基于機器視覺的金剛線表面質量檢測
2020-09-23 07:04:08劉明宇佃松宜
四川大學學報(自然科學版) 2020年5期
關鍵詞:檢測
劉明宇,佃松宜
(四川大學電氣工程學院,成都 610065)
1 引 言
近年來,伴隨著光伏行業、新材料、新能源等高新技術行業的崛起,金剛線在電子信息、航空航天、寶石加工、新能源等行業得到了廣泛使用.金剛線用于太陽能硅片、LED、半導體、寶石、光學玻璃等貴重材料以及精密器件的切割,具有切割效率高,精度高等顯著優點.現階段金剛線已完全用于單晶硅切割并正在向多晶硅切割發展,相較于傳統的切割砂線,金剛線更加環保、耐磨且使用壽命長,具有更好的應用前景[1].切割晶體硅時,金剛線質量的好壞直接影響所切割出的硅片的質量和效率[2-3].決定金剛線質量最重要的參數是固結在其表面的不同規格大小的砂石顆粒的數量以及其在線體表面所凸起的高度[1].晶體硅原材料的切割成本占據了硅電池成本中的重要部分,為了降低硅電池生產成本,金剛線的線徑細化生產十分重要,同時伴隨而來金剛線檢測難度增加的問題[4].
現有國內外金剛線質量檢測方法可大致分為人工離線檢測與基于機器視覺的在線檢測方法[5].傳統的金剛線檢測方法借助人工檢測的手段,在顯微鏡下拍攝金剛線圖像并經過人工檢測分析獲取金剛線的相關質量參數,因此不能進行定量檢驗分析.王飛楊等人所提出的基于機器視覺的金剛線在線檢測技術[5]能將檢測結果及時的反饋到生產線上以調整生產的工藝參數.然而該技術的弊端在于檢測功能單一,只能對檢測指標中的“出刃率”進行計算,不能對影響到金剛線質量的另外一項重要檢測指標“出刃高度”進行計算,由此出現了金剛線表面質量檢測功能單一的問題.另外,在線檢測過程中生產流水線上的金剛線一直處于高速運動狀態,獲取其清晰圖像存在一定難度,檢測精度會因為圖像質量較差的情況而大幅下降.對于金剛線的離線檢測,張文曄所提出的基于機器視覺的金剛砂線顆粒檢測方法[6]針對粘連顆粒的分割問題進行研究用于計算“出刃率”,并不能計算“出刃高度”,故仍存在檢測功能單一的問題.目前國內對金剛線質量檢測方法理論的研究和設備開發的報道非常少.而針對基于機器視覺的金剛線表面質量檢測的研究,據我們所知,目前在國內仍處于空白階段,針對上述問題,本文提出了一系列檢測方法用于計算描述金剛線質量情況的“出刃率”、“出刃高度”兩大性能指標,并開發了完整的檢測設備加以實現.
基于機器視覺的金剛線離線表面質量檢測,不但解決了基于機器視覺在線檢測方法的功能單一、檢測精度受圖像質量影響而不穩定的問題,而且還解決了人工離線質量檢測的效率低下、成本高、無法定量描述檢測結果的問題.經過多次的測試實驗,本文所提出的檢測光源與照明方式,有利于提高所獲取圖像的質量.針對于單幀圖像所計算的出刃高度不具備一般性的問題,設計了可令待檢測金剛線圍繞其中心做同軸轉動的機械結構,通過多次旋轉線體與圖像拍攝的方式不僅可獲取更為精準的出刃高度數據,并且在一定程度上不加以驗證的還原了平鋪式的金剛線的三維顯微形貌.最后,針對金剛線的各類性能指標要求,設計了用于評判金剛線質量情況的“出刃率”、“出刃高度”兩大檢測算法,完成了對金剛線的質量檢測與三維表面重建.
2 系統結構組成
金剛線表面質量檢測系統主要由圖像采集系統、運動控制系統、基于機器視覺的圖像分析處理系統等三大部分組成,其整體結構框圖如圖1所示.
2.1 圖像采集系統
圖像采集系統由光源、相機、遠心鏡頭組成.由于相機的曝光時間很短,需要使用高強度的光源才能產生足夠的光通量,因此選擇LED點光源作為光源,LED光源具有亮度恒定、功率大、色度均勻,使用壽命長的特點[7-8].考慮到視場范圍需大于1 mm的問題,故選用500萬像素的工業相機,其像元尺寸為2.2 μm.金剛線線徑范圍在70 ~150 μm,且砂石顆粒大小范圍為3~9 μm,為保證清晰成像,遠心鏡頭放大倍率選擇為6倍時可保證0.37 μm的成像精度.
2.2 運動控制系統
運動控制系統用于實現金剛線的同軸旋轉以及圖像采集裝置的徑向移動.
2.3 基于機器視覺的圖像分析處理系統
基于機器視覺的圖像分析處理系統用于實現出刃率、出刃高度等檢測功能的實現.圖2為金剛線質量檢測系統整體設計圖.
