化工泵用細(xì)長軸加工精度控制的研究
2020-10-12 09:14:30劉尚明
山東化工 2020年16期
劉尚明
(本溪市化學(xué)工業(yè)學(xué)校,遼寧 本溪 117000)
化工企業(yè)大量使用泵類設(shè)備輸送流體,其中有一類泵的主軸長度和直徑之比超過25,稱為細(xì)長軸類零件,如尿素水解給料泵、高壓氨水泵的轉(zhuǎn)子軸。這類軸在泵中承擔(dān)著傳遞動力,支撐旋轉(zhuǎn)零件的作用,常為多段分級結(jié)構(gòu),因?yàn)閭鬏斀橘|(zhì)往往具有壓力和腐蝕性質(zhì),軸材料要具有一定的耐蝕性能和較高的硬度。化工生產(chǎn)嚴(yán)格的工藝條件,對細(xì)長軸的尺寸、形位精度提出了較高的要求。但是,細(xì)長軸在實(shí)際加工過程中,由于連續(xù)走刀及潤滑冷卻的不充分,能產(chǎn)生受熱變形,頂尖長時間的工作會卡死工件。細(xì)長軸類零件剛度較低,加工受力時工件會變形引起振動,導(dǎo)致工件精度達(dá)不到要求。工件的高速旋轉(zhuǎn)產(chǎn)生離心力能加劇工件的變形,導(dǎo)致誤差進(jìn)一步的加大。因此,細(xì)長軸的加工是一個較為困難的過程,軸的加工精度難以控制,需要科學(xué)合理的設(shè)置加工參數(shù)和控制范圍,確保細(xì)長軸的加工質(zhì)量。
1 影響加工精度的因素
1.1 影響精度的誤差
1.1.1 加工前的變形
主要是毛坯在加工過程中,由于各種原因而產(chǎn)生的形狀誤差及變形,以及運(yùn)輸與儲存過程中由于放置管理不當(dāng)而產(chǎn)生的變形[1]。
1.1.2 加工工藝系統(tǒng)誤差
細(xì)長軸的加工精度由工件、刀具、夾具、機(jī)床等完整的工藝系統(tǒng)的精度保證,工藝系統(tǒng)的誤差決定了加工誤差。工藝系統(tǒng)誤差包括加工機(jī)床本身的精度誤差,刀具和夾具制造產(chǎn)生的誤差,工藝系統(tǒng)因?yàn)榧庸な芰笆軣岙a(chǎn)生的誤差,刀具走刀的原理誤差,工件本身的變形產(chǎn)生的誤差,測量產(chǎn)生的誤差等[2]。當(dāng)產(chǎn)生的誤差與加工的工藝方向相同時,誤差影響較大,確定為加工敏感方向。
2 誤差分析
2.1 誤差分析方法
為保證加工精度,要在加工前使工藝系統(tǒng)處于良好狀態(tài),進(jìn)行誤差的原因分析,具體有排列圖、直方圖、因果圖、控制圖等。其中,因果圖又稱為石川圖,是把影響質(zhì)量的因素按照原因和結(jié)果進(jìn)行分類,以樹狀圖的形式表現(xiàn)出來,便于分析以找出提高加工質(zhì)量的方法。長軸加工存諸多影響精度控制的問題,有不同尺寸和公差的軸頸對精度的影響,有各個軸頸同時對基準(zhǔn)軸的跳動度要求,為保證精度,分析所有影響加工的精度,采用因果圖為工具進(jìn)行分析。
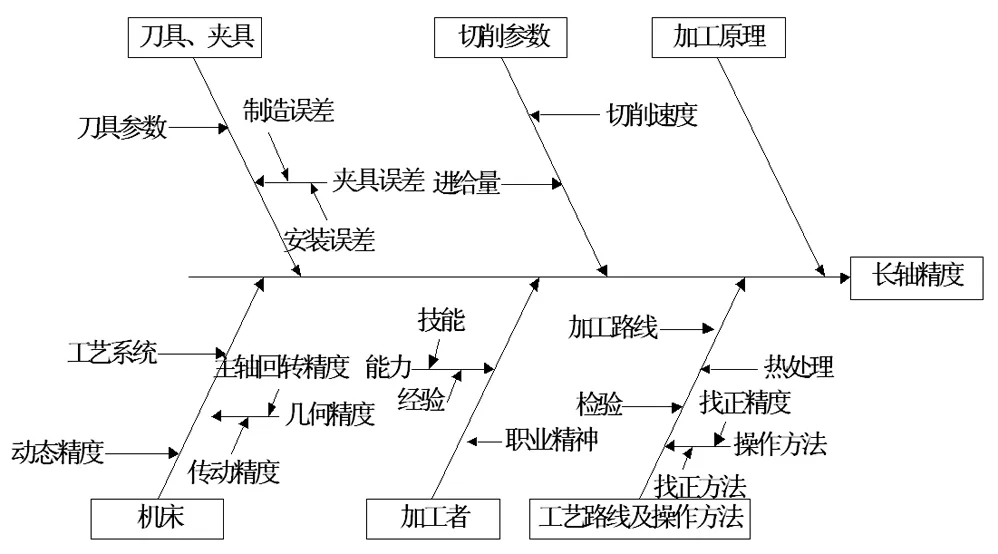
圖1 長軸加工精度因果分析圖
2.2 因果圖分析
確定主線,確定加工誤差消除的目標(biāo)是軸上各段對基準(zhǔn)軸線的跳動精度達(dá)到規(guī)定值。然后,分析各種因素對加工目標(biāo)的影響,按照工藝系統(tǒng)的各要素進(jìn)行分類研究,分出主要因素和次要因素,從左到右展開各要素,形成大分支支配小分支,小分支影響大分支的樹狀結(jié)構(gòu)圖,具體如圖1所示。
3 提高加工精度的關(guān)鍵技術(shù)措施
3.1 使用性的要求
