陜西野生窩兒七的有效成分與土壤因子的相關性分析△
2015-09-25 13:02:03孫濤白吉慶吉葉平張崗
中國現代中藥 2015年6期
孫濤,白吉慶,吉葉平,張崗
(陜西中醫學院,陜西 咸陽 712046)
·中藥農業·
陜西野生窩兒七的有效成分與土壤因子的相關性分析△
孫濤*,白吉慶,吉葉平,張崗
(陜西中醫學院,陜西 咸陽 712046)
目的:測定窩兒七中有效成分的含量, 測定窩兒七產地土壤因子的含量, 應用SPSS17.0統計軟件對不同產地窩兒七有效成分的含量和土壤因子的含量進行偏相關系數分析,篩選影響窩兒七有效成分的主導土壤因子。方法:HPLC法,常規土壤測定法,偏相關分析法。結果:窩兒七中總木質素含量與速效氮呈顯著負相關性,與速效鉀、pH呈正相關性;總黃酮、槲皮素的 含量與鋅、銅呈顯著地負相關性;鬼臼毒素的含量與全氮、速效鉀呈極顯著負相關性, 與速效氮、鐵呈極顯著的正相關性;山奈素的含量與土壤中pH呈顯著地負相關性,與全磷的含量呈顯著的正相關性。結論:窩兒七的有效成分與土壤中的氮、鉀、鐵、 銅、鋅、pH具有密切關系。
窩兒七;高壓液相色譜法;土壤因子
窩兒七為小檗科山荷葉屬的多年生的草本植物南方山荷葉Diphylleiasinensis的干燥根及根莖。具有祛風濕、清熱涼血、活血止痛、解毒功效,主要用于治療血滯經閉、痛經、月經不暢、跌打損傷、風濕關節炎、筋骨疼痛、癰腫瘡傷、毒蛇咬傷等癥[1]。窩兒七中含有槲皮素、鬼臼毒素、山奈素等有效成分,而鬼臼毒素和脫氫鬼臼毒素具有明顯的抗癌活性[2-3]。黃酮類物質在改善心血管系統、內分泌系統和抗腫瘤方面具有明顯的藥理作用[4]。
植物體中的次生代謝產物的形成與積累受環境因素的影響,除了隨氣候季節變化外,亦受土壤中的礦物質種類和肥力等因素的影響。近年來,由于窩兒七中含有抗癌活性成分鬼臼毒素,越來越受到人們的關注,許多研究者對其進行研究,但是未見關于土壤因子與窩兒七有效成分間的相關性分析。本研究對陜西省6個產地的土壤因子和藥材中有效成分進行測定,分析窩兒七中有效成分與土壤因子的相關性,為窩兒七的栽培種植提供參考。
1 材料和方法
1.1 材料