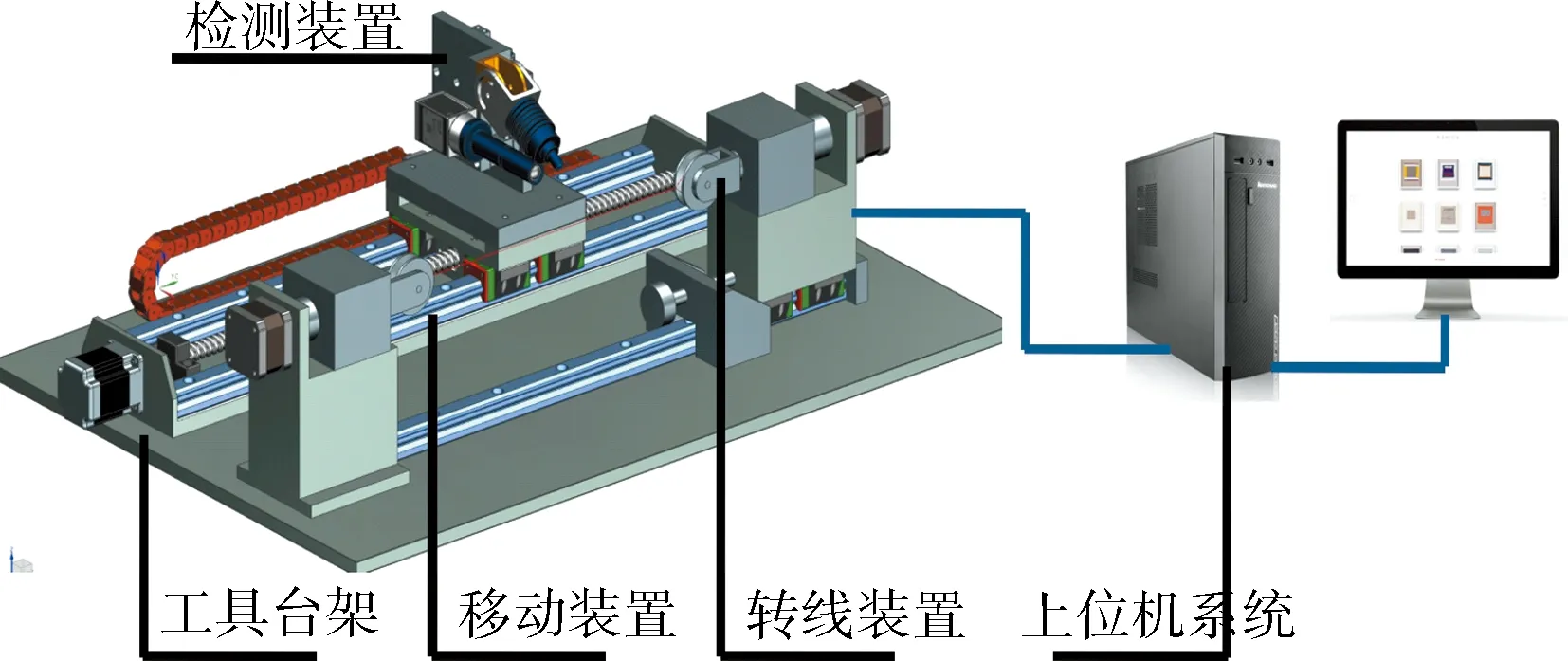
圖2 系統整體設計圖Fig. 2 Integrated system design
3 檢測原理與算法
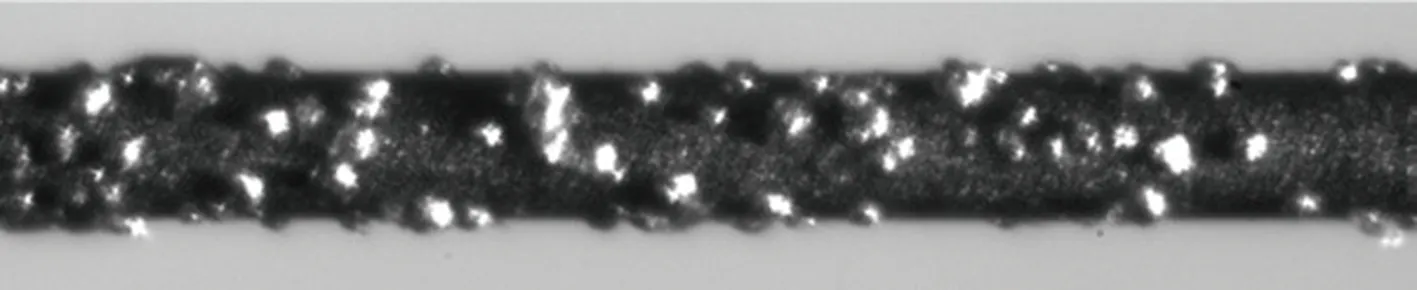
金剛線表面質量檢測主要依據機器視覺原理,利用灰度像機和遠心鏡頭獲取放大后的金剛線顯微圖像,針對“出刃率N”、“出刃高度H”兩項行業內用于描述金剛線質量情況的檢測指標進行計算.(本文實驗中金剛線線徑80 μm左右,在其上所附著的砂石顆粒大小形狀不一,范圍3~8 μm).圖3為經過遠心鏡頭放大后的金剛線顯微圖像.
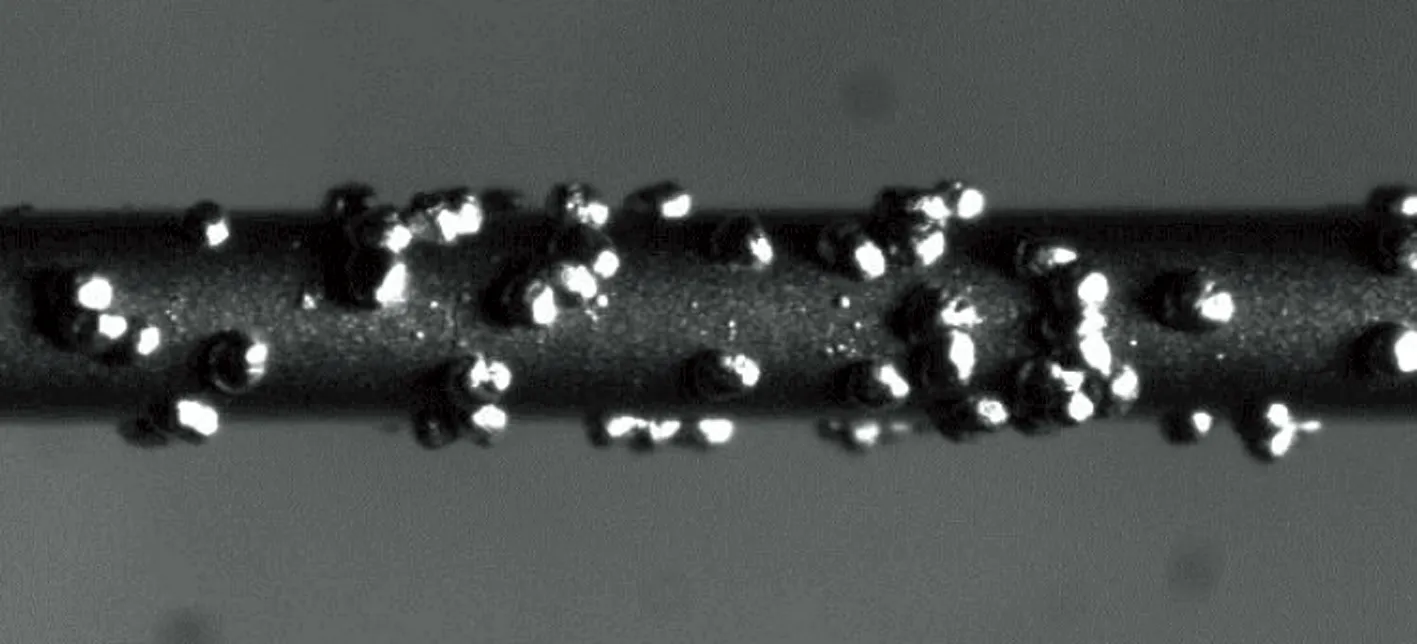
圖3 金剛線Fig.3 Diamond wire
行業內用于描述金剛線表面質量情況的檢測指標如下[9].
(1) 出刃率N. 表示金剛砂線每毫米長度內線體圓周上的所有出刃顆粒數量總和,如圖4所示.
