CNP650機組壓力容器螺栓拉伸過程問題與處理
2020-09-24 07:31:04顧新榮
設(shè)備管理與維修 2020年16期
顧新榮,孫 超
(海南核電有限公司,海南昌江 572733)
0 引言
CNP650 機組反應(yīng)堆壓力容器采用單體式螺栓拉伸機,通過對法蘭螺栓加載預(yù)緊力形成密封效果。該部位是一回路系統(tǒng)的壓力邊界,螺栓拉伸操作必須做到精準無誤;同時該過程也是核電機組大修的關(guān)鍵路徑,必須保證螺栓拉伸的迅速高效。而單體式螺栓拉伸機系統(tǒng)結(jié)構(gòu)復(fù)雜、操作邏輯性強,并且受彈性交互影響,拉伸技術(shù)難度大,在現(xiàn)場實際操作中,容易出現(xiàn)拉伸機不可用或者拉伸數(shù)據(jù)不合格的情況,因此對于這些問題的深入分析是有很有必要的。
1 拉伸操作介紹
CNP650 核電機組采用單體式拉伸機,整個系統(tǒng)由4 臺單體式拉伸機及1 臺液壓站通過若干液壓管線及電纜連接。4 臺拉伸機在壓力容器頂蓋法蘭上呈90°布置,操作人員在20 m 平臺液壓站上完成整體控制。螺栓拉伸系統(tǒng)構(gòu)成如圖1 所示。
整個螺栓拉伸過程采用三遍式加載,分別為目標值的60%、80%、100%。壓力容器頂蓋共56 顆螺栓,在拉伸時將它們分成14 組,十字對稱的四顆螺栓為1 組,為了達到均勻加載的目的,對每組進行拉伸排序,螺栓拉伸分組見表1。
2 拉伸過程問題
2.1 拉伸機液壓系統(tǒng)無法建立壓力
螺栓拉伸過程中,在升壓時低壓向高壓切換的過程中,高壓無法升壓。導(dǎo)致拉伸機液壓系統(tǒng)無法建立壓力。出現(xiàn)該問題主要有兩種原因:第一,油管沒有接好,導(dǎo)致油路不通;第二,壓力傳感器松動,導(dǎo)致高壓向低壓切換的信號無法給出。

