成型方式對ABS塑料摩擦學性能的影響*
2020-10-10 08:08:06馬賽賽詹勝鵬金永亮馬利欣段海濤
潤滑與密封 2020年9期
馬賽賽 詹勝鵬 賈 丹 金永亮 馬利欣 段海濤
(1.武漢材料保護研究所 湖北武漢 430030;2.特種表面保護材料及應用技術(shù)國家重點試驗室 湖北武漢 430030)
3D 打印(3D printing)快速成型技術(shù)是制造業(yè)領(lǐng)域正在迅速發(fā)展壯大的一項新興的增材制造技術(shù),被喻為“具有工業(yè)革命意義的制造技術(shù)”[1-5]。3D打印技術(shù)發(fā)展至今,出現(xiàn)了光固化立體成型(SLA)、分層實體制造(LOM)、選擇性激光燒結(jié)(SLS)、熔融沉積成型(FDM)等十多種不同的成型工藝技術(shù)。其中,F(xiàn)DM 3D打印技術(shù)由Scott Crump于1988年發(fā)明,其原理是將絲狀的熱塑性材料從加熱的噴頭擠出,按照預定的軌跡和速率進行熔體逐層沉積,從而實現(xiàn)立體成型[6]。FDM 3D打印技術(shù)由于其操作方便、成型速度快、打印材料成本低等優(yōu)點,已逐漸成為目前應用前景廣闊,發(fā)展?jié)摿Υ蟮?D打印技術(shù)。近年來,3D打印技術(shù)快速發(fā)展,并在航空航天、汽車工業(yè)、醫(yī)療衛(wèi)生、工業(yè)設計等領(lǐng)域被廣泛應用。
隨著3D打印技術(shù)越來越多地走進人們的視野,3D打印制件的性能一直備受國內(nèi)外學者關(guān)注[7-11]。目前,對3D打印制件的性能研究主要集中在成型工藝和打印材料2個方面。ABS(丙烯腈-丁二烯-苯乙烯)因具有質(zhì)堅、性韌、剛性大等優(yōu)點,是最常用的打印材料之一,被廣泛應用于工業(yè)零部件的制備。國外學者MARWAH等[12]使用DOE方法設計試驗研究了成型參數(shù)對ABS制件收縮率的影響,并通過ANOVA、主效應圖(MEP)和回歸方法發(fā)現(xiàn)熱床溫度對收縮率影響最大,并確定了使收縮率較低的最佳參數(shù)設置。SAGIAS等[13]對影響試樣機械性能的打印參數(shù)進行分析,發(fā)現(xiàn)對試樣力學性能影響從大到小的因素依次為層厚、打印強度、打印形狀、打印角度。國內(nèi)學者也對ABS材料的FDM成型件的性能開展了廣泛研究,主要研究方向為填充率[14]、填充方式[15]、正交鋪層角度[16]和其他工藝參數(shù)[17-19]對試樣力學性能的影響。也有學者從打印材料著手對成型件的性能進行優(yōu)化,例如在ABS中加入PC[20]、蒙脫土[21]、SCF[22]以減小成型件的翹曲變形,提高尺寸穩(wěn)定性及缺口沖擊強度,降低孔隙率。但是,目前國內(nèi)外學者對ABS材料的FDM成型件的關(guān)注點大多集中在機械性能與力學性能方面,而對其摩擦學性能的研究卻鮮有報道。而摩擦學性能作為機械零部件的一個重要特征,對FDM成型件在工業(yè)領(lǐng)域的應用具有重要意義。
本文作者以ABS為原材料,采用FDM和傳統(tǒng)模壓成型方式制備ABS試樣,利用銷/球-盤摩擦磨損試驗機考察不同成型方式制備試樣的摩擦學性能;利用SEM觀測試樣磨損表面形貌,并通過白光共焦三維形貌儀測量試樣磨損表面形貌參數(shù),探討試樣磨損機制。研究結(jié)果為提高3D打印制件的摩擦學性能,以更好地應用于工業(yè)領(lǐng)域提供參考。
1 試驗部分
1.1 原材料
試驗中所用ABS絲材為市購產(chǎn)品,直徑為1.75 mm,顏色為白色,廣東銀禧科技股份有限公司生產(chǎn)。其主要性能指標如表1所示。

表1 原材料主要性能參數(shù)
1.2 試樣制備
FDM 3D打印制樣:在Solidworks軟件上建立高10 mm、外徑50 mm、內(nèi)徑8 mm的試樣模型,將模型導入切片軟件Cura進行切片處理與路徑規(guī)劃,并設置打印參數(shù)。根據(jù)所購ABS線材給出的參考打印溫度,設置打印機參數(shù):噴頭溫度240 ℃,熱床溫度80 ℃,打印速度50 mm/s,填充率100%。參考文獻[23],設置4種不同打印層厚,分別為0.1、0.2、0.3、0.4 mm。
模壓成型制樣:將ABS線材剪成小于5 mm的小段,制備模壓成型試樣。
對制備的FDM 3D打印試樣和模壓成型試樣按圖1規(guī)格進行精車加工。

