基于富士SPF的盤類料倉控制系統設計
2020-09-23 08:44:54田騰飛黃東
機械工程師 2020年9期
關鍵詞:信號
田騰飛, 黃東
(寶雞機床集團有限公司,陜西 寶雞721000)
0 引 言
隨著社會進步和基礎工業的發展,在“中國制造2025”以及國際“工業4.0”的背景下,人們對自動化生產線的需求逐漸增多,要求也越來越高。自動料倉作為自動生產線中的物流設備,在工業自動化生產線中的應用越來越多,對于料倉的搬運、提升性能和穩定性的要求也越來越高,它的性能直接影響整條自動線的可靠性。
本系統所采用的伺服電動機轉矩范圍大、性能穩定、響應速度快,量產化的伺服電動機成本反而低于特殊定制的大轉矩步進電動機。在速度控制模式下,通過伺服放大器的軟元件進行I/O通信,配合外部傳感器實現電動機的啟停控制,用PLC邏輯控制分段速度的切換,可根據需求改變速度,操作便捷。
1 料倉的結構組成
料倉由工位旋轉機構、毛坯上料提升機構、成品下料提升機構組成,如圖1所示。
旋轉運動機構主要由變頻電動機、減速機和鏈條組成;提升運動機構主要由伺服電動機、皮帶輪傳動機構、絲桿組成。
2 控制系統簡介
本系統采用富士最新推出的綜合控制器MICREXSX可編程控制器SPF,該控制器支持機械控制所需的序列命令運算功能或高速數據處理,最大支持60點基本輸入輸出硬線接口,內存容量支持程序20Kstep和數據40Kword,可支持RS-232C、RS-485、Ethernet通信,輸出類型有繼電器輸出和晶體管輸出,晶體管輸出支持漏級輸出和源級輸出選型。
ALPHA5 Smart系列伺服放大器是富士電動機新推出的高性價比伺服放大器,集成ALPHA5 的核心功能,其便捷的設計可適用于各種各樣的用途,支持位置控制、速度控制、轉矩控制3種控制模式,內置標準型定位功能。可通過Modbus-RTU、DI/DO信號、脈沖串/模擬量輸入進行控制運行。

圖1 料倉結構設計圖
3 控制系統硬件設計
為了滿足不同尺寸、不同質量盤類毛坯的提升托舉定位,采用速度控制的方式,結合外部傳感器,通過DI/DO指令輸出序列的硬接線控制伺服放大器的運行,實現毛坯托盤的上升和下降,達到滿負載可靠自動運行的目的。
3.1 硬件配置
PLC主機選擇漏型輸出,直接與放大器的DI/DO接口通信,伺服電動機選擇增量式編碼器,旋轉移動控制電動機選擇變頻電動機即可滿足使用要求,硬件配置清單如表1所示。
3.2 硬件連接原理

表1 硬件配置清單
在伺服放大器的指令輸入輸出序列軟元件上分配功能信號,速度控制只需分配正轉信號、反轉信號、速度選擇信號、使能信號、驅動報警信號即可滿足料倉的控制需要。外圍傳感器信號接入PLC經過邏輯處理輸出至伺服放大器,實現料倉的自動運行。
富士電動機的ALPHA5 Smart系列伺服放大器支持輸入輸出序列軟元件功能分配的接口為CN1插頭,PLC基本單元NAOPA60T和擴展DO模塊NAOE08T-O為晶體管漏型輸出,輸入選擇24 V輸入。因此為了使PLC和伺服放大器DI/DO信號兼容,CN1插頭的COMIN和COMOUT接入系統DC24 V(L+)。CONT1~CONT5端口為輸入信號,OUT1~OUT3為輸出信號。CONT1的設定參數PA3_01=1,CONT2 的 設 定 參 數PA3_02=2,CONT3 的 設 定 參 數PA3_03=3,CONT4的設定參數PA3_04=51,CONT5的設定參數PA3_05=52。OUT1的設定參數PA3_51=1,OUT2的設定參數PA3_52=14,OUT3的設定參數PA3_53=76。
伺服放大器選擇RYH401F5-VV2,采用單項AC220 V供電可以滿足要求,匹配帶抱閘電動機為GYB401D5-RG2-B,增量式編碼器反饋。伺服控制硬件連接原理圖如圖2所示。

