探究冷試壓力測試曲線與制造缺陷的對應關系
2020-10-12 13:02:38劉立波高超浪
科學與信息化 2020年20期
劉立波 高超浪


摘 要 隨著對汽車發動機制造質量、整機性能要求的日趨提高,利用冷試技術準確檢測與快速診斷發動機故障的研究,越來越被國內外汽車行業所重視。發動機冷試技術是發動機無燃燒過程的情況下,反映發動機整機裝配性能快節拍、高質量、低成本的檢測方法,可以實現對發動機在線100%測量,主要目的在于通過檢測數據分析判斷發動機是否存在制造過程質量缺陷。
關鍵詞 冷試;圖像分析;制作缺陷
1冷試簡介
冷試是裝配線上針對發動機性能測試的非常重要的測試臺架,采用電機驅動發動機,模擬發動機實際運行過程,并通過一系列的測試項目來對發動機性能進行檢測,由于不使用汽油作為動力,故不產生熱量,所以稱之為冷試。冷試具有測試時間短、測試精確及環保等優點,是目前發動機生產企業對發動機測試所使用的最主要的檢測手段。為了使發動機冷測試系統在生產中的達到最大化的缺陷探測能力,可以通過設置冷試mapping缺陷進行驗證,并結合生產數據對冷試限定值逐步優化。冷試技術是一種質量監控及檢測的手段,利用加裝在設備上的傳感器來收集各種測試數據,測試臺軟件通過專門的測試算法對采集數據進行處理,并將處理結果與設定的限定值比較,從而決定該發動機裝配或零部件質量是否存在缺陷。主要是通過冷試機上加裝的各傳感器信號來監控和測量發動機運轉的各項參數,傳感器主要使用壓力傳感器、溫度傳感器、加速度傳感器、噪聲傳感器、流量傳感器等。測出的數據同標準模板進行數據對比和分析,從而進行故障診斷[1]。
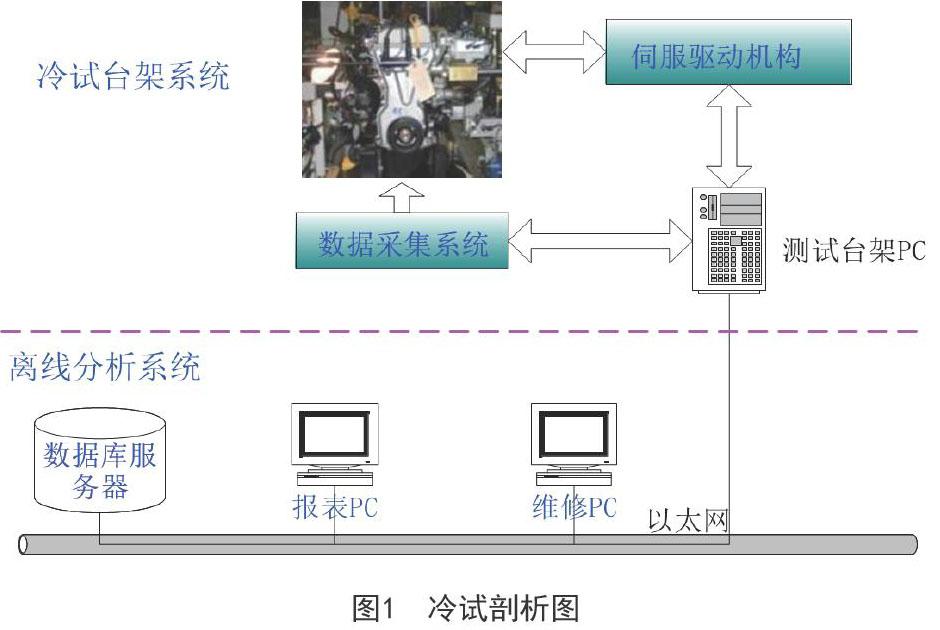
冷試系統一般由機械系統、控制系統和數據采集系統組成的,通過外部驅動帶動發動機運轉,然后通過一些傳感器收集信號,并采用不同的數據分析處理軟件進行數據的分析處理,測試發動機不同工況下的參數,同時結合測試項上下限的設定以及故障影像來判定發動機是否合格并分析故障原因。
2排氣測試曲線分析
排氣測試是冷試中一個非常重要的測試項目,它是通過加裝在冷試設備上的壓力傳感器來獲得排氣壓力信號,并測量排氣壓力的變化以檢查氣門泄漏和確認進氣執行機構等故障。根據發動機的安裝狀態的不同,也有多個傳感器和單個傳感器的測量方式。我們所使用的冷試設備是在每個排氣口上都加裝有排氣壓力傳感器,在采集測試曲線的時候,對每一氣缸采集全程720°內的壓力曲線,這樣一方面可以考核該氣缸整個工作循環中的工作情況,另一方面通過該傳感器能夠間接檢測出相鄰氣缸的工作狀況,同時結合進氣測試曲線對應分析,對問題的分析解決提供參考。
一般的進排氣壓力測試曲線如下圖所示。
圖中的起始點為該缸活塞上止點位置,此時壓縮過程完畢開始進行做功沖程,在做功沖程末尾排氣門提前開啟,排氣壓力開始降低,直到活塞到達下止點,排氣壓力達到最小值,接著活塞在排氣沖程中上行,氣體開始通過排氣口排出燃燒室,排氣壓力開始上升,當活塞即將到達上止點時由于進氣門的提前開啟,排氣壓力開始下降,直到排氣門關閉后,排氣壓力不再發生變化。
在測試過程當中我們對排氣壓力的最小值、最大值、平均值、進排氣門的開啟關閉角度等進行監控,從而可判斷出氣門開啟關閉的性能,再通過氣門開啟時刻的情況,關聯檢測相關進排氣機構的性能,如凸輪軸的加工情況、正時鏈輪及鏈條的裝配情況,包括氣門彈簧、挺柱缺失問題等[2]。