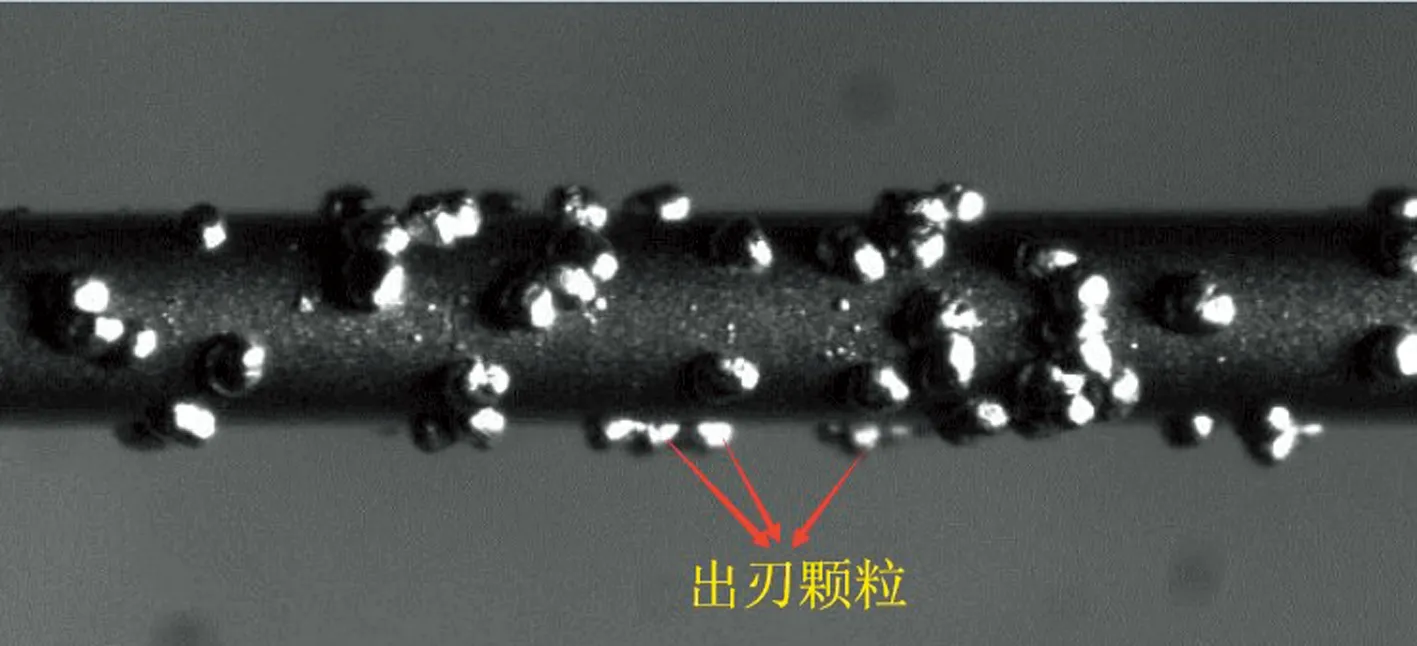
圖4 出刃率Fig.4 The output rate of the blade
(2) 出刃高度H. 表示線據出刃磨粒最高點至線體表面的距離,如圖5所示.
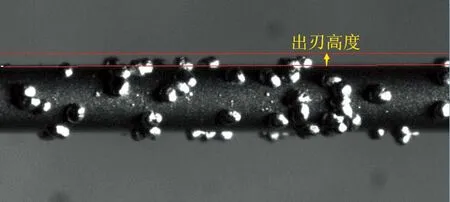
圖5 出刃高度Fig.5 The blade height
3.1 金剛線“出刃率”檢測
3.1.1 檢測流程 金剛線的“出刃率”檢測主要依據機器視覺原理,利用高清攝像機配合雙遠心6倍放大鏡頭獲取金剛線圖像,針對“出刃率N”進行計算.本文提出的金剛線顆粒檢測算法流程如圖6所示.
(1) 獲取圖像. 采用前向照明技術并調節光源入射角度保證獲取到較為理想的待處理金剛線顯微圖像.
(2) 圖像預處理. 采用高斯濾波算法,用于在去除圖像噪聲的同時保留輪廓信息.
(3) 形態學運算與二值化處理.便于獲取目標輪廓.
(4) 拓撲結構分析. 用于計算待檢測金剛線的“出刃率N”.
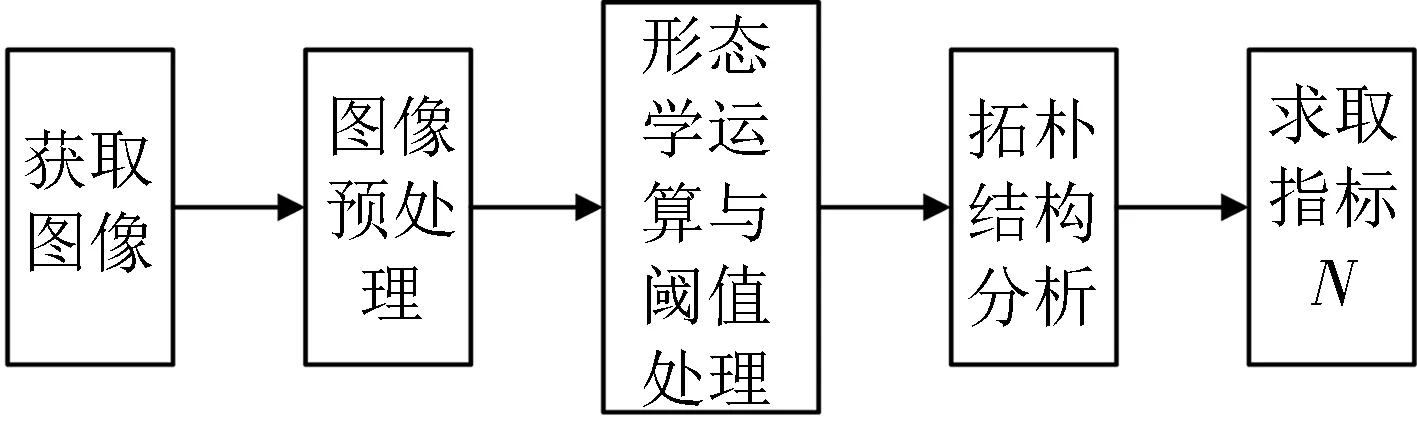
圖6 顆粒檢測流程Fig.6 Particle detection process
3.1.2 光學成像與圖像獲取 針對從金剛線圖像中分離出顆粒目標從而對其進行相關分析的問題,基于將輪廓檢測結果轉化為分層區域樹的方法[10]雖能通過調節閾值的方式來獲取不同細節度的分割結果,但是由于不同閾值下的分割結果不同,且分割精度無法滿足檢測要求,因此我們借助于前向照明技術來獲取更容易進行顆粒分割的原始圖像信息.
