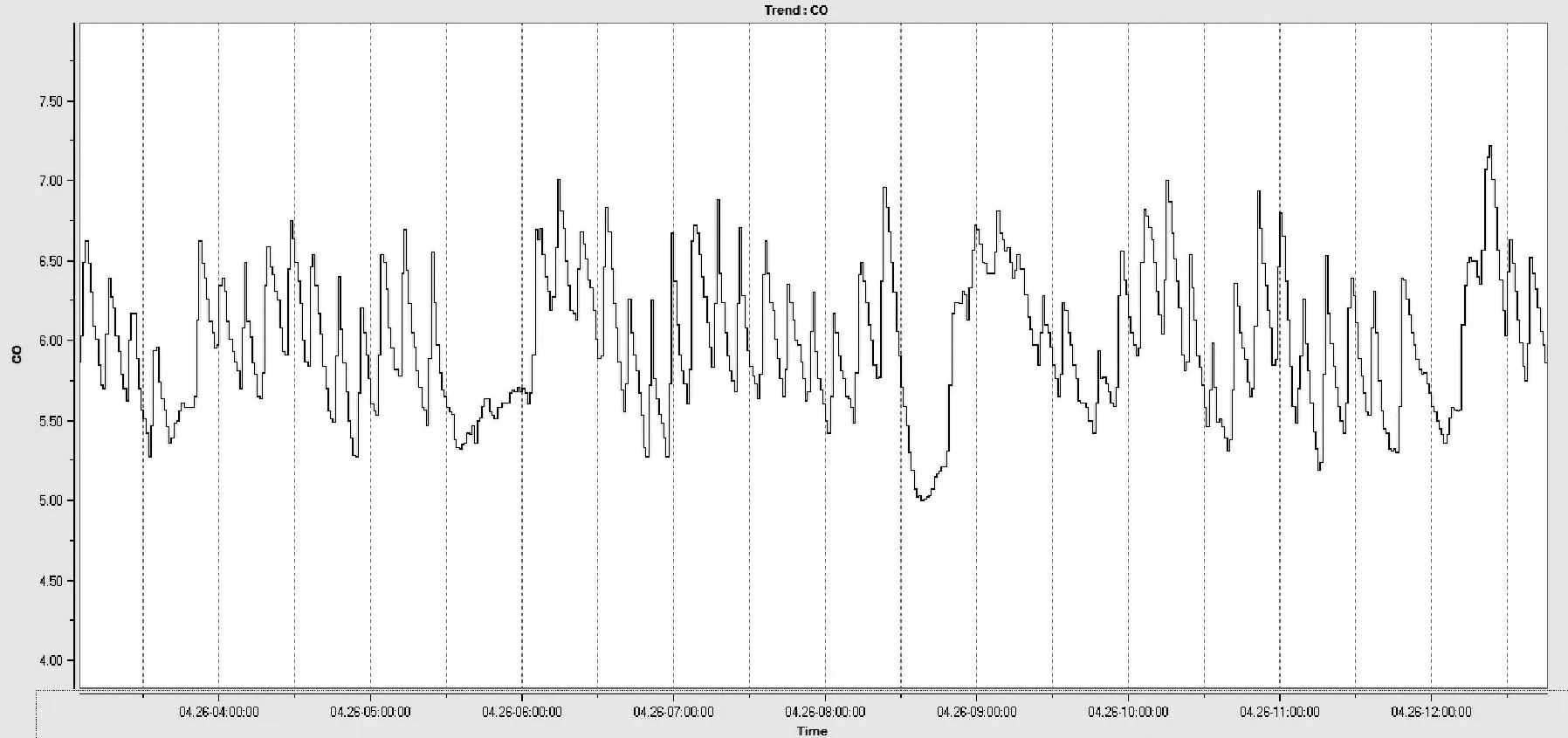
圖3 基于改進型PID的CO濃度的控制曲線
通過兩個曲線圖的對比可以看出,采用傳統PID 控制方式時的CO 濃度在1.5%~7.8%波動,既超出了CO 濃度的控制范圍,又增加了焦炭的燒損;而采用了基于改進型PID 的干熄焦CO 濃度在5.0%~7.0%波動,達到了更好的動態性能和控制精度,使CO濃度控制在理想范圍。
4 結論
本文在分析干熄焦CO 濃度控制工藝的基礎上,對干熄焦CO 濃度的控制系統進行了適當的改進,構成了基于改進型PID 的干熄焦CO 濃度自適應控制系統。該系統有效解決了非線性和時變性等缺陷,使干熄焦CO 濃度穩定保持在設定區域內波動,既不會超標形成生產安全隱患,又能夠有效降低焦炭的燒損,從而使焦炭的產量大幅提高,并且能夠降低碳排放,保護環境。本系統具有良好的控制性能,獲得了所期望的運行效果。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