圖1 螺栓拉伸系統(tǒng)構(gòu)成
現(xiàn)場在出現(xiàn)拉伸機液壓系統(tǒng)低壓向高壓切換的過程中無法升壓時,首先需將液壓系統(tǒng)停運,并將管道中的壓力降為0,重新拆除管道檢查,確認管道接頭連接到位;其次檢查液壓站上的壓力傳感器有無松動或者損壞情況,如有則需緊固或者更換。
2.2 拉伸機液壓系統(tǒng)無法泄壓
在拉伸過程中,如果出現(xiàn)升壓時螺栓拉伸機液壓站工作正常,但是泄壓時出現(xiàn)無法泄壓或壓力泄到某值卻無法再繼續(xù)泄壓的情況,會產(chǎn)生泄壓超時報警。出現(xiàn)該問題的主要原因是油管沒有接好導(dǎo)致。高壓油管內(nèi)有單向閥,當兩油管正常連接才能打開,如油管接頭出現(xiàn)虛接,就會導(dǎo)致油管油路不暢。在單向閥的作用下,雖然可以正常升壓,但是泄壓時卻會無法正常動作。
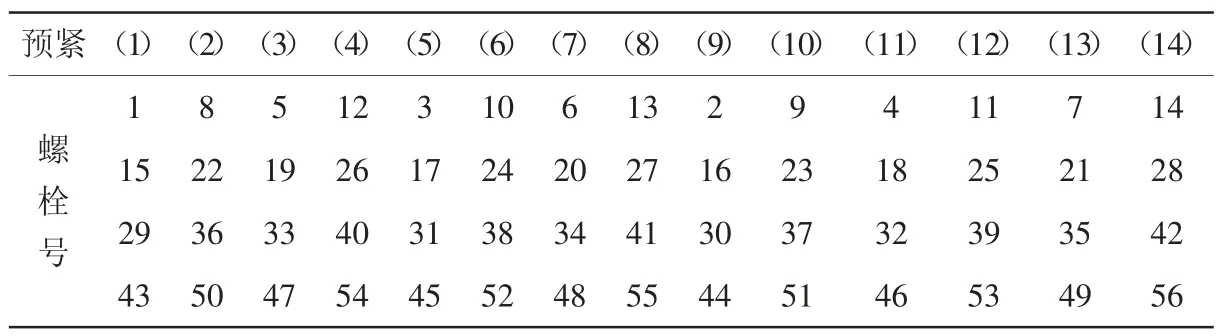
表1 螺栓拉伸分組
針對該情況,現(xiàn)場首先停止升壓操作,通過就地拉伸機上的壓力顯示確認哪臺拉伸機問題。找到故障點后,用扳手逐步松開拉伸機上的油管接頭,將油緩慢放出,觀察液壓站壓力降為0。然后,拆除拉伸機的所有油管重新連接,連接時再次檢查確認各個接頭自然鎖緊到位。
2.3 拉伸機液壓缸超行程故障
該問題常見原因是拉伸螺母的鎖緊銷松動,長期以往螺母逐步上移,導(dǎo)致拉伸機升壓過程中液壓缸行程超差,觸發(fā)超行程限位報警。解決方法是松開鎖緊銷,重新調(diào)整拉伸螺母位置并鎖緊。
2.4 螺栓安裝高度超差導(dǎo)致拉伸機無法落座
出現(xiàn)該問題的原因是:在旋入螺栓過程中未嚴格執(zhí)行旋入深度在217 mm 并退出1/4 圈的操作,并且最后未對螺栓高度做統(tǒng)一檢查,致使拉伸機在落座時筒體會直接卡在相鄰螺栓的頂部。
解決方式如下:以假設(shè)拉伸機P2 階段,STEP7 拉伸過程中發(fā)現(xiàn)24#螺栓拉伸機無法落座,檢查發(fā)現(xiàn)拉伸機卡在23#螺栓頂部情況為例。①中斷STEP7 拉伸操作,打開拉伸機卡盤后,將拉伸機重新起吊并坐落于9#、23#、37#、51#螺栓(STEP10 組);②在拉伸機完成對中后,在原設(shè)定值基礎(chǔ)上增加10 MPa 進行升壓,使用拉伸機手動撥齒工具,旋出23#螺母至與球面墊圈有2 mm左右間隙;③拉伸機直接卸壓,復(fù)位活塞打開卡盤后將拉伸機吊離;④使用螺栓手動工具將23#螺栓重新旋入到底后回退1/4圈;⑤再次就位該組拉伸機,使用P1 階段STEP10 液壓值對該組螺栓重新進行拉伸;⑥繼續(xù)P2 階段STEP7 拉伸操作。
2.5 螺栓球面墊片裝反導(dǎo)致拉伸數(shù)據(jù)異常
正常情況下墊片安裝時球面朝上,與螺母下表面(球面結(jié)構(gòu))配合。如果在壓力容器關(guān)蓋期間安裝螺栓時裝反,將導(dǎo)致兩者無法自動對中鎖緊,墊片在受力后發(fā)生徑向偏移,造成螺栓拉伸過程中測量數(shù)據(jù)異常,表現(xiàn)為橫向比較有差異,自身縱向比較不服從胡克定律。
解決方法如下:以P2 階段數(shù)據(jù)測量時45#螺栓拉伸值異常,檢查發(fā)現(xiàn)球面墊片裝反為例。①將拉伸機重新就位在3#、17#、31#、45#螺栓,修改液壓站關(guān)蓋程序,在原液壓設(shè)定值基礎(chǔ)上增加10 MPa 進行升壓,使用手動撥齒工具將45#螺母旋出至與球面墊圈有2 mm 左右間隙;②拉伸機直接卸壓,復(fù)位活塞打開卡盤后將拉伸機吊離;③手動完全旋出45#螺母,將墊片調(diào)整方向后重新安裝;④手動旋緊螺母至與墊片貼合;⑤將拉伸機再次就位在3#、17#、31#、45#螺栓,修改回原關(guān)蓋程序,使用P2 階段STEP5 組液壓值重新拉伸。
2.6 螺栓拉伸數(shù)值超差
2.6.1 第二遍拉伸后數(shù)值驗算
從第二編拉伸開始,需要對殘余拉伸量做重點關(guān)注,使用雷達圖法檢查有無異常螺栓,并對它們的P3 液壓值進行驗算和提前調(diào)整,以防止第三遍拉伸后超差。這一步很關(guān)鍵,如果第三遍拉伸量不在合格范圍,需要進行第四次調(diào)整拉伸,既延長了主線工作時間,也增加了不必要的人員受照劑量。甚至一旦拉伸量超出上限,會直接改變C 型密封環(huán)的有效回彈量曲線,影響壓力容器的密封性能。如何檢查調(diào)整,以第二遍拉伸后獲得如下拉伸分布曲線為例(圖2)。