實驗土壤、藥材于2013年8月1日至8月6日采自太白縣南灘、太白縣塘口、太白縣山神廟、眉縣湯峪、眉縣紅河谷和眉縣蒿坪寺。根據取樣的廣泛性和代表性原則,每個取樣地點選取大小、生長情況基本一致的新鮮根及根莖,同時以五點式方法采集深0~30 cm之間的土壤樣品。土壤樣品于室內自然風干,經磨細過篩處理備用;采得窩兒七的根及根莖,經處理加工后,于自然通風處風干。藥材經陜西中醫學院胡本祥教授鑒定,為小檗科山荷葉屬的植物南方山荷葉Diphylleiasinensis的根及根莖。
1.2 儀器與試劑
雷磁PHSJ-5型酸度計;Foss-2300型定氮儀;7230G 手動紅外分光光度計;AFS-8220型原子熒光光度計;waters-2695型高效液相色譜儀(Empower色譜工作站,2996二極管陣列檢測器);SB 3200DT超聲波清洗機(寧波新芝生物科技股份有限公司);KZW-G型恒溫水浴鍋(上海)。Discovery DV215CD型雙量程電子分析天平(瑞士梅特勒-托利多國際股份有限公司,0.01 mg;0.1 mg),MH-200電熱套,JY2002電子分析天平(上海精密科學儀器有限公司)。槲皮素(081-9003)、鬼臼毒素(111645-200301)、山奈素(110861-200808)對照品(中國食品藥品檢定研究所);甲醇為色譜純;其他試劑均為分析純,實驗用水為重蒸水。
1.3 有效成分的測定方法
比色法測定總黃酮[5]:精密稱取槲皮素對照品11.68 mg,置25 mL量瓶中,加甲醇溶解并定容至刻度,得0.468 0 mg·mL-1的對照品溶液。分別精密吸取槲皮素對照品溶液0.75、1.00、1.25、1.5、1.75、2.0 mL,置10 mL的量瓶中,加入50 g·mL-1NaON20.4 mL,放置5 min,加入100 g·mL-1Al(NO3)30.4 mL,搖勻放置5 min,加入43 g·mL-1NaOH 4 mL,搖勻,用水定容至刻度,于510 nm波長處測定。Y總黃酮=7.492 3X-0.043,r=0.999 1。總黃酮在35.10-93.65 μg·mL-1范圍內線性關系良好。
比色法測定總木質素[5]:精密稱取鬼臼毒素對照品4.51 mg,置50 mL量瓶中,加甲醇溶解并定容至刻度,得0.090 7 mg·mL-1的對照品溶液。分別精密吸取鬼臼毒素對照品溶液0.25、0.5、0.75、1.0、1.25和1.5 mL,置具塞試管中,精密加100 mL·L-1變色酸水溶液0.5 mL,濃H2SO43 mL,熱水浴中放置30 min,室溫后,加水至10 mL,于570 nm波長處測定。Y總木質素=40.17X+0.084 9,r=0.999 0。總木質素在2.251-13.56 μg·mL-1范圍內線性關系良好。
