鍋爐汽包蒸汽品質波動問題模擬分析及改造
2020-10-09 08:03:04王天龍廖天陽李瑞宇朱建鋒馬金星蔡創明宋長志蔡瓊珂
發電設備 2020年5期
關鍵詞:模型
王天龍, 廖天陽, 李瑞宇, 朱建鋒, 馬金星, 蔡創明, 宋長志, 蔡瓊珂
(1. 廣東省特種設備檢測研究院, 廣東佛山 528251; 2. 寶武集團廣東韶關鋼鐵有限公司,廣東韶關 512123; 3. 廣東省特種設備檢測研究院 順德檢測院, 廣東順德 528300)
鍋爐汽包主要接收來自省煤器的熱水,并向過熱器輸送飽和蒸汽,同時又與下降管、水冷壁上升管連接,共同組成水循環回路[1-3],其內部主要工作流程為:從水冷壁來的汽水混合物由汽水引出管接入汽包聯通箱進入汽包內,經汽水分離后向過熱器輸送飽和蒸汽。鍋爐運行中水位控制過高、負荷急劇變化、燃燒不均造成的熱力偏差等都有可能增加蒸汽帶水,影響蒸汽品質。鍋筒內部裝置有缺陷也會造成蒸汽帶水,影響蒸汽品質[4]。高溫高壓鍋爐的汽包內部裝置是一個比較復雜的系統,它不參與鍋爐酸洗與堿煮。鍋爐在清洗之前必須先將鍋內裝置拆除,清洗完畢后再重新安裝。筆者建立了正常汽包和異常汽包的內部結構幾何模型,通過應用ANSYS軟件對比分析汽包工作時內部流動特性,提出了蒸汽品質波動的汽包結構改造方案,模擬分析改造后汽包工作時的內部流動特性。
1 機組概況
該30 MW鍋爐的汽包內部裝置包括汽水分離裝置、蒸汽清洗裝置、給水分配裝置、加藥裝置、排污裝置等。
鍋爐汽包半剖結構見圖1。
電廠機組的循環流化床燃煤鍋爐自投產以來,蒸汽品質一直存在波動,表現為飽和蒸汽鈉離子含量嚴重超出標準值,鍋爐全燃煤氣改造(鍋爐汽包未進行改造)后,蒸汽品質異常仍未消除。對正常汽包和異常汽包的內部結構(見圖2)進行對比排查后發現:該汽包中有1處汽水引出管異常,其未連接聯通箱直接引入汽包內上部空間,正常汽包的該汽水引出管與汽包內清洗孔板(溢水槽)未接觸(見圖2(a)和圖2(c));異常汽包的清洗孔板安裝高度偏高,汽水引出管與清洗孔板(溢水槽)出現接觸(見圖2(b)和圖2(d))。
2 控制方程
所用計算方法主要遵循動量守恒方程、質量守恒方程及能量守恒方程[5-6]。
動量守恒方程為:
(1)
式中:ρ為密度;μ為流體動力黏度;x、y、z分別為3個方向的坐標;u、v、w分別為速度uc在x、y、z方向上的速度;p為微元體上壓力;Su、Sv、Sw為廣義源項;t為時間;λ為第二黏度系數,取-2/3;Fx、Fy、Fz分別為流體在3個方向的力;sx、sy、sz為其他項源。
質量守恒方程為:
(2)
能量守恒方程為:
(3)
式中:k為傳熱系數;T為溫度;cp為比定壓熱容;ST為黏性耗散項。
3 汽包流動分析
3.1 模型建立及網格劃分
由于正常汽包與異常汽包的主要差異為直接通入汽包內部的汽水引出管與清洗孔板相對位置不同,故建立該局部區域的三維幾何模型(見圖3)。
根據圖3的局部模型,反向建模生成汽包局部流體域模型,該流體域模型包括直通汽包的汽水引出管、兩級清洗孔板、聯通箱、分離器及蒸汽引入管。
對兩種汽包局部流體域模型進行網格劃分(見圖4),正常汽包和異常汽包模型的網格數分別為2 310 008及2 413 144,選取模型的蒸汽引入管流體速度作為評判依據,進行網格無關性檢驗,綜合考慮計算精度、計算時間,驗證了所選取網格滿足要求[7]。