圖1 圓盤的尺寸(表面粗糙度小于0.5 μm)
1.3 試驗方法
在SST-ST銷/球-盤摩擦學試驗機上進行干摩擦試驗。試驗參數(shù):載荷20 N,轉(zhuǎn)速200 r/min,時間20 min。試驗環(huán)境溫度為 (22±1) ℃,相對濕度為40%±5%。試驗前后,分別用無水乙醇將試樣超聲洗凈并吹干。利用SEM觀測試樣磨損的表面形貌,并通過白光共焦三維形貌儀測量試樣磨損表面形貌參數(shù)。使用DSC 204 HP 型高壓差示掃描量熱儀測定試樣的初始氧化溫度。初始氧化溫度測試試驗環(huán)境為氧氣,環(huán)境壓力3.5 MPa,氧氣流量100 mL/min,升溫速率10 K/min。采用紅外光譜儀分析各試樣的紅外光譜,紅外光譜的分辨率為4 cm-1,波數(shù)范圍為4 000~650 cm-1。使用邵氏硬度計對試樣進行硬度測量。
2 結(jié)果與討論
2.1 密度和硬度
從圖2中可以看出,與FDM試樣相比較,模壓成型試樣具有較高的硬度和密度。主要原因是模壓過程中,熱和壓力的作用使得材料分子內(nèi)部更加致密,而FDM過程中材料為逐層堆積,試樣未受壓力作用,致密性較差。除打印層厚為0.4 mm的試樣外,F(xiàn)DM試樣的密度和硬度均隨層厚增加而逐漸降低,這是因為材料逐層熔融沉積,且每層絲材并排放置,這可能會導致試樣內(nèi)部存在孔隙,且打印層厚越厚存在孔隙越多。

圖2 不同成型方式的ABS試樣密度與硬度
2.2 紅外光譜
所有試樣的FTIR光譜如圖3(a)所示。由于高分子鏈由許多重復結(jié)構(gòu)單元組成,各單元原子振動形式和振動頻率幾乎不變,故試樣的FTIR光譜均可對比各單體的特征振動峰歸屬來進行解析。
在圖3(a)的FTIR譜圖中,所有樣品均顯示出丙烯腈、丁二烯及苯乙烯的特征振動峰,所以不同成型方式并不改變材料的分子結(jié)構(gòu)。


圖3 不同成型方式的ABS試樣的FTIR光譜
2.3 起始氧化溫度
圖4(a)所示為不同試樣的熱流曲線,由曲線可測得各試樣的起始氧化溫度,如圖4(b)所示。可以看出,所有以ABS線材為原材料的試樣的起始氧化溫度基本相同,說明不同成型方式并不改變材料的氧化性能。
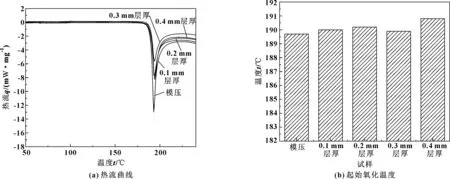
圖4 不同成型方式的ABS試樣起始氧化溫度
2.4 摩擦磨損性能分析
2.4.1 摩擦因數(shù)
從圖5中可以看出模壓成型試樣的摩擦因數(shù)穩(wěn)定平滑,這是由于該試樣是在熔融態(tài)下熱壓成型,使得內(nèi)部材質(zhì)均勻;此外,模壓成型試樣摩擦因數(shù)較高,其原因可能是該試樣硬度較大,使得摩擦過程中試樣與對摩件的接觸面積小,赫茲接觸應力較大,導致摩擦因數(shù)比較大。不同層厚(0.1、0.2、0.3、0.4 mm)的FDM試樣在初始階段摩擦因數(shù)均比較平穩(wěn),但分別在200、780、600、300 s后出現(xiàn)較大幅度振蕩。這是由于FDM成型試樣是逐層材料堆積,在摩擦過程中隨著時間的增加,與對摩件接觸的部分打印材料層會被磨穿,新的打印材料層會出現(xiàn),形成不同程度的凹坑,使得摩擦表面平整度降低,粗糙度增加,摩擦過程出現(xiàn)振蕩。

圖5 不同成型方式的ABS試樣的摩擦因數(shù)曲線
2.4.2 耐磨損性能
材料的耐磨損性能決定了在相對運動過程中頂層材料不斷損傷的程度。通過白光共聚焦三維表面輪廓儀測得試樣磨損表面輪廓線,如圖6所示。可看出,F(xiàn)DM試樣的磨損深度和寬度均大于模壓成型試樣。這是由于FDM是通過逐層疊加的方式來制備試樣的,層與層之間通過材料的黏結(jié)性結(jié)合在一起,沒有壓力作用。這導致FDM試樣的致密度低于模壓成型試樣,因此其磨損深度和寬度都比較大,耐磨損性能較差。FDM成型試樣中,試樣的磨損深度和寬度由小到大依次為0.2 mm層厚、0.3 mm層厚、0.1 mm層厚、0.4 mm層厚試樣。FDM成型試樣由于其成型方式?jīng)Q定它為層狀結(jié)構(gòu),摩擦過程中試樣會被逐層磨穿形成犁溝,在試樣頂層被破壞后,試樣摩擦表面粗糙度增大導致其耐磨損性能降低。0.1 mm層厚試樣單層層厚很低,頂層材料很容易被磨穿,因此其磨痕深度和寬度較大;0.3 mm層厚試樣單層層厚較大,這導致每層的絲材之間黏結(jié)性降低,在摩擦過程中絲材發(fā)生分離,使其耐磨損性能降低。