整體來看,今年化肥市場不溫不火。當前廣西地區只有果樹、柑橘及二季稻追肥有部分用肥需求。當前市場是買方市場,競爭十分激烈,農民不擔心買不到肥料,所以備肥都不太積極,基本是隨用隨買。在當前大環境下,當地很多尿素廠家受環保壓力及自身經營不善影響,資不抵債,基本關停,所以當地銷售的尿素本地貨源很少,多是河南、山西、內蒙古等地的貨源。
HPLC法對槲皮素、山奈素和鬼臼毒素進行定量測定[6]:以對照品質量濃度(μg·mL-1)X為橫坐標,峰面積Y為縱坐標,計算回歸方程及相關系數(r)。Y槲皮素=20 000 000X-11971,r=0.999 8;Y鬼臼毒素=4 000 000X-15 157,r=0.999 7;Y山奈素=20 000 000X-16 069,r=0.999 7。
色譜條件:Diamonsil(鉆石)C18色譜柱(4.6 mm×250 mm,5 μm),流動相:甲醇(A)-0.4%的冰醋酸水溶液(B),梯度洗脫(流動相A 0→18 min,40%→55%;18→25min,55%→70%;25→30 min,70%),流速:1.0 mL·min-1,檢測波長為290 nm,進樣量:5 μL,柱溫:30 ℃。
對照品溶液的制備:精密稱取槲皮素、鬼臼毒素、山奈素對照品適量,置10 mL量瓶中,用甲醇溶解并定容至刻度。使每毫升溶液中含有槲皮素、鬼臼毒素、山奈素對照品的量分別為0.011 3 mg、0.104 8 mg、0.017 6 mg。
供試品溶液的制備:取窩兒七樣品0.10 g,精密稱定,精密加入20 mL 60%(V/V)乙醇中,恒定稱重,超聲30 min(功率250 w,頻率40 kHz),室溫后,用60%乙醇補足損失的重量,過濾,濾液即為供試品溶液。
1.4 土壤因子的含量測定
土壤于2013年9月,由西北農林科技大學測試中心測定,有機質采用重鉻酸鉀法;pH采用電位法;全氮、速效氮用Foss-2300型定氮儀測定;全磷采用HClO4-H2SO4法;速效磷采用比色法;速效鉀采用火焰光度法。測定營養元素時,采用ICP-AES法測定;砷和汞用原子熒光法測定。
1.5 數據分析方法
2 結果與分析