圖2 第二遍拉伸分布曲線舉例
可以看出,STEP9 組螺栓2#、16#、30#、44#螺栓拉伸值偏高,其他螺栓整體曲線較為均勻,使用胡克定律對該組螺栓的P3液壓值進行驗算:

式中[P(2)9]——第二遍第9 組拉伸液壓值矩陣,MPa
[R(2)9]——第二遍第9 組殘余拉伸值矩陣,mm
[P(3)9]t——第三遍第9 組計算拉伸液壓值矩陣,MPa
[R(3)9]t——第三遍第9 組目標拉伸值矩陣,mm
通過計算,得出結(jié)果見表2。
因此對拉伸機的程序進行需改,將P3 STEP9 組的液壓值調(diào)整為65.5 MPa。同理對其他螺栓進行驗算,檢查偏差ΔP 是否為正值,否則做相應(yīng)調(diào)整。
2.6.2 第三遍拉伸后最終調(diào)整
經(jīng)過三遍拉伸后,希望得到的拉伸曲線介于1.31±1.05 mm區(qū)間,如果出現(xiàn)偏差就需要進行最終調(diào)整,然而偏差很可能不在同一組螺栓上,這時需要重新對不合格螺栓進行組對,以獲得最少的調(diào)整次數(shù)。
一般情況下P3 殘余拉伸量有歷史拉伸數(shù)據(jù)的借鑒,偏差不會太大,每個螺栓的偏差也有所區(qū)別,無法通過修改液壓值做統(tǒng)一調(diào)整,這時可以使用手動撥齒工具進行逐個微調(diào),等效調(diào)整關(guān)系為1Groove≈0.02 mm。具體如何操作,以第三遍拉伸后獲得如下拉伸分布曲線為例(圖3)。
從第三遍拉伸曲線來看,2#、17#、28#、29#、41#、43#拉伸值超差,在進行分組調(diào)整時要考慮兩個因素,一個是拉伸機布置要使得壓力容器法蘭受力平衡,盡可能達到十字對稱結(jié)構(gòu),二是相鄰拉伸機不能間距過小避免它們吊裝時相互干涉。因此可以形成布置如下:

表2 第三遍拉伸液壓值調(diào)整
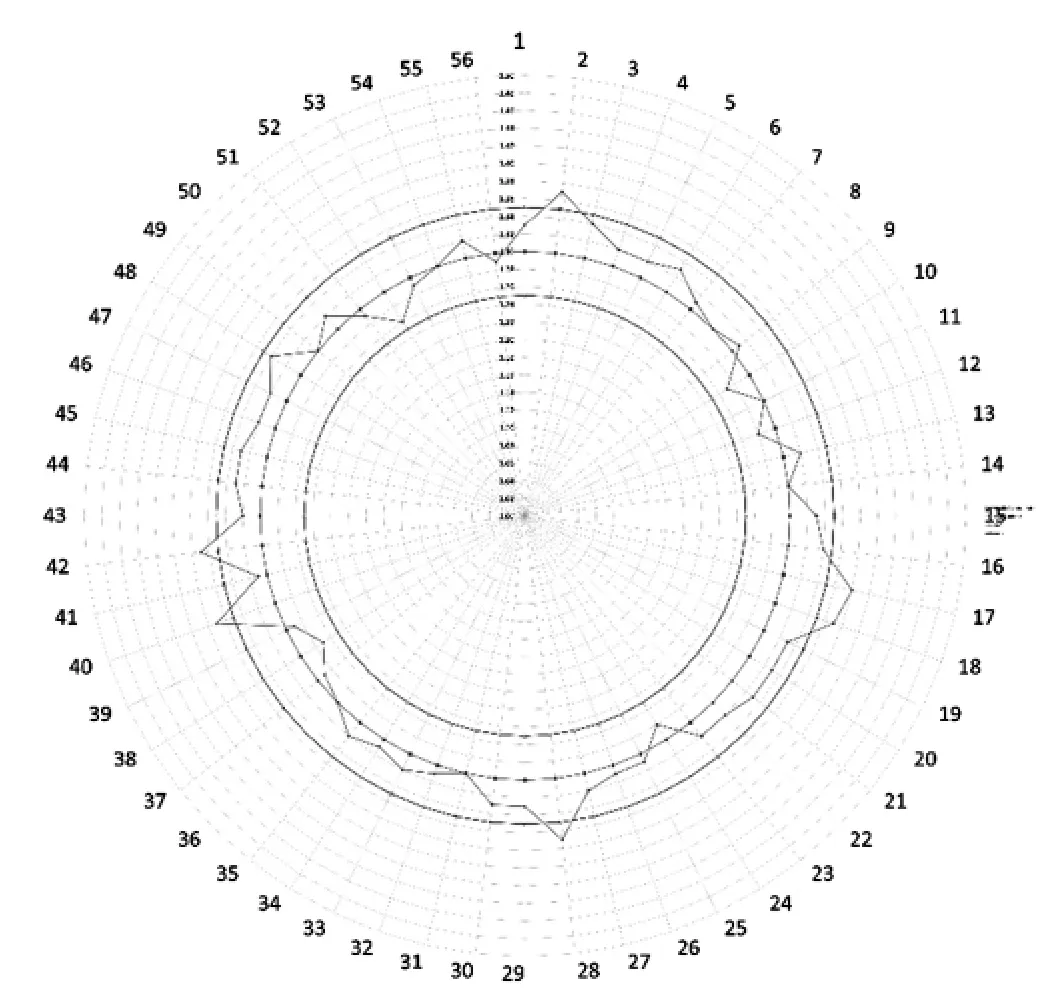
圖3 第三遍拉伸分布曲線舉例
分組一:2#、17#、28#、42#,液壓值可以取這4 顆螺栓在第三遍拉伸時的最大液壓值再加50 bar,以保證調(diào)整所需的間隙。調(diào)整結(jié)果如圖4 所示。第三遍拉伸液壓值調(diào)整見表3。

