線切割質量對工件壽命的影響
2020-09-29 07:38:24趙忠華殷志明
經濟技術協作信息 2020年27期
關鍵詞:裂紋
◎趙忠華 殷志明
(作者單位:壹勝百模具(青島)有限公司)
一、線切割加工簡介
20 世紀,蘇聯科學家在研討開關觸點受火花放電腐蝕損壞的現象和原因時,發現電火花的瞬時高溫可以使部分的金屬熔化、氧化而被腐蝕掉,然后開創和發明了電火花加工辦法,并于1943 年利用電蝕原理研制出世界上第一臺實用化的電火花加工-裝置,才真正將電蝕現象運用到實際生產加工中。
線切割的加工原理主要依靠正負極之間電火花放電腐蝕作用實現。線切割絲連接電源的負極,工件接電源的正極,在正負極間施加脈沖電壓,當兩電極間的間隙小到一定程度時,電極間液體介質被擊穿,形成放電通道,電流迅速上升。在放電的微細通道中瞬時集中大量的熱能,溫度可高達一萬攝氏度以上,壓力也有急劇變化,從而使這一點工作表面局部微量的金屬材料立刻熔化、氣化,并爆炸式地飛濺到工作液中,迅速冷凝,形成固體的金屬微粒,被工作液帶走。放電短暫停歇,兩電極間工作液恢復絕緣狀態。緊接著,下一個脈沖電壓又在兩電極相對接近的另一點處擊穿,產生火花放電,重復上述過程,從而達到去除工件多余材料的目的。

圖(一)線切割簡單原理示意圖
二、線切割加工的優劣勢
線切割加工相對于其他金屬加工制造工藝,我總結其有如下特點:
1.節省材料成本。線切割只對材料沿輪廓進行“套料”加工,切割下來的材料可繼續利用,且線切割絲直徑在0。2mm 左右,相對于傳統的銑削加工,能極大的提高材料的利用率,節約產品的成本。
2.加工不受工件材料硬度、剛性的影響,只要工件為導電材料就能夠使用線切割進行加工。
3.受線切割絲直徑與放電間隙的影響,被加工工件的內拐角最小半徑有限制,無法準確加工為尖角。
4.線切割加工的特性會局部改變工件的內部組織結構,組織結構的改變能大大降低工件的使用壽命。
三、線切割的失效模式分析及對策
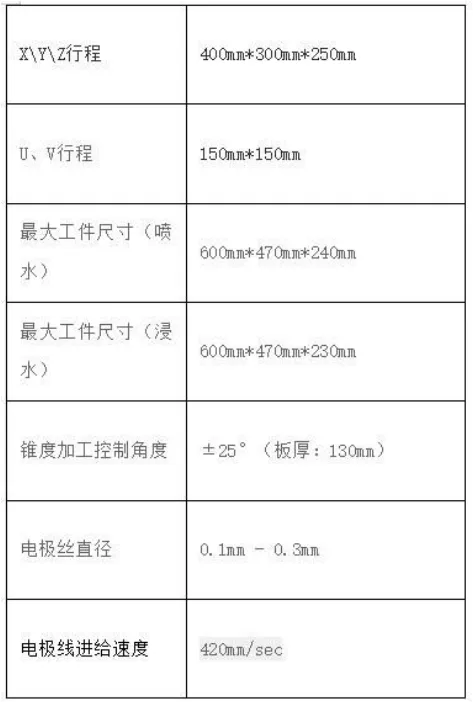
1.機床:Sodick Aln400gs。
?

2.材質:UDDEHOLM SLAIPER。

?
3. 加工參數:電極絲為黃銅絲,直徑0.2mm,低速走絲(0.4m/s)加工電壓60V,電流3A。工件加工后,樣塊使用金相顯微鏡放大200 倍圖片如下,發現工件被加工表面有白色變質層和微小裂紋,白色變質層厚度較大值為28.0μm,平均增為13.8μm。

圖(二)樣塊基體金相組織照片(200X)
4.缺陷產生原因。
線切割是利用電流放電熱效應進行加工的,工件材料表面因放電產生瞬時高溫而熔化,工件表面的熔化層(變質層由熔化凝固層與熱影響層組成)在金相照片上呈現白色,又稱為白層。它不僅與基體金屬完全不同,是一種淬火態組織,而且與內層的結合也不甚牢固,顯微硬度明顯下降。它主要由馬氏體、大量晶粒極細的殘余奧氏體和某些碳化物組成。
線切割加工工件時,工件表面產生瞬時高溫的同時,又要承受工作液的快速冷卻作用。由于金屬從熔化狀態突然急冷凝固,材料收縮產生拉伸熱應力,從而促使表面的變質層產生諸多細小的顯微裂紋。
5.線切割加工后失效案例。

圖(三)線切割白層導致失效圖片

圖(四)線切割微裂紋導致失效圖片
通過上述兩個工件的得知,工件由裂紋萌生和擴展兩個階段組成,一旦工件表面加工有嚴重的缺陷,如有線切割微裂紋或白層存在,工件的疲勞開裂直接進入到第二階段,即裂紋擴展階段,這一階段的壽命很短,表現為過早開裂。

圖(五)加工表面缺陷對工件壽命的影響
四、結論
為提高工件的使用壽命,建議做以下改善:
1.采用高峰值窄脈沖電參數,使工件材料以氣相拋出,氣化熱大大高于融化熱,以帶走大部分熱量,避免工件表面過熱,降低白層的厚度及微裂紋深度;
2.大型、厚壁、形狀復雜或厚度不均勻工件,采用多次線切割,降低工件的變形和表面缺陷;
3.線切割后工件通過研磨或者磨削的方式去除白層,避免白層對工件壽命的影響。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