2.1 有效成分含量的分析
窩兒七有效成分含量的測定結果見表1。分析得出,眉縣湯峪的窩兒七中總木質素含量最高為205.22±0.02 mg·g-1,太白縣山神廟的最低為158.01±0.23 mg·g-1;眉縣湯峪的總黃酮含量最高為53.47±0.03 mg·g-1,太白縣塘口的最低為27.01±0.05 mg·g-1;眉縣湯峪的槲皮素含量也最高,為11.20±0.01 mg·g-1,太白縣塘口的最低為3.90±0.04 mg·g-1;太白縣南灘的窩兒七中鬼臼毒素含量最高,為106.80±0.32 mg·g-1,眉縣蒿平寺的最低為56.16±0.22 mg·g-1;山奈素含量為眉縣紅河谷的最高,為8.21±0.03 mg·g-1,太白縣塘口的最低為4.09±0.04 mg·g-1。總木脂素含量最高的是最低的1.30倍,槲皮素的是2.87倍,總黃酮、鬼臼毒素、山奈素的分別是1.98倍、1.90倍、2.01倍,所以不同產地的窩兒七中有效成分含量差異很大。

表1 不同產地窩兒七的有效成分的含量 /mg·g-1
2.2 土壤因子研究
土壤因子含量的分析結果見表2,分析得出:土壤中有機質,太白縣塘口的為18.56%,其他地點的含量也較高,為3.60~7.47%,并且全氮、速效氮、全磷、速效磷、速效鉀的含量都為中等或中等偏上,高于國家農業種植土壤的標準[8],但其變異系數相似,在0.43~0.65之間,說明窩兒七產地的土壤肥力一致,沒有顯著差異。土壤的pH 5.3~6.58;變異系數為0.07,土壤微酸性,比較穩定,與其林下腐殖土中生長環境相吻合。鈉、鈣、鎂與鐵、錳、銅、鋅都是植物生長必須的宏量元素和微量元素[9-12],宏量元素含量中等,鎂元素含量中等偏上,為173.70~326.50 mg·kg-1,微量元素中,鋅元素含量中等偏少,為1.90~11.00 mg·kg-1,其他元素含量較豐富,其中太白縣塘口的鈣元素含量更多達1 586.90 mg·kg-1,變異系數都小于0.50,不同產地的土壤中元素含量比較接近,相對穩定。土壤中鉛、砷的含量較低,符合國家土壤標準,太白縣南灘的土壤中汞含量低于國家土壤標準0.038 mg·kg-1,其他五個產地都超出國家標準。
2.3 土壤因子含量的相關分析