圖4 分組一布置
分組二:2#、18#、28#、40#,其中2#、28#在分組一調(diào)整后拉伸機位置保持不動,二次調(diào)整結(jié)果如圖5 所示。第三遍拉伸液壓值調(diào)整見表4。
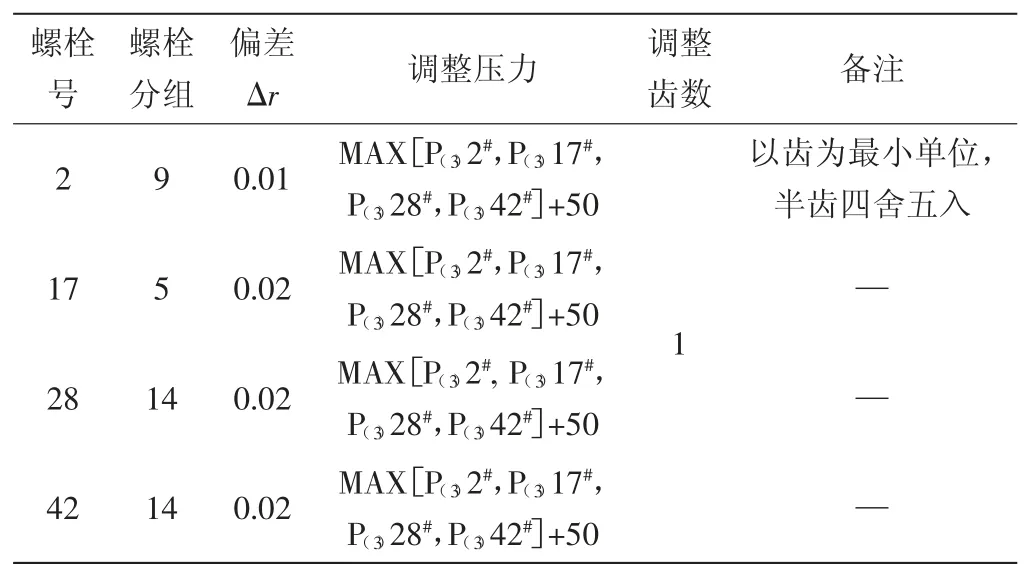
表3 第三遍拉伸液壓值調(diào)整

圖5 分組二布置

表4 第三遍拉伸液壓值調(diào)整
3 結(jié)束語
總結(jié)CNP650 機組反應(yīng)堆壓力容器螺栓拉伸過程中一些比較重要的問題,既分析了產(chǎn)生原因,也給出了解決措施,問題的處理對螺栓拉伸過程的安全性、經(jīng)濟性有著十分重要的意義,同時也為類似工作的開展提供了切實可行的借鑒方法。但也存在一些不足,比如以上問題點的提出較為分散,沒有系統(tǒng)化的總結(jié),部分問題的分析不夠深入,沒有從源頭上得到解決,這些將作為后續(xù)的研究方向進行完善。
