小規模散養智能飼喂器控制系統的設計與實現*
2020-10-13 12:01:16歐陽峰
科技創新與生產力 2020年10期
劉 歡,歐陽峰,李 敏
(1.湖南財經工業職業技術學院,湖南 衡陽 421002;2.衡陽鐳目科技有限責任公司,湖南 衡陽 417603)
隨著我國城市經濟的繁榮,農村青壯年勞動力大規模轉移到城鎮,留守老人、殘障人員等老弱病殘群體留在了農村。這一特殊群體主要特征為:身體狀況差、體能不足,很難勝任高強度的生產勞動,但他們有著強烈的產業脫貧致富愿望。對他們而言,生態喂養生豬因投入相對較少、無需過多外出勞作、市場行情好等優勢而成為首選。小規模散養智能飼喂器能較好地助力這一特殊群體實現脫貧致富愿望,該飼喂器經濟實用、操控簡單,只要在觸摸屏上操作,就能實現將飼料自動傳送到飼喂槽的目的。
1 系統功能與控制要求
1.1 系統功能
為了減輕用戶的勞動強度,小規模散養智能飼喂器具有放料、送料、投料等控制功能。系統啟動,飼喂小車回原點,設置放料參數,用戶在觸摸屏上觸摸 “低速”按鈕,放料電機低速運行,帶動放料機構實現自動放料。若用戶想加快放料速度,可觸摸 “高速”按鈕,放料速度加快。當達到設定放料質量或觸摸 “停止放料”按鈕,系統停止放料。之后進入送料狀態,送料的飼喂小車由伺服電機控制,依次到達槽位1、槽位2、槽位3 送料。若車內無存料,飼喂小車自動返回原點加料,然后運行至相關槽位繼續投料。投料由變頻電機控制,投料速度根據各槽位需料量與實際料量的差值來決定,并由投料電機的運行頻率控制。
1.2 控制要求
1)設備上電,飼喂小車回原點,在操作面板上設定放料參數,觸摸 “低速”按鈕,自動放料;若想加快放料速度,觸摸 “高速”按鈕,放料速度加快。
2)放料量達到設定值或按下 “停止放料”按鈕,放料結束。設定槽位1 需料量參數,飼喂小車向槽位1 運行,到達槽位1 后飼喂小車停止,飼喂小車內部的電機通過投料機構向槽位1 投料,投料速度由槽位1 需料量的設定值與實際值之差決定,并由變頻器控制其速度。當槽位1 投料完成 (實際料量達到設置的需料量參數)后,再設置槽位2 需料量參數,飼喂小車向槽位2 運行,到達槽位2 開始投料。當槽位2 投料完成后,再設置槽位3 的需料量參數,然后向槽位3 投料。當所有槽位都投料完成后,系統停止運行。
2 系統硬件配置
2.1 系統主要設備
在小規模散養智能飼喂器控制系統中,采用昆侖通態監視與控制通用系統 (Monitor and Control Generated System,MCGS) TPC7062Ti 型觸摸屏作為人機界面。為了靈活控制放料速度,放料機構由雙速電機控制,采用YD112M-4/2 型雙速電機。送料的飼喂小車由伺服電機控制,采用ECMAC20604RS 型伺服電機和ASDA-B2 型伺服驅動器。投料機構由變頻器和三相異步電動機共同控制,采用 FR-E740 型變頻器和 Y-112M-4 型三相異步電動機。
2.2 PLC 選型及I/O 端口地址分配
根據該控制系統的功能要求,結合性能價格比并考慮PLC 的主流機型[1],選用三菱FX3U-32MT型PLC。PLC 的輸入/輸出 (I/O)端口地址分配見表 1 和表 2。

表1 PLC 的輸入端口地址分配
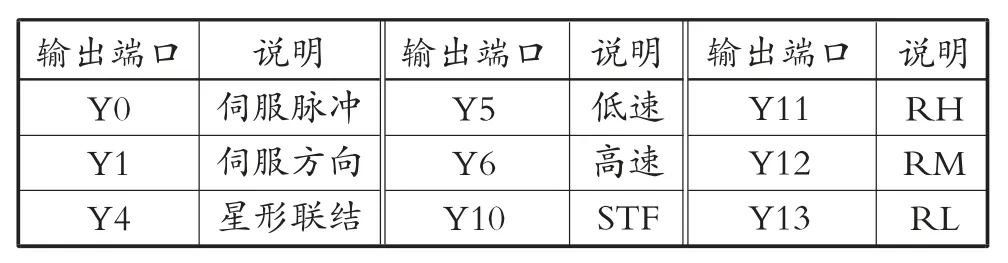
表2 PLC 的輸出端口地址分配
3 控制系統的軟件設計
該控制系統的軟件設計包括PLC 程序設計和人機界面設計[2]。考慮到小規模散養生豬數量不多的特點,選定3 個飼喂槽作為研究對象,從飼喂小車回原點、系統啟動、放料、送料、投料5 個方面進行設計。
3.1 控制系統的軟件設計思路
3.1.1 回原點
合上電源開關,用戶觸摸 “回原點”按鈕,系統初始化,飼喂小車回原點, “原點回歸”信號燈閃爍。
3.1.2 系統啟動
按下 “系統啟動”按鈕,系統啟動,“系統啟動”信號燈閃爍。需要注意的是,只有在系統啟動的條件下,才能進行其他功能的操作 (回原點除外)。為了少占存儲單元, “系統啟動”采用主控觸點指令。
