巧用便攜設備實現汽缸補充加工
2020-09-23 08:45:04趙瑜
機械工程師 2020年9期
關鍵詞:支架
趙瑜
(哈爾濱汽輪機廠有限責任公司,哈爾濱150046)
0 引 言
在國家節能減排政策的指導下,煤電升級改造的步伐在快速推進,其中汽輪機改造是提升機組運行效率、降低煤耗的最有效措施之一。為了達到節能減排指標,汽輪機現場改造工作量一般較大,而且經常會面臨各種補充加工,比如汽缸增加抽汽孔、冷卻蒸汽孔、測點孔及法蘭安裝面、安裝螺孔等,有時因裝配需要,會有比較嚴格的配合要求。按照傳統加工方式,不得不將汽缸返回制造廠,通過數控龍門銑等大型設備完成加工,依靠設備自身精度來保證加工后的配合要求。由于汽缸需要從基礎上拆下,并經過長途運輸,往返制造廠與電廠之間,導致現場施工工作不能有效銜接,對工期影響較大,于是在線加工的理念在大型設備檢修及改造領域中有著很廣闊的應用市場,通過便攜式設備,在汽缸不返廠的情況下,實現現場補充加工,是工程上最完美的處理方法。
本文將就某一工程案例展開探討。
1 工程問題描述

圖1 補充加工及裝配示意圖
以某三缸350 MW 機組為例,中壓缸運行過程中上下缸溫差較大,為了解決這一問題,需要從缸外引入一股冷卻蒸汽,即在中壓外缸及中壓內缸上進行補充開孔,裝入冷卻蒸汽插管,將外部冷卻蒸汽通過插管引入缸內。由于插管需要穿過中壓外缸及中壓內缸等2 層缸體,對于開孔精度有著很高的要求,必須同心,否則插管將無法安裝,如圖1 所示。
2 難點分析及處理過程
2.1 難點分析
以上工程問題最大的技術難點是保證內缸與外缸進汽口的同心度及內缸進汽口的位置度:一方面是裝配的需要,不同心將導致插管無法安裝;另一方面是結構所限,內缸開孔稍有偏差,將導致與孔相鄰的進汽腔室及汽封圈槽壁厚超差。故原本計劃將中壓外缸及內缸返廠處理,通過數控龍門銑實現精準定位,分別精確加工中壓外缸及內缸進汽孔,但由于現場工期緊張,且汽缸返出后,現場測量通流工作只能等待汽缸返回后實施,影響較大,最終選擇采用便攜設備在現場進行開孔加工,當然最大的難點仍是如何想辦法保證開孔的位置度。
2.2 處理過程
整個現場施工均在汽輪機平臺上進行,由于主要為開孔作業,故選擇便攜式鏜孔機完成此項工作。該設備鏜桿直徑為φ50 mm,同時還具備鉆孔及端面鏜削功能,最大鉆孔直徑達到φ100 mm,液壓驅動,具有大直徑孔加工能力,設備為模塊化設計,現場進行組裝,無需吊車配合安裝,操作人員根據加工位置臨時組裝即可,極大地方便了現場施工。但同時也存在一定局限性,例如設備無定位系統,只能在已知工件上待加工孔中心點位的情況下進行孔加工,對于位置度要求較高的情況則無法實現。以下為該工程問題的處理過程:
1)將中壓外缸上半及內缸上半從機組上拆下,吊出放置在汽輪機平臺上,中壓外缸上半中分面向下放置,大致調水平,內缸側放,端面向下放置,大致調水平。
2)為了確保中壓內、外缸分別開孔后能夠保證裝配精度,必須選擇統一的定位基準,故根據設計結構,軸向以開檔定位面為基準,徑向以機組中心線為基準。
3)如圖2 所示,在中壓外缸頂部劃線,由于軸向定位基準面在汽缸內部,無法直接從此加工面位置以A 尺寸劃線,故將基準轉移至背部內缸定位銷孔中心線,為了確保定位準確,劃線人員需進入汽缸內部,以軸向定位面為基準,反復檢查定位面到銷孔中心線的尺寸B,確保與圖樣一致,方可以此銷孔為基準劃出待加工孔中心線的軸向位置線,再與汽缸頂部原有徑向中心線相交,作為開孔中心線,打樣沖,定位。
4)如圖3 所示,在中壓內缸右側端面上劃線,劃出機組中心線,并根據端面到開檔定位面的實測尺寸M,計算出待加工孔中心距離端面尺寸M、L,以端面中心線位置向下延伸至軸向所需定位尺寸M、L,劃出待加工孔中心線,打樣沖。
5)確認完中壓內、外缸各自的孔中心點位后,最關鍵的便是設計工藝過程。由于現場條件下劃線精度有限,即使在制造廠內也無法做到準確定位,更何況是在大部件毛坯表面上劃線。為了確保中壓外缸開孔與內缸開孔同心,可以考慮在內外缸裝配狀態下,從外缸往內缸同鉆孔,但由于外缸開孔位置定位本身存在偏差,再加上鏜桿自身沒有找正基準,冒然從外缸向內缸打孔,尤其是伸出較深距離以后,偏差會被放大很多,導致內缸開孔中心不可控,極易導致內缸進汽腔室或者汽封圈槽壁厚超差,從而產生更嚴重的新問題。同時在臺位上加工,還涉及到鐵屑清理及冷卻液收集等比較棘手的異物管理問題,故此方法不適用。綜合考慮各方面因素,最終選擇從內向外打孔,優先保證內缸開孔的位置控制要求,同時采用內外缸先預鉆孔再裝配糾偏的方案來保證同心度要求。
6)在中壓外缸頂部安裝便攜式鏜孔機,以樣沖點定位,放置鏜桿,擺放好鏜孔機固定支架及軸承,調整好支架位置,將支架與汽缸焊接固定,在鏜桿端面放置水平儀,調整鏜桿與汽缸中分面垂直,由于汽缸中分面向下放置,故選擇進汽管口平面為水平基準,調整水平儀讀數與管口位置水平讀數一致,固定好支架上的軸承定位螺釘,鎖定鏜桿位置,再次復查水平數據無誤,開始加工。預鉆孔至φ60 mm,留有糾正偏孔余量,同時允許內外缸鉆孔偏差在5 mm 以內,以保證下序內外缸預加工狀態裝配定心時有較大的安裝允差。鉆孔后拆掉支架。