圖6 不同成型方式的ABS試樣磨損表面輪廓線
2.4.3 表面形貌參數(shù)
為了更好地表征各試樣摩擦前后的變化,采用白光共聚焦三維表面輪廓儀對摩擦后的試樣表面進行表征,獲得了磨損后表面三維形貌,如圖7所示。圖中較寬的犁溝區(qū)域為磨損后的表面,犁溝方向為滑動摩擦的方向。從圖中可以看出,相比于FDM試樣,模壓成型試樣的磨痕區(qū)域的粗糙度較低,磨損程度較輕。這是由于模壓成型試樣密度和硬度較大,材料內(nèi)部結(jié)構(gòu)也較均勻,所以摩擦過程穩(wěn)定,摩擦學性能較好。

圖7 不同成型方式的ABS試樣磨損表面形貌
FDM試樣中,0.1 mm層厚試樣磨痕粗糙度高于0.2、0.3 mm層厚試樣(見表2),且磨損程度也較重,而0.2、0.3 mm層厚試樣單層層厚較厚,頂層材料在摩擦過程中承載載荷能力較強,不易被磨穿,因此磨損程度較輕。從圖7(b)中可以明顯看出,0.1 mm層厚試樣頂層材料被完全磨穿,其原因是單層層厚較薄;頂層材料被磨破后產(chǎn)生很多磨屑,磨屑在法向載荷作用下壓入摩擦表面,發(fā)生黏著磨損。從圖7(c)可看到,試樣在磨痕及其附近出現(xiàn)明顯裂痕,這是由于成型過程中每層的成型方式為噴頭噴出絲材并排排列,當打印層厚增大時,絲材之間的黏結(jié)力降低,因此在載荷作用下,并排絲材之間即發(fā)生分離,導致出現(xiàn)裂紋(這在SEM圖片中可以觀察到)。由于文中試驗使用的FDM 3D打印機噴頭直徑為0.4 mm,當單層層厚設置為0.4 mm時,試樣成型過程為圓柱形絲材并排排列、沉積,同一層絲材之間幾乎沒有擠壓作用,導致絲材之間黏結(jié)力很小,且試樣孔隙率較高,因此0.4 mm層厚試樣在摩擦過程中發(fā)生了嚴重磨損,如圖7(e)所示。

表2 不同成型方式的ABS試樣磨損前后粗糙度
2.4.4 磨損機制
從圖8(a)中可以看到,模壓成型試樣磨損后表面有明顯的平行犁溝,主要磨損機制為磨粒磨損。這是由于法向載荷將磨料壓入摩擦表面,而滑動時的摩擦力通過磨料的犁溝作用使表面剪切、犁皺和切削,產(chǎn)生槽狀磨痕,這是微切削類型的磨料磨損[27]。從圖8(b)中可以看出,摩擦后0.1 mm層厚FDM試樣表面有很多裂紋和被剝落的碎屑,且磨痕邊緣的頂層材料發(fā)生了剝離,主要的磨損機制為黏著磨損。這是由于FDM試樣的層與層之間的黏結(jié)性較差,沒有很好地融為一體,摩擦過程中,當材料表面受到載荷的作用時,頂層材料發(fā)生斷裂進而剝落。從圖8(c)、(d)中可以看出,試樣層厚增大會導致其絲材之間黏結(jié)力減小,頂層材料在摩擦力作用下很容易發(fā)生絲材的分離,分離后的絲材在摩擦力的持續(xù)作用下發(fā)生扭曲變形,進而斷裂,導致頂層材料被破壞,產(chǎn)生犁溝。0.4 mm層厚試樣由于孔隙率太高,無法抽真空,不能進行電鏡試驗,因此文中未給出其磨損表面形貌。

圖8 不同成型方式的ABS試樣頂層SEM形貌
3 結(jié)論
(1)不同成型方式制備試樣具有相同的起始氧化溫度和紅外光譜,成型方式不改變材料的氧化性能和分子結(jié)構(gòu);FDM試樣的密度和硬度均低于模壓成型試樣,不同打印層厚的試樣隨著層厚的增加硬度和密度降低,但最大打印層厚(0.4 mm)試樣例外,其硬度和密度進一步升高而不是降低。
(2)FDM試樣與模壓成型試樣相比,耐磨性較差,但摩擦因數(shù)較低,其摩擦機制主要為黏著磨損,而模壓成型試樣的摩擦機制主要為磨粒磨損。
(3)不同打印層厚的FDM試樣中,層厚過低會導致試樣頂層材料很容易被磨破,層厚過高會導致其黏結(jié)力降低、致密度較差,這都會降低試樣的耐磨性。文中試驗條件下,0.2 mm層厚試樣具有較好的耐磨性。