通過采用前向照明并調節光源相對于待檢測金剛線入射角度的方式,使得圖像中背景區域、金剛線體及線體表面顆粒呈現較高的對比度與灰度值差異,從而砂石顆粒在圖像中的輪廓更為明亮,而鋼絲面在圖像中較為灰暗.對于二者灰度值的差異,通過全局二值化的的操作,將圖像中金剛石顆粒的灰度值置為255(最高灰度值,亮白色);將鋼絲表面的灰度值置為0(最低灰度值,暗黑色),由此便于后續對于顆粒的輪廓分析.檢測光路如圖7所示.
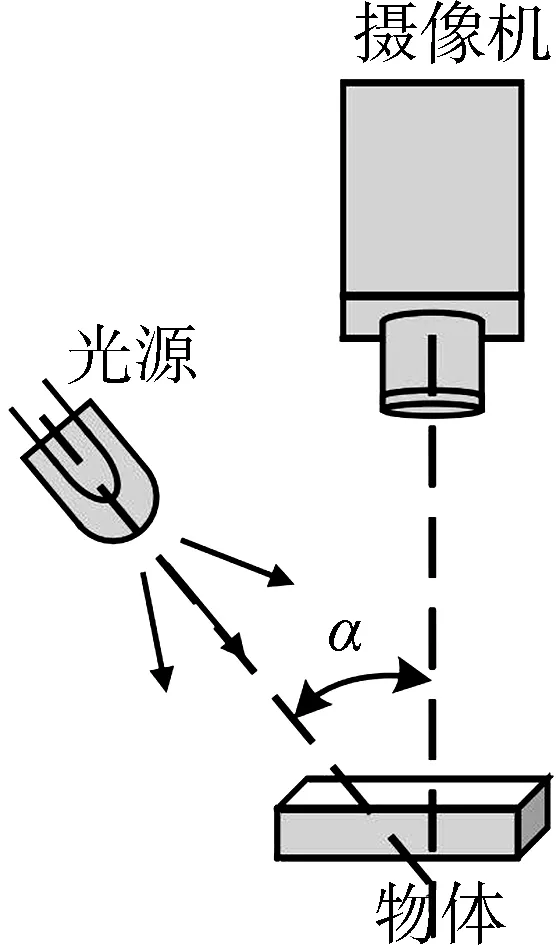
圖7 照明方式Fig.7 Lighting mode
3.1.3 顆粒檢測算法
1) 圖像預處理.
圖像預處理的主要目的是濾除圖像中的無關信息并恢復有用的真實信息.由于均值濾波和中值濾波對于高頻輪廓的辨別能力較差,故本文中采用高斯濾波的方法在去除圖像噪聲的同時保留圖像的輪廓.其中二維高斯濾波核中(x,y)的系數取值如下.
(1)
通過高斯濾波器的濾波結果為
(2)
其中,σ為高斯分布參數;n為濾波核的大小;(i,j)為圖像中的像素坐標;I為濾波前像素值;I′為濾波后像素值.
2) 形態學運算與閾值處理.
對于二值圖像中可能存在顆粒孔洞、顆粒斷裂、顆粒黏連從而導致顆粒統計不準確的問題,首先進行腐蝕操作,用以除去小的雜質,并將圖像中黏連在一起的顆粒進行分割.設I為圖像區域集合,S為具有原點的結構元素;(S)x表示為S平移x;S對I的腐蝕運算定義為
SΘI={x|(S)x?I}
(3)

(4)
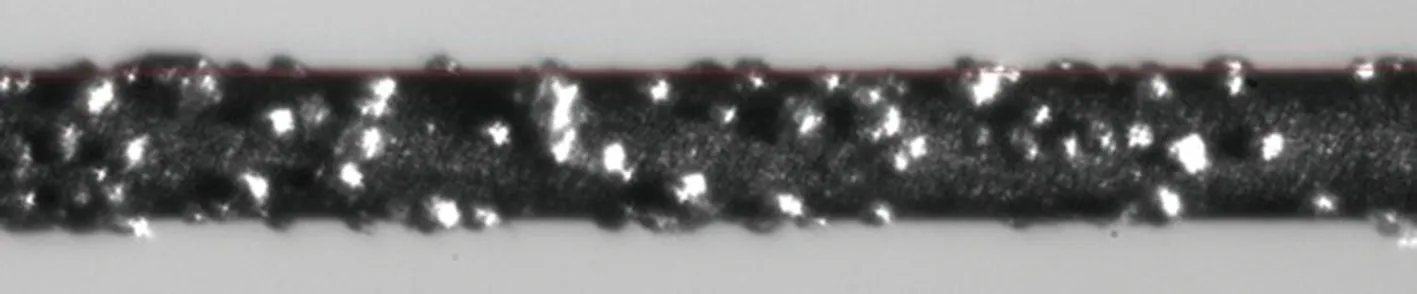
形態學運算的完成,使得后續的輪廓分析更為方便和準確.圖8(a)為所獲取的原始圖像,圖8(b)為閾值190下經過形態學處理后的圖像.

(a) 原始圖像(a) Original image

(b) 閾值為190的金剛線圖像(b) Image with a threshold of 190圖8 閾值化處理Fig.8 Threshold processing
3) 拓撲結構分析求取指標N.
在實現圖像中目標顆粒與背景的完全分離的基礎之上,采用利用邊界跟蹤分析二值圖像拓撲結構的方法[11]提取圖像中的每個顆粒所對應的獨立輪廓,處理后的獨立輪廓總個數即為金剛線“出刃率N”.
3.2 金剛線“出刃高度”檢測與表面重建
3.2.1 檢測流程 針對金剛線“出刃高度H”的檢測,在檢測系統中設計了“轉線裝置”,可獲取同一檢測點位下不同角度的金剛線圖像,依據機器視覺原理,用以計算更為準確的“出刃高度H”并實現金剛線的三維平鋪式重建.本文提出的金剛線“出刃高度H”以及三維表面重建的檢測算法流程如圖9所示.
(1) 獲取圖像.針對待檢測點位,利用“轉線裝置”均勻轉動金剛線,獲取該點位下不同角度的72幅圖像.
(2) 邊沿直線擬合.用改進的最小二乘法進行金剛線圖像中的邊沿線擬合.
(3) 求取指標H. 針對每幅圖像實時更新H.
(4) 輪廓提取與三維點云生成.根據擬合直線與所提取輪廓信息,借助本文所提出的坐標變換方法,生成三維點云.
(5) 三維表面重建.將三維點云進行渲染獲取金剛線的三維平鋪圖.