土壤因子含量的相關分析見表3,分析得出:土壤中全氮與有機質的相關系數為0.994,速效氮與有機質、全氮之間的相關系數分別為0.914、0.923,相互間有極顯著的正相關性。鎂與速效磷相關系數為0.986,有極顯著正相關性,與全磷相關系數為0.821,有顯著正相關性。鐵與速效鉀相關系數-0.948,有極顯著地負相關性,與有機質、全氮、速效氮的相關系數分別為-0.915、-0.891、-0.827,有顯著地負相關性。鎂與速效磷的相關系數為0.986,有極顯著正相關性,與全磷的相關系數為0.821,有顯著正相關性;鋅與有機質、全氮的相關系數分別為0.883、0.886,有顯著地正相關性。砷、汞、鉛不與土壤其他因子有相關性。
2.4 有效成分含量與土壤因子的偏相關分析
有效成分含量與土壤因子的偏相關分析見表4,分析得出:總木質素含量與速效氮的偏相關系數為-0.884,呈顯著負相關性,與速效鉀、pH的偏相關系數分別為0.806、0.878,,呈正相關性;總黃酮、槲皮素的含量與鋅、銅的偏相關系數分別為-0.973、-0.980、-0.944、-0.923,呈顯著地負相關性;鬼臼毒素的含量與全氮、速效鉀的相關系數分別為-0.978、-0.998,呈極顯著負相關性,與速效氮、鐵的相關系數分別為0.999、0.989,呈極顯著地正相關性;山奈素的含量與pH的相關系數為-0.908,呈顯著地負相關性,與全磷的相關系數為0.870,呈顯著的正相關性。

表2 不同產地土壤因子的含量
注:1)單位為%;2)單位為mg·kg-1;*表示最大值
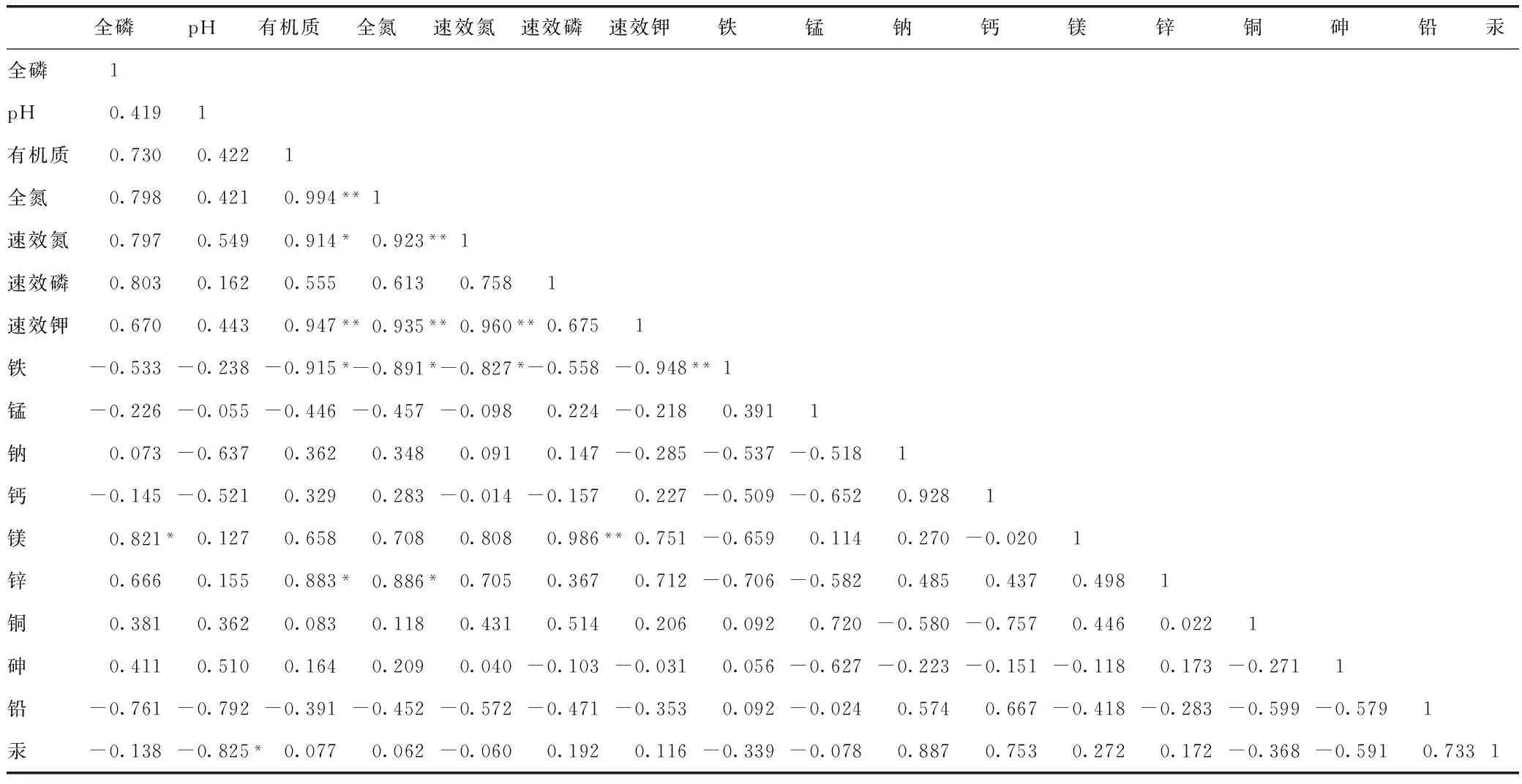
表3 土壤因子含量相關性分析
注:*表示相關性達顯著水平;**表示相關性達極顯著水平
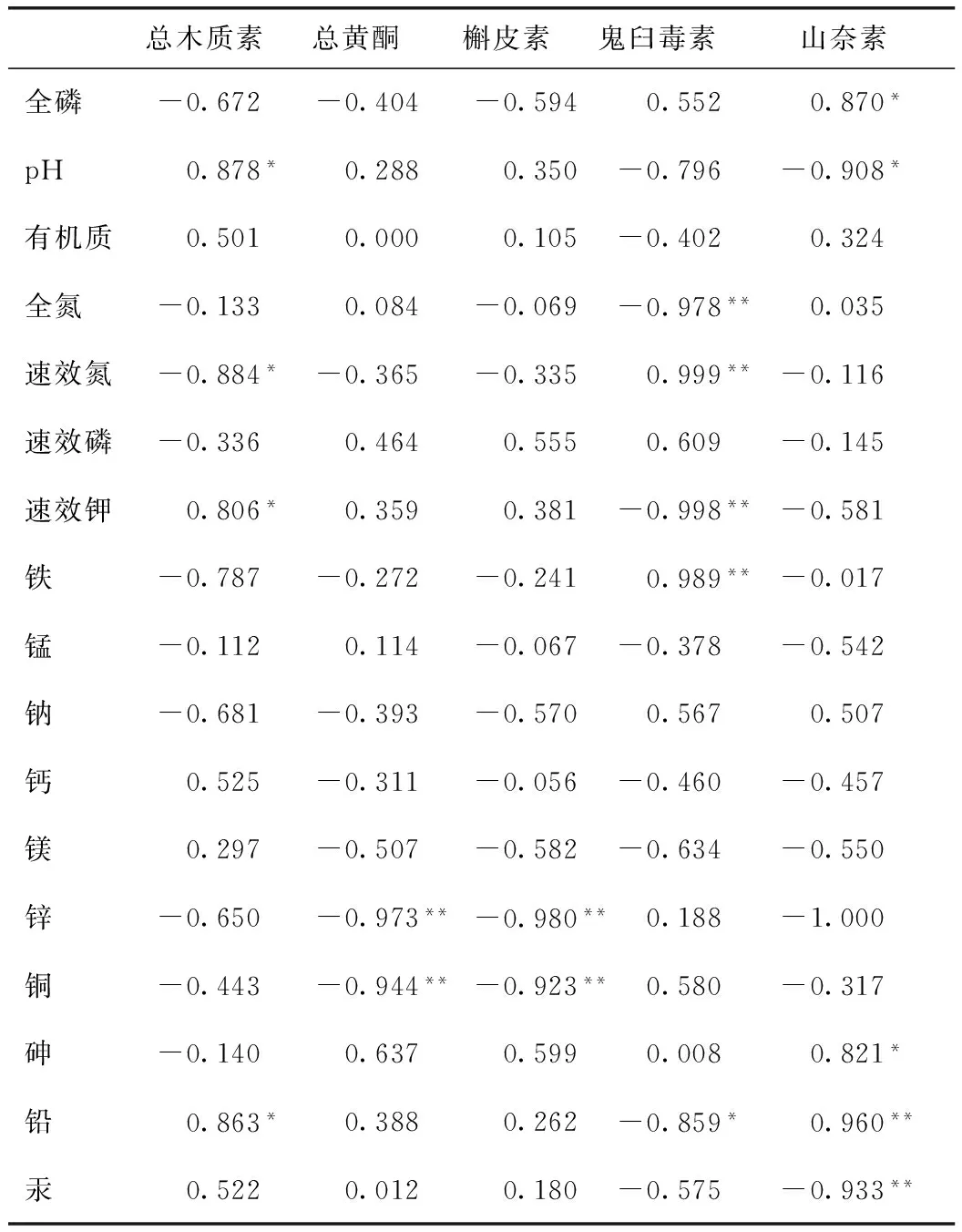
表4 土壤因子與窩兒七有效成分的偏相關系數
注:*表示相關性達顯著水平;**表示相關性達極顯著水平
3 討論與結論
太白山為窩兒七的主要分布區之一,其生長于太白山北坡林下的黃棕壤土中,pH呈弱酸性,有機質含量較高,土壤養分中等。太白縣塘口的土壤養分最高,眉縣湯峪的次之,但眉縣湯峪的藥材質量,除鬼臼毒素的含量偏低外,其他有效成分含量都是最高的或接近于最大值,這與窩兒七有效成分和土壤養分的偏相關性分析相一致。