3.1.3 放料
系統啟動后,根據實際情況設置放料參數,即“小車料量設置”,由于該控制系統中 “小車料量設置”最大值為100 kg,因此可在0~100 kg 進行參數設置。通常情況下,按下操作區的 “低速”按鈕,開始放料,放料速度在顯示區顯示。若想放料速度加快,可按下 “高速”按鈕,放料電機先低速啟動,通過延時自動進入高速運行狀態,放料速度增加1 倍,放料速度也在顯示區顯示。值得注意的是飼喂小車必須在原點才能進行放料。當需要再次放料 (也稱為加料)時,系統將自動進行低速加料,若想提高加料速度,也可人工進行高速加料。放料過程中,當放料質量達到 “小車料量設置”參數時或按下 “停止放料”按鈕,系統將停止放料。
3.1.4 送料
完成放料任務后,設置 “槽位1 需料量”參數,由于該控制系統中槽位1~槽位3 的需料量參數最大值為60 kg,因此3 個槽位需料量參數均可在0~60 kg 范圍內進行設置。飼喂小車向槽位1 運行送料,到達槽位1 后飼喂小車停止,進行投料。當觸摸屏顯示區 “槽位1 實際料量”達到 “槽位1需料量”時,槽位1 投料任務完成。若飼喂小車內有存料 (顯示區的 “小車實際料量”可顯示實際質量),設置 “槽位2 需料量”參數 (0~60 kg),飼喂小車向槽位2 運行送料,到達槽位2 后小車停止,進行投料。若飼喂小車內無存料 (顯示區的 “小車實際料量”顯示為0 kg),飼喂小車回原點自動加料,完成加料任務后,飼喂小車向槽位2 運行送料,到達槽位2 后飼喂小車停止,進行投料。當觸摸屏顯示區 “槽位2 實際料量”達到 “槽位2 需料量”時,槽位2 投料任務完成。若飼喂小車內有存料,設置 “槽位3 需料量”參數 (0~60 kg),飼喂小車向槽位3 運行送料,到達槽位3 后飼喂小車停止,進行投料。若飼喂小車內無存料,飼喂小車回原點自動加料,完成加料任務后,飼喂小車向槽位3 運行送料,到達槽位3 后飼喂小車停止,進行投料。當觸摸屏顯示區 “槽位3 實際料量”達到 “槽位3 需料量”時,槽位3 投料任務完成。當3 個槽位加滿料后系統停止。
3.1.5 投料
當送料的飼喂小車到達目的地后,開始投料。投料速度是根據各槽位設置的需料量與其實際料量的差值決定的,由變頻器進行控制。當各槽位的需料量與其實際料量的差值≥40 時,變頻器以30 Hz運行,投料速度為3 kg/s;當20≤差值<40 時,變頻器以20 Hz 運行,投料速度為2 kg/s;當0<差值<20 時,變頻器以10 Hz 運行,投料速度為1 kg/s。當各槽位的實際料量達到各槽位的需料量參數時,變頻器停止工作,系統停止投料。
3.2 PLC 控制流程
小規模散養智能飼喂器的放料、送料、投料的控制流程見圖1。

圖1 控制流程圖
3.2.1 放料環節
放料前,飼喂小車必須回原點,設置放料參數后,操作放料按鈕才能進行放料。放料速度由雙速電機控制,一般情況下,操作低速按鈕;若想加快放料速度,操作高速按鈕。當實際放料量達到設定放料參數或按下停止放料按鈕,才停止放料。
3.2.2 送料與加料環節
當放料任務完成后,設置槽位1 的需料量參數,飼喂小車去槽位1 送料,到達槽位1 后進行投料。完成槽位1 的投料任務后,根據飼喂小車內有無存料,確定去槽位2 送料還是回原點加料。若飼喂小車內有存料,設置槽位2 的需料量參數,飼喂小車去槽位2 送料;若飼喂小車內無存料,則飼喂小車回原點自動加料,加料完成后,飼喂小車去槽位2 送料,到達槽位2 后進行投料,以此類推。
3.2.3 投料環節
送料的飼喂小車到達目的地后就進行投料。投料速度根據各槽位設置的需料量與其實際料量的差值決定,由變頻器進行控制。圖2 為槽位1 投料控制梯形圖。

圖2 槽位1 投料控制梯形圖