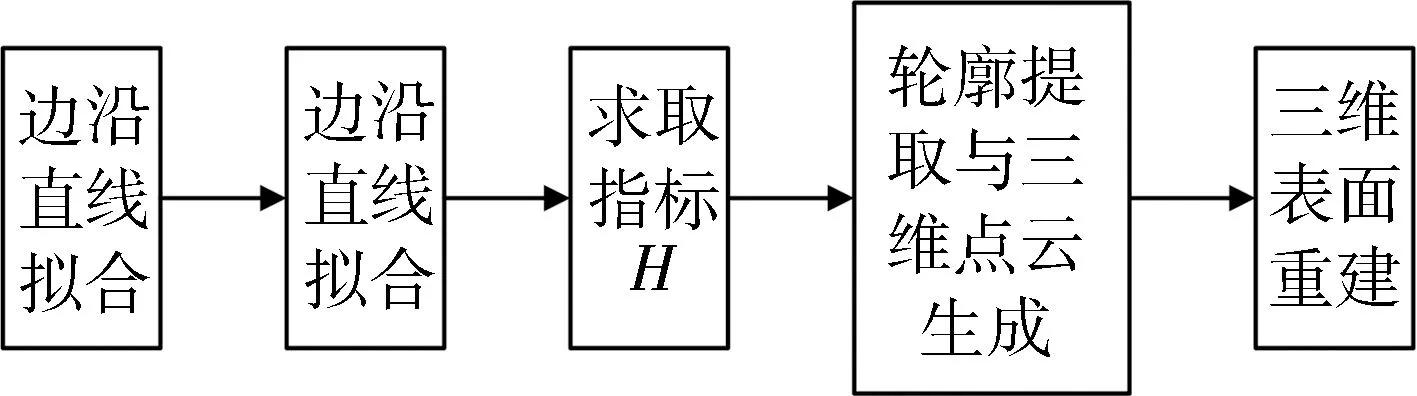
圖9 線體檢測流程Fig.9 Line detection process
3.2.2 轉線機構設計 關于“出刃高度H”的計算,由于單幅圖像無法反映顆粒的高度信息,于是我們將計算顆粒的高度信息轉化為計算“圖像中處于線體邊緣附近的顆粒頂端距離線體邊緣的距離”.然而金剛線表面附著有若干顆粒,上述方法只能計算出當前圖像拍攝視角下部分顆粒頂端距離線體的距離,如果只針對單幅圖像進行顆粒的出刃高度統計,可能會忽略其他顆粒從而導致出刃高度計算值偏小.
為了使出刃高度的計算更具一般性,在檢測系統中加入轉線機構,如圖10所示.該機構可令待檢測金剛線圍繞其中心做同軸轉動.于是可拍攝獲取到360°的金剛線圖像.考慮到時間成本問題,本檢測系統設置轉動機構每隔5°轉動一次,針對同一檢測點位共掃描到72幅不同角度下所拍攝的金剛線顯微圖像,用于進行金剛線的三維表面重建以及指標H的計算.
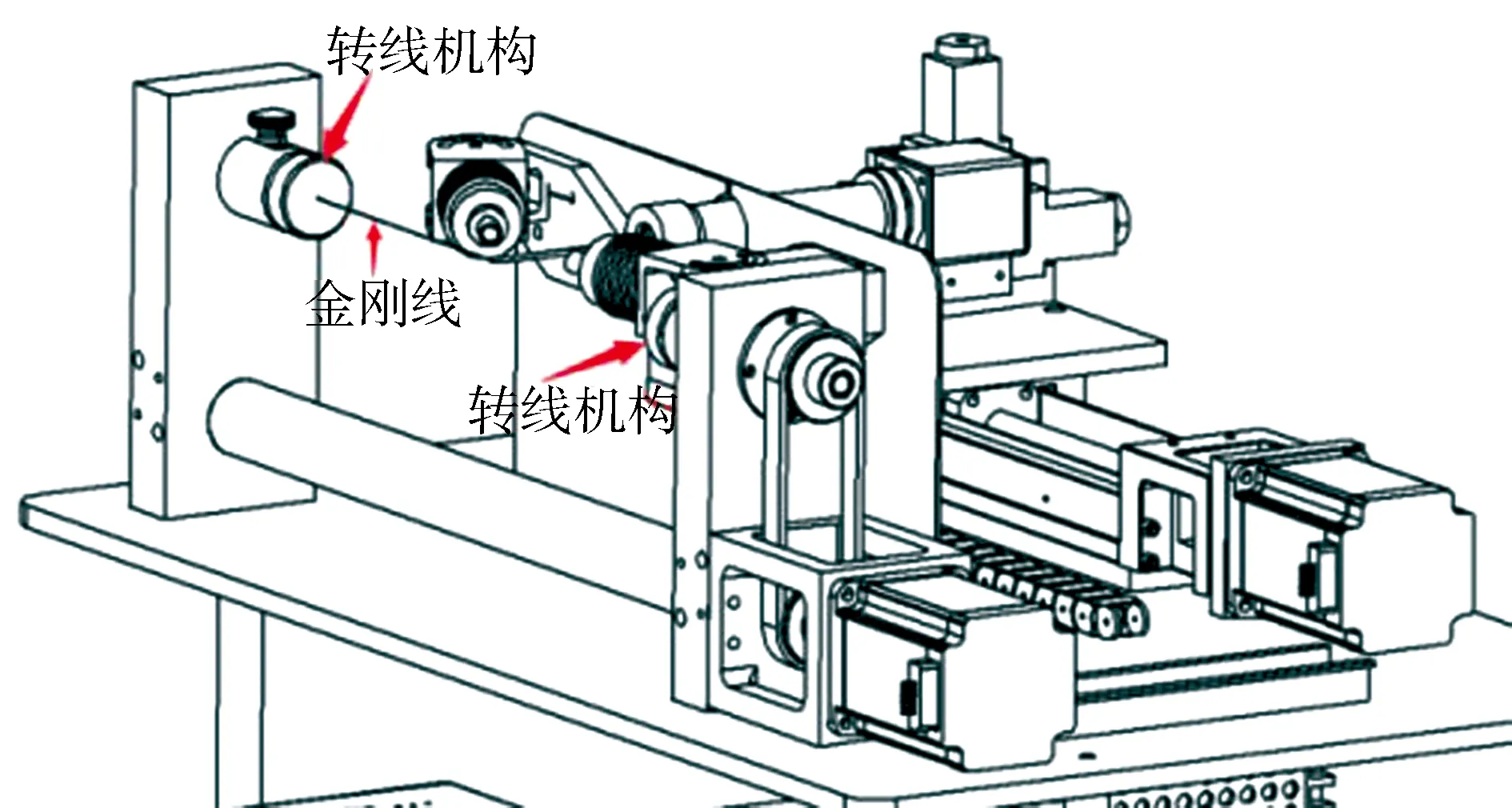
圖10 轉線機構Fig.10 Rotating components
3.2.3 邊界線擬合 由于在進行與線體分析相關的各項檢測指標的算法實現時皆涉及到線體的邊界擬合[12],因此,對于金剛線圖像的邊界線擬合是進行線體分析的關鍵一步.對于圖像中金剛線體上邊線的擬合,傳統的霍夫直線檢測算法[13]會同時檢測出若干條直線且精度不佳,而我們希望精準的識別出圖像中金剛線體上邊線所對應的唯一一條直線.因此采用迭代加權最小二乘法[14]來擬合圖像中金剛線體的上邊線.其中設待擬合直線定義為
ax+by+c=0
(5)
約束條件為
a2+b2=1
(6)
由此最小化目標函數定義為
λ(a2+b2-1)
(7)
其中,λ為拉格朗日乘子,此時對c求導得
(8)
其中,x、y的加權平均值表示為
(9)
另設
(10)
分別對式(9)中a、b求偏導并整理后得
(11)
最終求解特征向量以獲得待擬合直線.
