輪廓精加工的刀路分析及對比
2020-09-14 06:04:46徐軍平
林業機械與木工設備
2020年9期
關鍵詞:優化
徐軍平
(江蘇省常州劉國鈞高等職業技術學校,江蘇 常州 213000)
對外圓精加工走刀方式進行深入研究,全面解析數控車加工中外圓徑向精加工的每個要點,以提高產品加工精度和質量穩定性[1-3]。
1 外圓切削刀路和刀路優化
切削過程是刀具與工件相互運動、相互作用的過程,該過程包括幾何運動和內部物理化學運動兩個方面,以內部物理化學運動為主[4-5]。
1.1 傳統外圓車削方式
外圓車削一般由粗車和精車組成,在精加工前首先要進行粗加工切除大部分加工余量。外圓粗車加工刀路如圖1所示。
使用外圓車刀進行粗加工,其主要作用是切除大部分加工余量,所以粗車給定的參數都是大切削量、較快的切削速度。由于需要進行精加工,所以需要留有徑向和軸向加工余量,一般徑向留0.5 mm的余量、軸向留0.1 mm的余量。
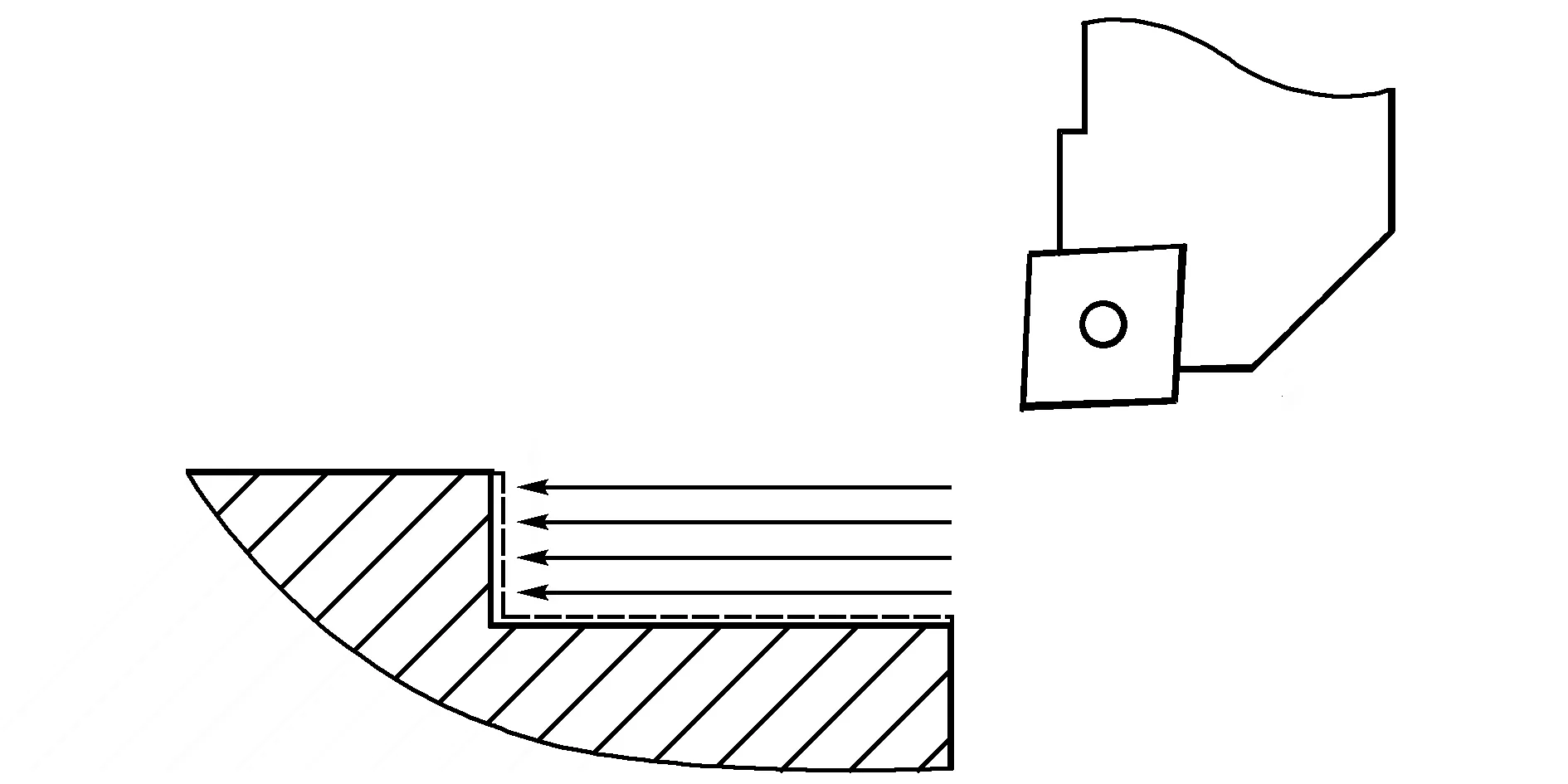
圖1 外圓粗加工刀路
然后對外圓表面進行精加工,切除剩余加工余量,保證尺寸精度和表面質量。外圓精加工刀路如圖2所示。
精加工的主要作用是保證尺寸精度和表面質量,該加工需要采用特定的切削參數來達到零件的精度要求。

圖2 外圓精加工刀路
1.2 優化后的外圓車削方式
精加工時,外圓車刀首先軸向切削外圓表面,接著斜方向退刀、徑向退刀、軸向進刀,然后徑向加工,最后斜方向退刀、徑向退刀,切削完畢。優化后外圓精加工刀路如圖3所示,從圖3的退刀軌跡可以看出,該過程與傳統外圓精加工的區別在于外圓的軸向面和徑向面由一開始的連續加工,變成了兩個斷開加工。……
登錄APP查看全文
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