圖2 中壓外缸加工基準示意圖

圖3 中壓內缸加工基準示意圖
7)在中壓內缸內部安裝便攜式鏜孔機,以樣沖定位,放置鏜桿,擺好鏜孔機支架及軸承,焊接固定支架,在內缸端面放置平尺,在靠近水平中分面位置測量鏜桿到平尺距離,與孔中心點到端面距離調整為一致,同時測量鏜桿到汽缸左右兩側加工面距離相等,保證鏜桿居中放置,調整好鏜桿后,固定好支架上的軸承定位螺釘,鎖定鏜桿位置,再次確認待加工孔位置與上部汽封圈槽及下部進汽腔室的相對距離,應在中間位置,無誤后從內向外鉆孔到φ51 mm,確保鏜桿剛好可以穿過,此時鏜桿支架不要拆,以確保內缸孔中心位置得到保留。
8)將帶有鏜桿及固定支架的內缸上半裝配到內缸下半上,擰緊內缸中分面螺釘,將中壓外缸上半在其下半上就位,擰緊外缸中分面螺釘,操作人員進入內缸,將內缸上未取下的鏜桿從內缸中穿出,穿過外缸預鉆孔,此時鏜桿中心與外缸預鉆孔中心的偏差即為單獨開孔所產生的偏心值,目測為3 mm 左右,小于預留的5 mm 允差余量。再次在外缸外部焊接好鏜桿固定支架,固定好支架上的軸承定位螺釘,鎖定鏜桿位置,從而將內缸中心轉移到外缸上,保證兩孔同心,如圖4 所示。
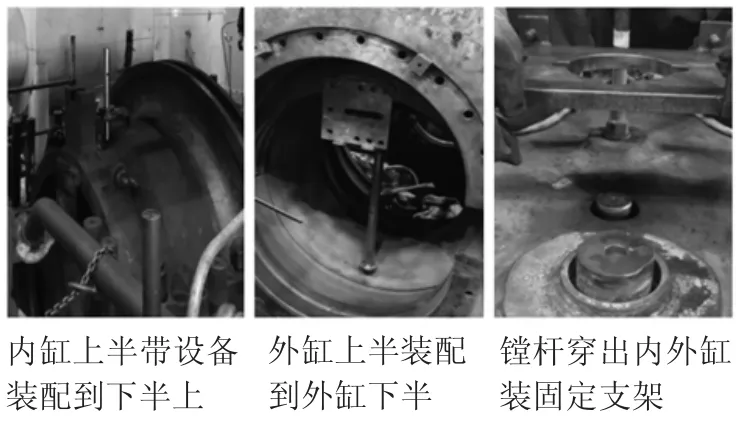
圖4 中壓內、外缸裝配定中心
9)拆掉中壓外缸及中壓內缸,再次將中壓內、外缸放回原平臺位置。
10)由于鏜桿定位支架已經在內外缸上固定好,保證中心始終不變,故按照實配好的中心位置進行后續的精加工即可完成最終加工。
3 結 語
在沒有大型設備保證精度的條件下,通過采用便攜式鏜孔機,巧妙設計工藝方法,合理安排工序,很好地解決了現場加工問題,主要經驗總結如下:1)抓住主要矛盾。此次工程問題的核心是避免內缸開孔出現軸向偏差,故選擇了從內向外的加工工藝,優先保證內側的定位精度,確保不產生壁厚超差問題,規避報廢風險。2)通過留量加工、裝配定位、糾偏加工的“三步走”工藝,利用產品裝配關系及設備自身的結構特點及原理,巧妙解決了便攜式設備在現場條件下不能精準定位的問題,最終以小搏大,實現了小設備加工大工件的工程應用。3)由于現場定位只能采用劃線方式進行,在沒有劃線臺等設施的情況下,劃線的準確程度直接影響到最終裝配精度,故在劃線環節進行了反復確認,包括基準的轉化、不同方法的相互校驗等,最終裝配后,將內外缸中心偏差控制在3 mm以內,完全在可控范圍內。4)現場施工工期緊張,通過便攜式設備應用,靈活方便,且與電建施工穿插進行,最大限度地節約了時間,為工程的順利實施提供了保障。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