圖11(a)為直徑為80 μm左右的某品牌金剛線的顯微圖像,圖11(b)為對其輪廓中的上邊線進行擬合的結果.圖11(c)為所尋找的擬合線在原始圖像上的表示.可發現,改進的最小二乘算法對于擬合金剛線的邊線有著很好的效果.
(a) 原始圖像(a) Original image
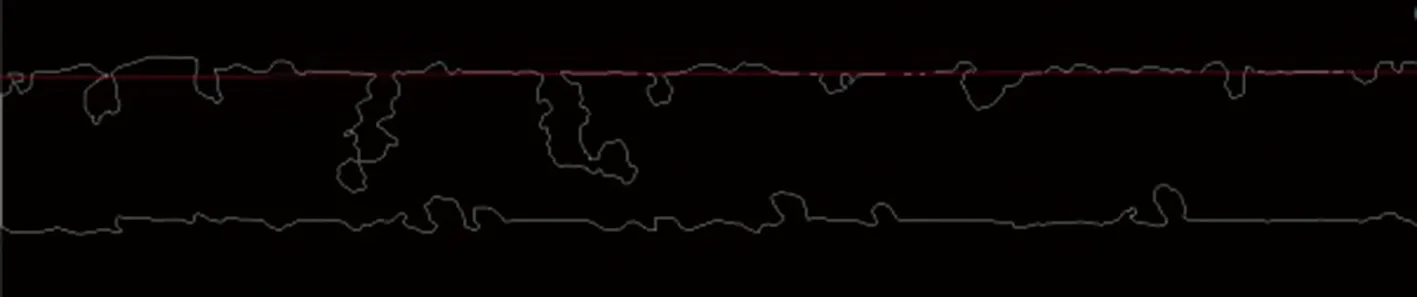
(b) 輪廓的上邊線擬合(b) Fitting of the upper edge of the contour
(c) 擬合線在原始圖像上的表示(c) The fitting line on original image圖11 金剛線邊界擬合Fig.11 Boundary fitting of diamond line
3.2.4 計算指標H當獲取到金剛線輪廓的擬合邊線后,該擬合線可用于篩選邊界輪廓.即:只保留處于擬合線以上的部分的金剛線圖像邊界輪廓信息,該部分輪廓信息真實反映了顆粒在線體表面以上的凸起情況.另外,可計算出篩選后的邊界點至擬合直線的距離,其中的最大距離即為當前圖像的“出刃高度”.加入轉線機構后,可獲取到同一檢測點位下不同角度圖像的出刃高度,其中最大值作為當前檢測點位下的“出刃高度H”,如圖12中對計算后的當前指標H用綠色線條進行表示.
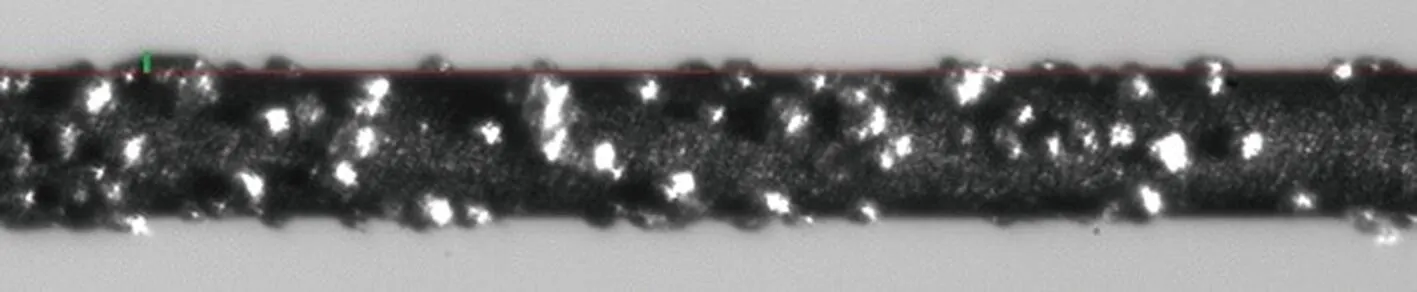
圖12 H在圖像上的表示Fig.12 The representation of H on the original image
3.2.5 生成三維點云 將72幅不同旋轉角下對于同一根金剛線的掃描圖像分別進行上述的輪廓提取與篩選工作,可獲取到72組不同的輪廓線條,其中每一個輪廓線條都反映了當前視角下位于金剛線本體上邊沿以上部分的輪廓信息.由于上述輪廓線條沿豎直方向的坐標信息可以反映顆粒的高度信息,于是我們采用了如下的坐標變換來獲取到金剛線的三維平鋪點云數據,設Pix、Piy、Piz分別表示待生成點云中第i個3維點的x、y、z坐標,Rix、Riy分別表示從圖像中所提取的第i個邊界輪廓2維點的x、y坐標,則
(12)
(1) 點云數據的x(水平)分量對應輪廓線條的x分量.
(2) 點云數據的z(高度)分量對應輪廓線條的y分量.
(3) 點云數據的y(豎直)分量從0開始依據金剛線體周長和掃描次數的比例關系依次遞增.
金剛線直徑為D,掃描次數為72,則點云數據y分量的每次增量為:πD/72.對某金剛線進行72次掃描后所獲取的三維點云散點圖如圖13所示,點云數據在x、z方向是連續的,在y方向是離散的,且掃描次數越多,點云數據y方向的連續性越好,同時三維重構的細節更為細膩.相應的也會產生更多的時間消耗.