鬼臼毒素含量與速效鉀、全氮成極顯著的負相關性,與速效氮、鐵成極顯著的正相關性,因為土壤中速效氮、全氮的增加,促進了植物的生長發育,降低了土壤pH值,土壤有效鐵含量增加的幅度隨之提高,這與Svaavs[13]試驗結論“土壤中鐵的含量隨著根區pH的升高而降低”相一致。同時,鐵元素的含量與速效鉀相關系數-0.948,有極顯著地負相關性,與全氮的相關系數分別為-0.891,有顯著地負相關性,證明鬼臼毒素的含量隨土壤中氮磷肥的增長而降低。總木質素與速效鉀、pH呈正相關性,與速效氮呈顯著地負相關性,因為速效氮易于植物的吸收,為其提供養分,而鉀在植物體內,具有活化呼吸作用和光合作用的酶活性,促進糖分轉化和運輸,幫助光合產物運輸[14],二者有助于植物的生長,促使植株高度增加,發育旺盛,同時其又處于偏酸性的土壤中,因此有利于總木脂素含量的增加。這里,總木質素與速效氮的具體作用機理還不清楚,有待于以后繼續深入研究。總黃酮、槲皮素、山奈素與速效鉀、速效氮、全氮沒有顯著地相關性,隨植物的正常生長,有效成分含量不斷增加。
有研究報道鋅能提高當中歸揮發油和多糖的含量,提高藥材產量和有效成分,促進植物生長[15];說明微量元素能提高植物產量,增加植物的有效成分含量。但是,也有不同的情況,窩兒七的總黃酮、槲皮素的含量與鋅、銅呈顯著負相關性,因為黃酮類次生代謝物,在植物體內的生物合成途徑,由葡萄糖經莽草酸路線或乙酸-丙二酸路線,衍變成各類黃酮。鋅是乙醇脫氫酶、谷氨酸脫氫酶等的組成成分,缺鋅,植物會失去合成色氨酸的能力,色氨酸是吲哚乙酸的前身,決定植物的生長發育。銅是一些氧化酶的成分,影響氧化還原過程,其存在于葉綠體的質體藍素中,后者是光合作用電子傳遞體系的一員[14]。如果鋅、銅缺少,會引起植物生長緩慢,葉子發黃,但卻會引起葡萄糖的經莽草酸合成和乙酸-丙二酸合成,黃酮產量增加。
對土壤因子與窩兒七有效成分含量的相關性進行研究,比較分析后得出:窩兒七的有效成分與土壤中的氮、鉀、鐵、銅、鋅、pH具有密切關系。提高窩兒七藥材中有效成分的含量,施肥時應注重氮磷鉀肥的配比關系,提高藥材中鬼臼毒素的含量,應施加含鐵的微肥,以利于鬼臼毒素的積累。研究中發現,鐵、錳、銅元素對提高鬼臼毒素的含量起作用,怎樣發揮作用,值得以后深入地研究。
[1] 江蘇新醫學院.中草藥大辭典[M].上海:上海科技出版社,1997:2421
[2] 潘馨,陳森鴻.HPLC法測定土荊芥中槲皮素和山奈素的含量[J].藥物分析雜志,2008,28(9):1500-1502.