長軸的加工首先考慮的是使用性。長軸的加工精度包含尺寸公差、形狀公差和位置公差,在加工中尺寸公差限制位置公差,位置公差限制形狀公差。加工精度高,成本必然提高,因此把零件加工到最佳數(shù)值是不必要的,在盡可能降低成本的條件下,保證加工精度在可接受范圍內(nèi),達(dá)到軸的工藝要求是合理的方法。
3.2 精度控制的方法
3.2.1 床身及輔具的調(diào)整
加工長軸的機(jī)床要有足夠的導(dǎo)軌長度,并且要保證導(dǎo)軌與車床尾座套筒中心、主軸旋轉(zhuǎn)中心具有較高的同軸度。
使用數(shù)控機(jī)床加工時,跟刀架的中心要與數(shù)床的中心一致。使用普通車床加工,選用帶有三個弧面支撐塊的跟刀架,可以有效降低加工引起的振動,減少變形誤差量,提高加工精度。跟刀架的卡爪與軸接觸的夾緊力不應(yīng)過大,避免出現(xiàn)竹節(jié)形的誤差,當(dāng)然夾緊力過小也不合適。同時,加工中也可以根據(jù)工藝實(shí)際使用可調(diào)節(jié)的托架,起到支撐工件、消除振動的作用。
3.2.2 裝夾的適配
加工過程中,細(xì)長軸精度不達(dá)標(biāo)的一個重要因素是頂尖調(diào)整的不到位,限制了細(xì)長軸膨脹,使工件產(chǎn)生加工誤差,所以用彈簧回轉(zhuǎn)頂尖是必要的。當(dāng)工件熱變形伸長時,工件推動頂尖壓縮內(nèi)部的蝶形彈簧,釋放長軸的形變,這樣的工件不容易彎曲。同時,提高細(xì)長軸頂尖孔的加工精度也是加工中需要注意的問題。
3.2.3 進(jìn)給方式和切削用量的選擇
長軸加工時,切削深度增加,會加大切削力,引起細(xì)長軸受力形變,因此加工中要求徑向切削分力較小,大進(jìn)給量可以降低切削分力,減少工件加工產(chǎn)生的彎曲變形。反向切削,可以保證較高的平穩(wěn)性,具有一定的抗振性,這些對提高精度是有益的。但是需要注意的是,軸的長徑比大小與切削用量是成反比的,軸長徑比越大越需要考慮降低進(jìn)給量。軸的材料硬度高低與進(jìn)給量也是反比關(guān)系,因?yàn)楸糜瞄L軸在化工工藝條件下工作,經(jīng)常選用硬度較高的金屬材料,所以加工的進(jìn)給量不能太高。在實(shí)際加工中,進(jìn)給量要根據(jù)工藝條件和材料材質(zhì)綜合考慮。
3.2.4 刀具幾何參數(shù)的設(shè)定
刀具主偏角對加工振動的大小有直接影響。主偏角大,軸向力變大,徑向力減小,切削振動減弱,所以為提高加工精度,應(yīng)選用主偏角較大的刀具。刀具前角決定了刀刃的鋒利程度,刀具越鋒利,加工切削熱越小,但較大的前角增大了刀具的磨損,降低了刀具強(qiáng)度,刀具的耐用度降低,所以應(yīng)合理的確定前角值。細(xì)長軸剛度較低,一般細(xì)長軸車刀的前角在20°~30° 較為合適。刀具的后角可以減少后刀面與軸表面的摩擦,直接影響軸表面質(zhì)量,為減少長軸加工的上下跳動,后角不宜選擇較大,可以設(shè)定在6°~8°。為使切屑流向特定區(qū)域,增加刀刃強(qiáng)度,刀具要刃磨卷刀槽,并保證刃傾角在5°~6°以控制切屑順利排出,保證表面粗糙度要求[3]。
4 結(jié)論
化工泵中細(xì)長軸既受本身結(jié)構(gòu)的制約又有化工嚴(yán)苛工作條件的影響,需要較高的精度以滿足使用要求。為提高加工精度,需要選擇合適的加工方法,合理的刀具參數(shù),切削用量等應(yīng)綜合考慮,以便為細(xì)長軸的精確加工提供保障。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