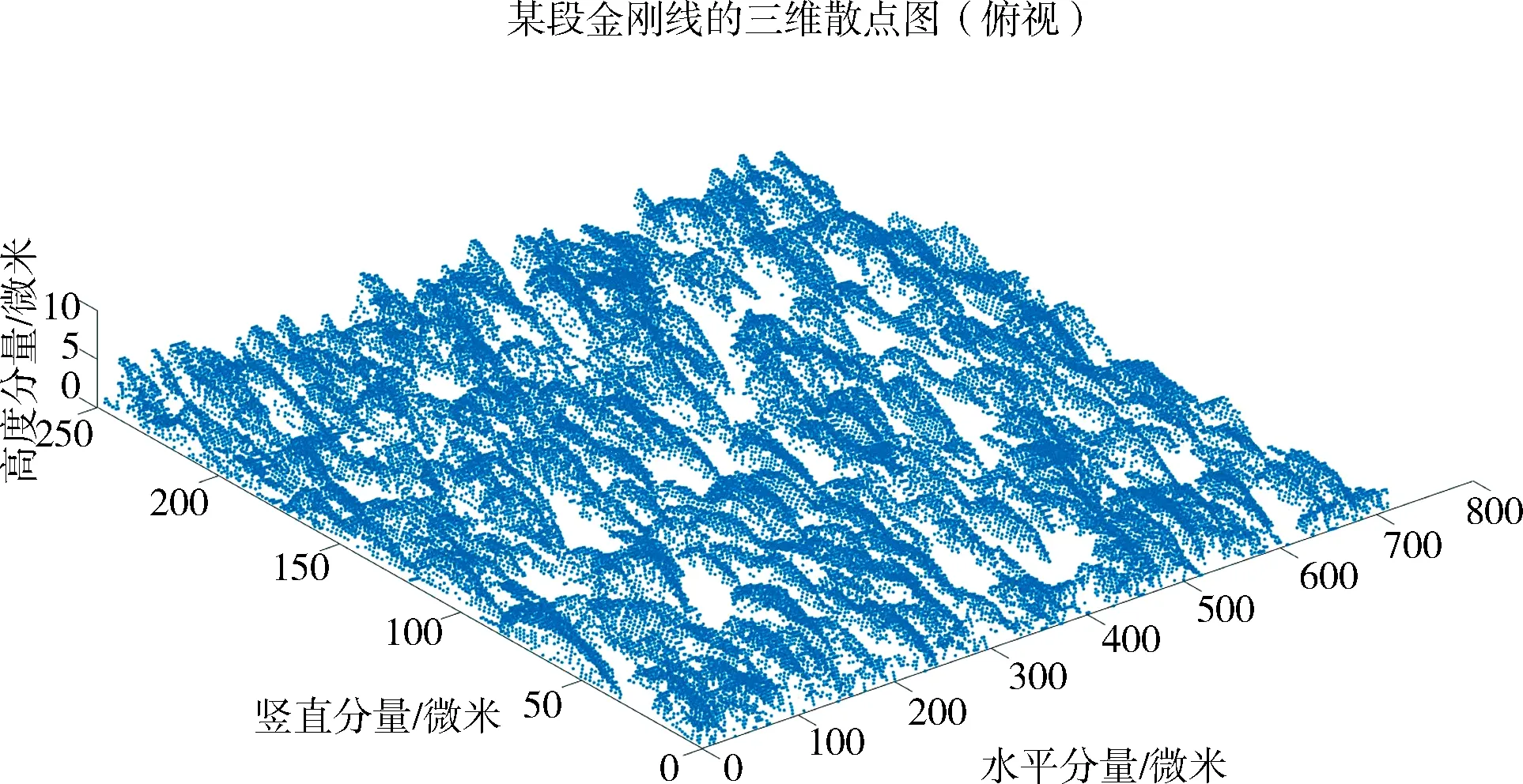
圖13 某段金剛線的三維散點圖(俯視)Fig.13 3D scatter plot of a diamond line (top view)
將上述散點圖進行渲染后效果如圖14所示.圖14即為該段金剛線的三維立體平鋪圖,由圖14可知,重建金剛線的三維平鋪圖可更為直觀的展示顆粒在線體上的分布情況,對于調整金剛線的電鍍工藝有著積極的反饋作用[5-6].
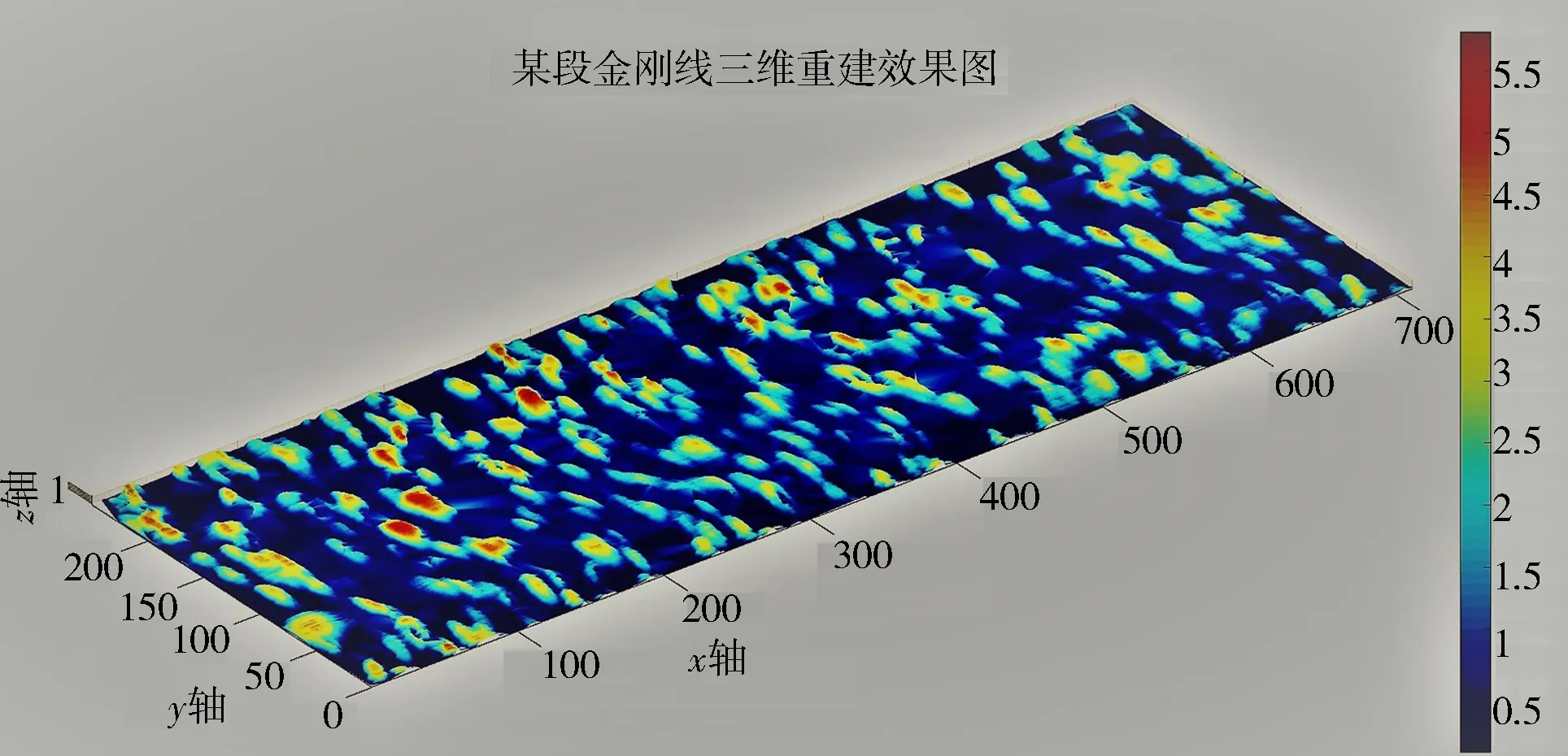
圖14 某段金剛線的最終三維重建效果圖Fig.14 The final 3D reconstruction of a certain diamond line
4 實 驗
為了驗證本論文所提出方法的可行性,我們在CPU Inter core i5-4460(3.2 GHz),內存8 GB硬件系統以及Visual Studio 2013和OpenCV3.3.1環境下,對某品牌下80 μm左右線徑的金剛線樣線進行檢測.圖15為進行檢測過程中的設備.在實驗中主要針對不同電鍍工藝下的7段金剛線共進行85次(每次檢測在標記點位后先在顯微鏡下進行人工檢測作為參考值)點位檢測.其“出刃率”、“出刃高度”的檢測結果分別如表1和表2所示.
