
運用渦流檢測法檢測緊固螺栓的研究
2020-10-03 11:26:22石昕江西省鍋爐壓力容器檢驗檢測研究院江西南昌330029
化工管理 2020年16期
石昕(江西省鍋爐壓力容器檢驗檢測研究院,江西 南昌 330029)
0 引言
螺栓螺母廣泛應用于風電機組設備、娛樂設施設備、核電廠動力設備、發電廠動力設備等機械部件的連接,并且長期處于高溫、高應力狀態下工作。由于預緊力過高等原因,螺栓部件容易產生裂紋,尤其是氣缸、主汽門、調速汽門等緊固螺栓,在運行檢修過程中經常發現有斷裂的現象。一直以來火電廠都將高溫緊固螺栓作為重點監視部件,要求嚴格檢測并盡早發現小裂紋或損傷。本文通過采用專用掃查設備對大型螺栓(M≥60mm)進行渦流檢測。相比常規超聲檢測或磁粉滲透檢測,本文實現對大型螺栓的方便快捷現場檢測,提高了對近表面缺陷有效檢出率,降低了人工成本。
1 緊固螺栓檢測現狀
目前國內僅電力行業的DLT 694 《高溫緊固螺栓超聲檢測技術導則》[1]、DLT439《火電發電廠高溫緊固技術導則》[2]技術規范對螺栓進行常規超聲檢測或表面檢測[3-5]。部分檢測研究機構對螺栓螺母進行試驗研究,中廣核檢測、國核運行以及武漢105 所三家單位引進國外核電螺栓螺母渦流檢測技術,并自主研發渦流檢測裝置,專門用于大型螺栓螺母渦流檢測[6]。北京英超利達電子有限公司針對娛樂設施高強度緊固螺采用小角度縱波探傷[7],通過在螺栓對比試樣制作10mm 人工裂紋,試驗表明1mm 深裂紋以下,裂紋反射回波與螺紋反射回波無法區分,探測1mm 以上深裂紋時,裂紋反射回波與螺紋反射回波可明顯區分。
本文選取火電廠典型規格的螺栓螺母部件,采用渦流檢測方法,探究適用于大型螺栓螺母螺紋區渦流檢測技術,從而解決發電廠設備、風電等典型大型螺栓螺母螺紋區表面檢測。
2 螺栓渦流檢測
渦流檢測技術的最大優勢在于其自動化程度高,因此,本次研究中對大型螺栓渦流檢測采用自動掃查專用裝置,通過自動化實時同步控制,調節渦流檢測儀對螺栓檢測數據的采集,并經過軟件系統對數據進行采集和分析。
2.1 專用掃查裝置
通過設計自動化的大型螺栓專用掃查裝置,實現快速有效的螺栓渦流自動化檢測。掃查裝置主要由支撐裝置、動力傳動機構和通過垂直支架固定的掃查臂組成,重心靠近支撐座,通過連接支撐腿保證整個裝置水平穩定。
根據國內螺栓規格及需求,按設計方案制作出的專用掃查裝置主要包含四個部分:底盤和固定腿、鋁合金垂直支架、螺栓和螺母的檢查臂、底座以及尾架(對中裝置)。
2.2 渦流傳感器
本系統采用的渦流探頭為帶螺紋的楔形放置式探頭,能較好的適應螺紋區的形狀。根據工件(螺栓)的特性及檢驗實施的便捷性,主要選擇以放置式線圈為主,在盡可能滿足檢查靈敏度和分辨力的情況下,我們采取將高能磁芯放置于線圈內部以獲得高的磁通密度,提高檢測深度。同時考慮到螺栓常見缺陷為點狀和線狀缺陷,采取自比差動式線圈在獲得高的檢測靈敏度時也可以更好的抑制電平噪聲,一定程度上消除螺栓與探頭嚙合相對運動時的震動產生的水平噪聲對缺陷信號的干擾。對于差動式線圈,采取了兩種設計方式,一種為平面點式自比差分線圈,一種為正交+線圈。