圖2 中,D1 為槽位1 需料量;D10 為槽位1實際料量;D111 為槽位1 需料量與槽位1 實際料量之差;D13 為飼喂小車實際料量;D9 為投料速度;D110 對投料電機頻率進行控制。槽位2、槽位3 的投料速度與槽位1 相同,其PLC 程序僅需改變其對應的觸摸屏關聯即可。若用戶想擴大規模,增加若干個槽位,無需將現有的程序推翻重來,大大減輕了工程技術人員的工作量。
3.3 人機界面設計
人機界面是人與機器進行信息交流的場所[3]。該控制系統采用MCGS 作為人機界面,布置有參數設定區、操作區、指示區和顯示區等4 個區域,見圖3。一是設定區,通過人機界面,用戶可根據實際需求更改飼喂小車料量設置,從而改變飼喂小車放料量;通過修改槽位1~槽位3 的需料量,以滿足不同工藝的需求;有些參數已由技術人員設定,如槽位距原點的距離,無需再次設定。二是操作區,用來進行相關操作,包括飼喂小車回原點、系統啟動、系統停止、停止放料以及控制放料速度的低速按鈕和高速按鈕。三是指示區,用來顯示系統的狀態,這樣用戶從人機界面上可得知系統的啟動狀態、放料電機的運行情況等。四是顯示區,可實時顯示系統實際值,包括變頻器的運行速度、放料速度、投料速度、槽位1~槽位3 的實際料量以及飼喂小車的實際料量等。

圖3 小規模散養智能飼喂器控制系統的人機界面
4 小規模散養智能飼喂器控制系統的操作使用
4.1 回原點操作
合上電源開關→觸摸操作區的 “回原點”按鈕→飼喂小車回原點,指示區的 “原點回歸”信號燈閃爍。
4.2 系統啟動操作
觸摸操作區的 “系統啟動”按鈕→系統啟動,“系統啟動”信號燈閃爍。
4.3 放料操作
在觸摸屏參數設定區中設置 “小車料量設置”參數→觸摸操作區的 “低速”按鈕→低速放料,觸摸屏指示區 “低速”和 “放料”指示燈閃爍,顯示區顯示 “放料速度”。若想加快放料速度,觸摸“高速”按鈕→先低速放料→延時自動進入高速放料狀態,觸摸屏指示區 “高速”和 “放料”指示燈閃爍,顯示區顯示 “放料速度”→當觸摸屏顯示區“小車實際料量”達到 “小車料量設置”參數時或按下 “停止放料”按鈕→停止放料。
4.4 送料及投料操作
完成放料任務后,設置 “槽位1 需料量”參數→飼喂小車去槽位1 送料,到達后飼喂小車停止,進行投料→投料速度根據設置的 “槽位1 需料量”參數值與 “槽位1 實際料量”的差值進行自動調節,并顯示在觸摸屏顯示區→當觸摸屏顯示區“槽位1 實際料量”達到 “槽位1 需料量”時,槽位1 投料任務完成。
若飼喂小車內有存料→設置 “槽位2 需料量”參數→飼喂小車去槽位2 送料,到達后飼喂小車停止,進行投料;若飼喂小車內無存料→飼喂小車回原點自動加料,完成加料任務后→飼喂小車去槽位2 送料,到達后飼喂小車停止,進行投料。
槽位2 投料任務完成后,若飼喂小車內有存料,設置 “槽位3 需料量”參數→飼喂小車向槽位3 送料,到達后飼喂小車停止,進行投料;若飼喂小車內無存料,飼喂小車回原點自動加料,完成加料任務后→飼喂小車去槽位3 送料,到達后飼喂小車停止,進行投料。當3 個槽位均加滿料后,停止投料。
4.5 預警功能
為了防止飼喂小車越界,設有限位保護,一旦越界,系統會出現報警提示,如 “小車左越程”“小車右越程”。
5 結束語
小規模散養智能飼喂器通過對放料、送料、投料的自動控制,大大減輕了勞動強度,提高了勞動效率,響應了 “精準扶貧”國家戰略。通過加快農業科技改革創新,加強先進實用技術推廣[4],能夠更好地服務 “三農”,助力貧困人員產業脫貧。對于脫貧致富的用戶,若想適當擴大規模,在智能控制方面無需再進行投資,工程技術人員只要增加部分軟件設計就可實現,大大節省了經濟成本。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
少先隊活動(2021年4期)2021-07-23 01:46:22
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
商業評論(2014年9期)2015-02-28 04:32:41
中國艦船研究(2014年5期)2014-05-14 06:43:09