3.2 結果分析
根據汽包工作時汽水引出管的壓力及溫度,采用ANSYS軟件模擬計算正常汽包及異常汽包內局部介質流動特性,汽水引出管剖面上流體的速度分布云圖見圖5。
由圖5可知:流體流經直通汽包內部的汽水引出管時,流體呈射流狀態流向汽包內部,由于汽包內第一級清洗孔板的阻擋作用,流體碰撞第一級清洗孔板后與其他流經旋轉式汽水分離器的介質匯合后向汽包上部流動。由于兩種汽包內部清洗孔板與引出管相對位置的差異,正常汽包的流體進入汽包后與第一級清洗孔板接觸前其中心流體的最大速度為47.22 m/s,異常汽包該數值為63.42 m/s,增加34.3%。正常汽包內的流體與第一級清洗孔板發生碰撞后,貼近孔板上方流動至孔板中心后向汽包上方流動,流體速度分布平緩;異常汽包內,流體流入汽包內后,射流中心與孔板拐角碰撞,未經分離的汽水混合物流體經孔板反射后直沖向汽包蒸汽出口,該過程容易帶走大量汽水混合物造成出口的蒸汽夾雜水;流體流經第二級清洗孔板后,經汽包上方的蒸汽引入管流出汽包,正常汽包內流體的最大速度為176.53 m/s,異常汽包該數值為186.16 m/s,增加5.5%,出口流體速度增大亦容易使蒸汽攜帶水。
4 汽包改造
對異常汽包進行改造,改造方案為:改變直通汽包內部的汽水引出管的流動結構,增加引流管使流經該引出管的流體進入聯通箱后流經汽水分離器后再流出(見圖6)。
該改造方案可避免原來未經汽水分離器分離而直接進入汽包的流體進入聯通箱進行分離,增加了分離次數。
按改造方案建立改進后的汽包幾何模型,抽取汽包局部流道模型,對該流道模型進行模擬分析,改造后汽包內部局部流體速度分布云圖見圖7。
由圖7可知:直接通入汽包的汽水混合物引出管加裝引流管后,流體在汽包內的最大速度為173.10 m/s,比改造前減小7.02%,可使流體先進入聯通箱后經汽水分離器分離,避免直接進入汽包內腔,增加了汽水混合物分離次數,避免汽水混合物分離不充分直接流出汽包,出口蒸汽品質得到改善。改造后汽包實體圖見圖8。
改造完成后機組重新開機,汽包運行平穩,對各項數據進行檢測后得到汽包改造前后蒸汽鈉離子質量分數檢測結果(見表1,改造前后的取樣次數分別為13和26,標準要求平均鈉離子質量分數≤5 μg/kg)。結果表明:改造后汽包出口蒸汽品質波動問題被解決,蒸汽品質可滿足生產要求。
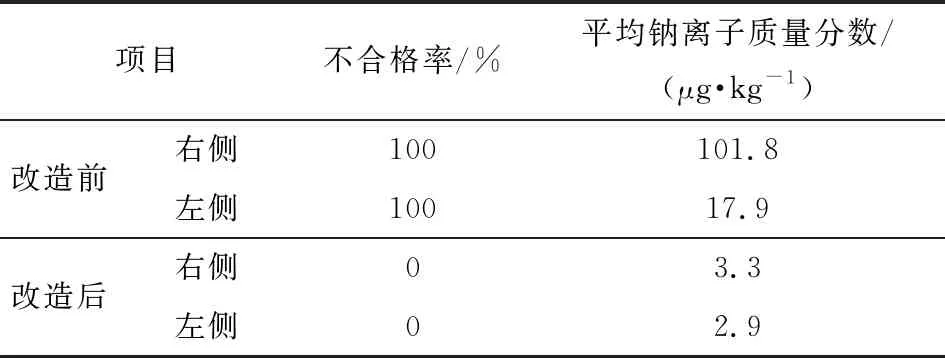
表1 改造前后鈉離子質量分數對比統計
5 結語
筆者基于模擬及試驗驗證的方法,使得汽包出口蒸汽品質波動問題得到解決,并得到如下結論:
(1) 汽包內部構件在制造安裝過程造成的細微誤差可能導致汽包不能正常工作,影響整個機組的安全可靠運行。
(2) 運用理論分析計算的方法找出實用的改造優化方案,可降低純實物試驗造成的不必要的人工及物料的浪費。
(3) 該技術可視化程度高,可對實際測試難度較大的數據更直觀地進行模擬,并對易測得數據的可靠性進行驗證,且該技術投資回收期不足半年,值得推廣。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