2.3 渦流檢測系統應用
選用型號為西班牙TEDDY+多頻/多通渦流儀,通過西班牙TECNATOM 開發的TEDDY-GEN 軟件對數據進行據采集和分析。檢測對象為1Cr11MoNiW1bN-IV 低合金鋼螺栓,螺栓直徑M=100mm,長度為900mm,機加工人工缺陷深度分別為0.5mm、1.0mm、2.0mm 的裂紋(由于螺栓為退役螺栓,已經使用過8 年,根部的螺紋都已經變形)。采樣率根據探頭與被檢螺栓/螺母的相對運動速度而定,但至少應滿足每毫米大于2 個采樣點的要求,頻率設置為300kHz。
2.3.1 系統設備連接
將螺栓/螺母安裝在專用裝置并進行對中和固定,然后連接設備及執行數據采集分析軟件TEDDY-GEN。連接線包括:編碼器線纜(驅動上下編碼器上下運動控制)、控制線纜(控制箱控制上下運動的速度)、渦流數據線(渦流信號傳輸)以及交叉網線(渦流儀連接XP 電腦)。
2.3.2 系統標定
利用標定螺栓按照經驗公式對信號標定要求對渦流檢驗系統進行初始標定。信號調整后,0.5mm 傷信號幅度為滿屏的20%,噪聲水平,且應能夠明顯區分標定螺栓/螺母上的0.5mm人工傷深信號顯示與本底噪聲信號顯示。
2.3.3 檢測結果分析
連接渦流儀及控制系統,采用自動化裝置掃查螺栓螺紋區,進行渦流數據采集,采集后通過分析軟件打開采集的數據對檢測結果進行分析。
初始結果如圖1 所示,左邊圖形為李薩如圖(采集的數據為由上至下,最上面部分為2mm 深度的裂紋,中間的為1mm 深度的裂紋,最低端是0.5mm 深度的裂紋),右邊為渦流C 掃圖(采集的數據為至下而上)。可以根據顯示自由調節角度,將裂紋方向的缺陷調至90°(向右),以便所有的缺陷方向都向右,便于觀察。
將采集數據保存,并用分析軟件打開剛保存的渦流數據。在分析軟件中設定每米2000 個采樣點,并讀取渦流檢測系統標定螺栓的標定數據,標定為2mm 裂紋深度的渦流幅值電壓為8V,通過調節電壓調節C 掃對比度,觀察能夠顯示缺陷最佳對比度,結果如圖1 所示。
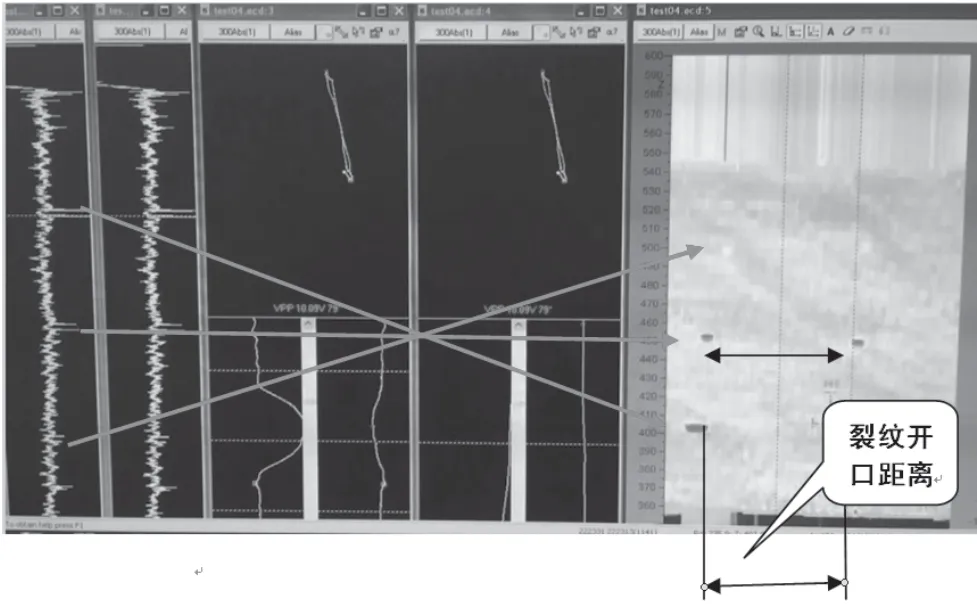
圖1 軟件分析結果示意圖
結果分析:
(1)根據檢測數據分析,深度為2mm 裂紋的電壓幅值為10.21V,深度為1.0mm 裂紋的電壓幅值為6.82V,深度為0.5mm裂紋的電壓幅值為0.81V。
(2)采用300kHz 頻率進行渦流檢測,在螺栓螺紋不規則情況下,能夠分辨0.5mm 深度的裂紋。
(3)由于螺栓螺紋區螺紋有變形,導致檢測信號噪聲較大,最大噪聲為0.72V,對于小于0.5mm 以下裂紋有影響。
3 結語
傳統的無損檢測難以滿足螺栓檢測對高效率、高可靠性的要求,通過對大型螺栓進行自動化渦流檢測試驗研究,實現對螺栓快速、準確的檢測,提高近表面缺陷有效檢出率,為螺栓螺母檢測技術和方向提供參考。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
海峽科技與產業(2016年3期)2016-05-17 04:32:12