圖2 伺服控制硬件連接原理圖
4 控制系統軟件設計
在該控制系統中,包括伺服控制的上料位、下料位提升機構和變頻控制的托盤工位旋轉運動機構,利用PLC可編程控制器的步序控制實現邏輯控制。
4.1 邏輯流程設計
系統初始狀態→判斷托盤工位是否旋轉到位→判斷該工位托盤上的物料是否是毛坯→判斷上料位提升機構是否到達向上方向最高位置,或者下料位提升機構是否到達向下方向最低位置→判斷上料位提升機構和下料位提升機構是否都在最低位置→料盤工位正轉。如有異常情況,執行以上所有步序復位,停止運行。
圖3所示為伺服控制的上料位和下料位提升機構,實現了自動判斷、自動定位、自動物料流轉傳送功能。
圖4所示為伺服控制的原理,利用伺服的閉環控制和高分辨率編碼器反饋,對電動機實現了精準控制,結合外圍傳感器,使整個系統形成閉環回路,保證自動料倉的可靠運行。

圖3 伺服提升模塊流程圖
4.2 PLC控制程序設計

圖4 伺服控制系統原理圖
本控制系統的編程軟件選擇較為直觀的MICREX-SX Standard V3標準版,使用LAD邏輯語言,另外還有專家版的MICREXSX Expert(D300win)可以選擇。主要軟件信號定義如表2所示。
料倉的提升速度不需要實時改變,因此預先在伺服放大器設置兩段速度V1和V2分別作為有料慢速和無料快速運行速度,按3.2節所述內容分配伺服放大器CN1輸入輸出序列軟元件,完成參數配置。
PLC程序首先進行初始化處理,進行狀態監測和異常情況處理。狀態正常時,伺服放大器使能(SON)后返回準備好(RDY)信號,系統自動打開抱閘,可以通過操作面板對料庫進行各種方式控制。初始化主要部分程序如圖5所示。

表2 PLC信號定義

圖5 初始化主要部分程序
富士新推出的SPF系列可編程控制器支持Sn.0-Sn.98步序控制,自動運行的程序采用步序控制的方式進行編寫,邏輯層次嚴謹、簡明易懂,擴展性比較強,可以根據需求增加其他動作機構的步序。步序控制的主要程序如圖6所示。
5 結 語
自動料倉兩個物料提升工位選擇伺服放大器的速度控制,按照80 kg的設計標準,可以穩定實現滿負載、大轉矩提升。工位旋轉采用變頻電動機,實現了最佳性價比。實際測試本控制系統能夠穩定運行,滿足自動化設備的自動上下料、物料存儲功能,可作為標準產品配套自動化單元使用。
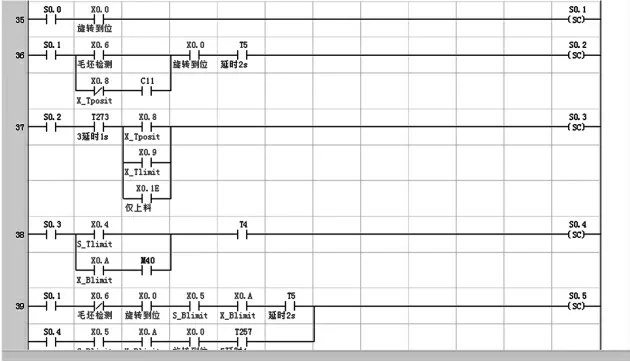
圖6 步序控制的主要程序
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