結合發動機的工作原理可知:圖中D、A段如果壓力值明顯增加很可能就是排氣門部位在關閉的情況下發生泄漏。E點的位置可以顯示出排氣門的開啟角度,當然不同類型的發動機設計的氣門開啟角度也是不同的。B點位置是排氣壓力的最大值位置,同時也可以顯示出進氣門的開啟角度,但在實際測試過程中并不能直接檢測到氣門的開啟角度,都是通過排氣壓力的變化來探測的。通過E、B點的角度我們可以檢測氣門間隙或者正時系統等是否完好。
3實例分析
3.1 實例1
圖2圖3均為冷試設備測試形成的排氣壓力測試曲線,白、紅、綠、藍四條曲線分別為1、2、3、4缸的排氣測試曲線,通過圖2曲線我們可以明顯的發現綠色(3缸)測試曲線與其他3條曲線有著明顯的區別,結合圖1來分析:在整個做功、排氣、進氣、壓縮過程中,排氣壓力明顯的降低,對比四個缸曲線發現排氣門開啟關閉位置為發現明顯異常,所以排除氣門間隙對壓力低的影響,因此我們基本可以判定在此過程當中該缸發生了泄漏。從圖3、圖4可以看出,正常發動機4個缸的排氣壓力值相差較小,曲線基本重合,而圖4異常曲線的發動機,其排氣壓力曲線與其他缸的曲線距離相差很遠。對發動機排氣門吹氣后換站重測依然不合格。于是在拆機檢查過程當中檢查了相關部位,并測量了氣門間隙,最后發現3缸活塞第一道氣環處有雜質導致卡死在該缸,這樣導致了活塞環封閉不嚴導致泄漏,不合格圖像與缺陷對應,找到了問題的根本原因。
3.2 實例2
圖5測試曲線為冷試測試過程排氣壓力不合格曲線,其測試結果顯示2缸(紅色曲線)的排氣門開啟位置測試值偏低不合格,從曲線圖上可以發現紅色曲線氣門開啟階段壓力下降的點比其他三個缸明顯提前,根據對排氣壓力曲線的分析,做功沖程階段影響排氣壓力下降位置的原因為氣門開啟,氣門開啟點主要由氣門間隙大小及凸輪軸尺寸決定。圖6是將不合格發動機排氣2缸曲線(黃色)與正常合格發動機2缸曲線進行疊加,圖像疊加后發現不合格發動機曲線排氣壓力明顯低于正常發動機曲線,且圖像顯示的排氣門開啟位置點明顯提前,根據圖像原理分析排氣壓力的最大值產生于在排氣過程中進氣門開啟的時刻,因此在拆機檢查的過程當中發現進氣側2缸和排氣側2缸氣門間隙均小于工藝要求下限,進氣門的開啟時間提前導致排氣壓力超出控制范圍,不合格圖像與缺陷對應,找到了問題的根本原因。
4結束語
在系統性生產測試過程中,通過對冷試進排氣測試曲線的研究分析,可以探測氣門間隙、進排氣凸輪軸、正時系統錯位、缸體缸蓋加工超差、VVT系統運行故障等缺陷。進排氣圖像的研究分析是冷試測試技術關鍵的分析項目,生產制造過程的質量缺陷大多都能通過壓力曲線來進行探測,同時我們也會結合其他測試項目來進行分析,例如NVH震動、運行扭矩、油壓測試等,其次還需要通過設置常見的制造缺陷項目進行冷試數據收集,并結合大量的生產數據加以分析,對冷試限定值進行不斷地修訂,以形成一套可靠的測試系統,從而提升冷試設備對制造缺陷的探測能力[3]。通過持續的數據收集驗證分析,保持冷試系統的功能穩定性,從而最大限度地將制造缺陷控制在生產線,為客戶提供可靠質量的發動機。
參考文獻
[1] 倪計民,趙骎之.基于冷試的汽車發動機活塞泄漏的缺陷分析[J]. 汽車與駕駛維修,2019,3:83-85.
[2] 梅杰.發動機冷試質量問題分析及解決措施[J].新技術新工藝,2017,6:69-71.
[3] 林巨廣,許華,謝峰,等.冷試技術在發動機裝配質量在線檢測中的應用[J].控制與檢測,2010,12:68.