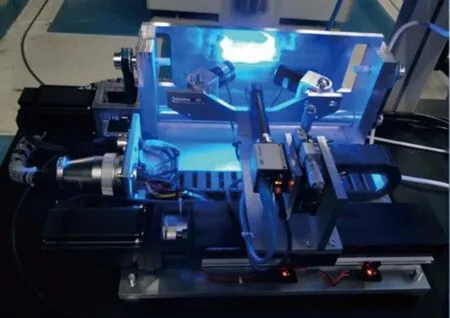
圖15 檢測過程中的設備Fig.15 Equipment in the process of detection
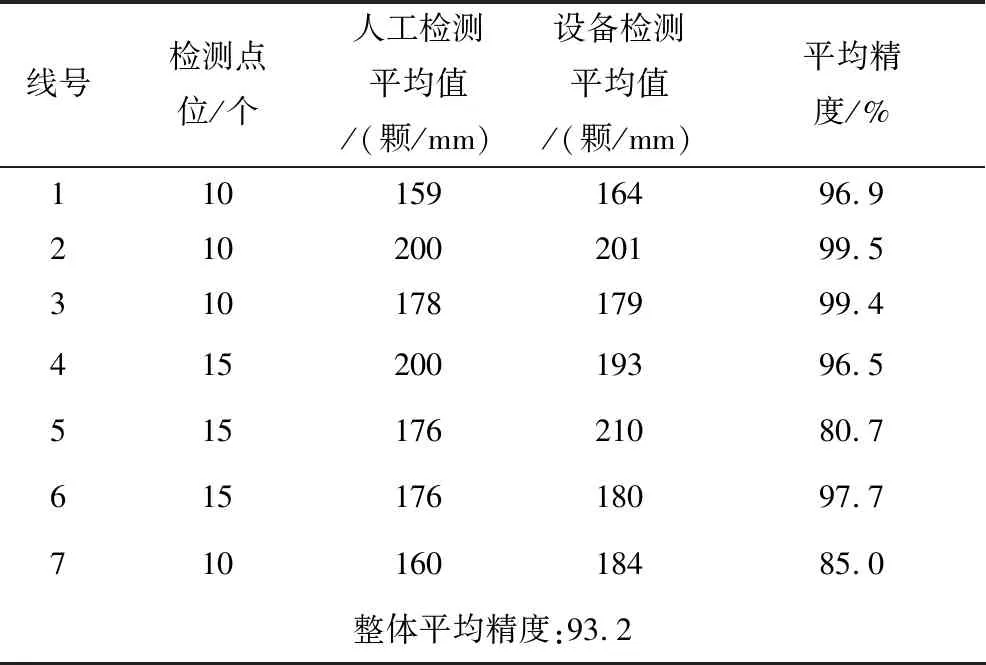
表1 出刃率計算結果比對Tab.1 Comparison on the output rate of the blade
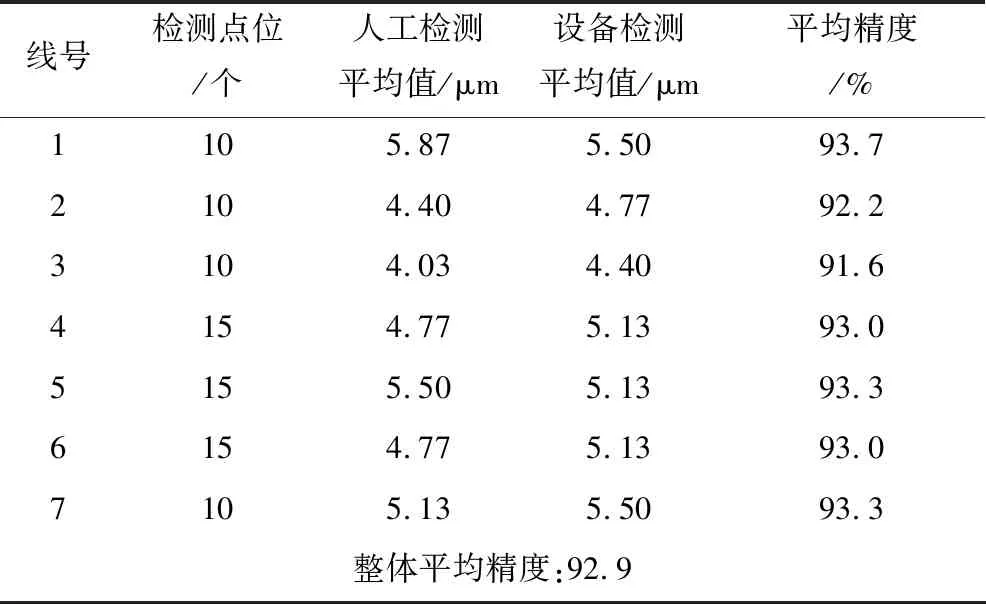
表2 出刃高度計算結果比對Tab.2 Comparison on the output rate of the blade
金剛線應用廣泛,其質量檢測對于調整金剛線制作工藝從而生產出高質量金剛線有著重要意義.但是目前國內針對于離線多指標檢測金剛線質量情況的應用相對較少,檢測方法也較為傳統.本文著眼于金剛線質量檢測的實際應用,以填補目前市面上基于機器視覺的金剛線質量檢測的空缺,提出了用于計算金剛線“出刃率”、“出刃高度”兩大重要檢測指標的具體實現方法并不加以驗證的提出了金剛線的三維表面重建方法,為后續的深入研究提供有價值的參考,具有一定的先進性.通過對金剛線的上述檢測指標進行分析與相關實驗,驗證了本文方法的可行性.實驗結果證明本文方法將用于描述金剛線質量情況的兩大檢測指標進行了量化計算,很大程度上降低勞動成本,對提高金剛線的生產質量有一定積極意義.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