[3] 趙祖興,楊光義,陳吉炎,等.HPLC法測定不同產地鬼臼類藥材中鬼臼毒素的含量[J].中國藥房,2010,21(19):1784-1785.
[4] Cao LJ,Han YQ,Hao HJ,et al.Studyon Mechamism of Reversing Multidrug Resistance by Quercetin and Keampferol and Their Effects onthe Expression of Related Genes in Human Erythroleukemic K562/A02 Cells[J].中國藥學雜志,2011,(11):830-836
[5] 白吉慶,王小平,孫濤,等.不同產地窩兒七中黃酮和木質素的含量測定[J].中醫藥導報,2012,18(7):80- 82.
[6] 白吉慶,王小平,孫濤,等.高效液相色譜法測定窩兒七中槲皮素、鬼臼毒素、山奈素[J].中國藥學雜志,2012,47(1):69-71.
[7] 陳勝可.SPSS統計分析從入門到精通[M].北京:清華大學出版社,2010:7,213-215.
[8] 梁宗鎖,董娟娥,蔣傳中.丹參規范化生產[M].北京.科學出版社,2014:3,171-172.
[9] 王夔.生命科學中的微量元素分析與數據手冊[M].北京:中國計量出版社,1998.1,179.
[10] 袁可能.植物營養元素的土壤化學[M].北京:科學出版社,1983:463-498.
[11] Berow MC,Reaves GA.Baekground Level so fraeelementsinoils.In Environmental Contamination[J].United Nations Enviroentprogre 1984:333-340.
[12] 劉錚.微量元素的農業化學[M].北京:農業出版社,1991:194-232.
[13] Sawas D,Gizas G.Response of hydroponically grown gerbem to antrientsolution recycling and different nutrient cation ratios[J].scientia Horticulturae.2002,96(1-4):267-280.
[14] 潘瑞熾,王小靑,李娘輝.植物生理學[M].北京:高等教育出版社,2008:6,30-34.
[15] 徐繼振,劉效瑞,祁風鵬等.鋁鋅錳硼在當歸栽培中的應用效果[J].中國中藥雜志,1998,23(2):81-83.
[16] 潘瑞熾,王小靑,李娘輝.植物生理學[M].北京:高等教育出版社,2008:6,30-34.
AnalysisonCorrelationbetweenEffectiveComponentsofShaanxiwildDiphylleiasinensisandSoilFactors
SUNTao*,BAIJiqing,JIYeping,ZHANGGang
(ShannxiUniversityofChineseMedicine,Xianyang712046,China)
Objective:To measure the content of active ingredients of Diphylleia and content of soil factors in place of production of Diphylleia , take the partial correlation coefficient analysis to content of active ingredients of Diphylleia and content of soil factors from different place of production by using SPSS17.0 statistical software,To screen the dominant soil factors affecting the effective components of Diphylleia.Methods:HPLC method, conventional soil method, partial correlation analysis.Results:In Diphylleia,the content of total lignin has a significant negative correlation with the content of available nitrogen,and positively correlated to available potassium and pH;The content of total flavonoids and quercetin have a significant negative correlation with zinc and cuprum;The content of podophyllotoxin has a extremrly significant negative correlation with total nitrogen and available potassium;The content of kaempferide has a significant negative correlation with pH of soil.and positively correlated to total phosphorus.Conclusion:the active constituents of Diphylleia are closely related to the nitrogen, potassium, iron, copper, zinc and pH in soil.
Diphylleia sinensis;high pressure liquid chromatography;soil factor;
10.13313/j.issn.1673-4890.2015.6.014
2014-12-30)
陜西省科技廳項目(2011K16-02-03);陜西省中藥材標準起草任務項目(2009-2)
*
孫濤,研究方向:中藥資源與質量研究,Tel:(029)38185165;E-mail:suntao00001@sina.con
