新車型開發涂裝防腐工藝驗證
2020-10-20 07:18:51田冰星蘇小亮
汽車實用技術 2020年15期
田冰星 蘇小亮

摘 要:針對新車型開發涂裝防腐工藝驗證工作,文中詳細介紹了涂裝防腐工藝驗證過程中的主要驗證環節,描述了各項驗證環節中出現的問題,針對各項問題制定了整改措施并驗證有效閉環。同時,針對驗證的問題進行總結,形成組織記憶力并分享,為后期項目提供參考并提前做好預防。
關鍵詞:新車型開發;涂裝同步工程分析;防腐工藝驗證
中圖分類號:U445.58+5? 文獻標識碼:B? 文章編號:1671-7988(2020)15-214-04
Abstract: Aiming at the development of coating anticorrosion process verification work for new models, this paper introduces the main verification links in the process of coating anticorrosion process verification in detail, describes the problems in each verification link, and formulates rectification measures for each problem and verifies the effective closed loop. At the same time, summarize the problems of verification, form organizational memory and share, provide reference for later projects and make prevention in advance.
Keywords: Development of new models; Analysis of coating synchronization project; Anticorrosion process verification
CLC NO.: U445.58+5? Document Code: B? Article ID: 1671-7988(2020)15-214-04
引言
據相關研究數據,車身銹蝕1%,強度會下降5%-10%。車身腐蝕會導致車身強度下降以及相關功能衰減,會影響到整車安全。因此,各主機廠對于車身耐腐蝕性能越來越重視,在新車型開發過程就需要進行全面充分的防腐設計和防腐驗證,以保證車身的耐腐蝕性能滿足標準要求。
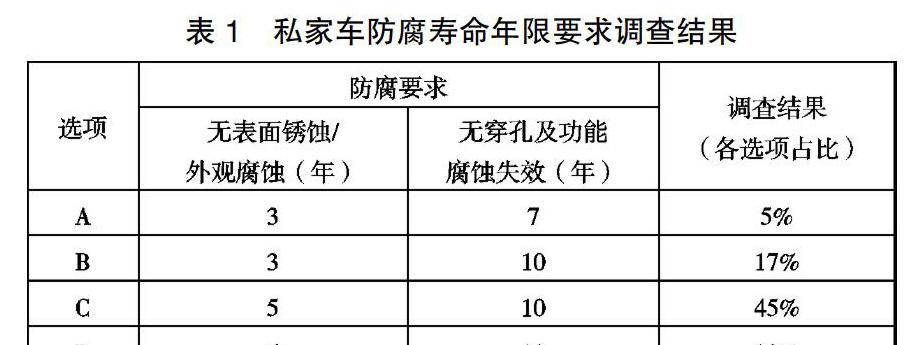
車身腐蝕不僅僅包括內腔腐蝕,外觀腐蝕同樣重要,外觀腐蝕直接影響到客戶對汽車品質的感官,影響汽車生產商的品牌認可度。中國汽車工程學會汽車防腐蝕老化分會在2015年發起了一項微信調查,其中有一道關于整車防腐蝕壽命的題目“您在購買一輛10萬元左右的私家車后,可以接受下列哪種腐蝕要求?”,其選項設置及調查結果如表1所示:客戶對防腐要求的認可年限分別集中的是5年外觀無表面銹蝕和10年內腔無穿孔銹蝕。
1 車身防腐工藝驗證
車身腐蝕主要包括外觀腐蝕和內腔腐蝕。
外觀腐蝕是在不對整車進行拆解的情況下可觀察到的局部區域生銹現象,生銹部位主要集中在車身外表面、門蓋內表面、發動機艙內、后圍流水槽、車身底板等區域。
內腔腐蝕主要是車身腔體內由于電泳膜厚較薄,防腐能力較差而導致的生銹現象,并且銹蝕會不斷加速和延伸,最終導致大面積銹穿現象,生銹部位一般集中在腐蝕環境較為惡劣的門檻、側圍腰線以下以及輪包等區域。
車身防腐工藝驗證工作主要圍繞內腔腐蝕和外觀腐蝕兩方面開展工作。
1.1 車身內腔防腐工藝驗證
車身內腔防腐工藝驗證的主要目的是:
(1)確認涂裝前處理電泳的工藝參數是否可以滿足防腐要求;
(2)確認車身防腐結構設計是否合理,包括排氣設計、排液設計、電泳通電設計等等。
車身內腔防腐驗證的方法主要是通過電泳車身拆解,對各檢測點進行電泳膜厚檢測,確認膜厚是否達到防腐標準要求。
1.1.1 車身內腔膜厚檢測標準下發
不同車型的尺寸存在較大差異,車身結構也存在不同。針對每一款新車型都會根據車身尺寸,對內腔不同位置的電泳膜厚檢測點進行規范并下發,統一檢測點。
每款車型的車身內腔膜厚檢測標準中都包含了車身不同區域的腐蝕等級、不同腐蝕等級的電泳膜厚要求、車身不同檢測部位的檢測點數量以及具體檢測位置的標示,如圖1所示。
所有車型內腔電泳膜厚達標率目標要求是99%。
1.1.2 電泳工藝驗證
新車型在進行涂裝電泳前,需要對電泳的各項參數進行驗證,對于槽液的組成方面包括固體份、灰份、MEQ和有機含量等按照正常工藝控制,槽液特性方面包括PH值和電導率等按照正常工藝控制,對于電泳條件包括槽液溫度、電泳電壓和電泳時間等這些因素需要在新車型防腐驗證過程中重點關注并驗證。根據前期新車型電泳防腐工藝驗證的經驗,前處理電泳的機械化方式、電泳施工電壓以及電泳時間是對車身內腔成膜影響最大的工藝參數。
前處理電泳的機械化方式主要是對車身的排氣性影響比較大,在前期數據工藝審查過程中已經根據現場的機械化方式對可能集氣的位置進行識別,并通過設計排氣孔或者導流槽的方式將氣體排出,驗證時對車身集氣點進行排查和識別,如果發現集氣的問題需要進行結構優化或者采用鍍鋅板的方式進行解決。
電泳電壓的驗證,不能僅僅參考施工電壓,應該驗證車身電泳過程的實際電壓,需要通過電泳電壓測量工具在車身電泳過程中對車身各位置的電壓進行檢測,得出車身各位置不同時間段的實際電壓值,如圖2所示。從圖2中可以發現,現場施工的額定電壓設計為290V,但車身各位置的電壓由于壓損最大只有232V,有些位置最大只有148V,這也和車身與陽極的相對位置有關。
對于車身各位置電壓較小的問題,實際驗證過程中主要排查兩個方面,一方面排查電泳整流器是否存在部分損壞,這會直接導致實際輸出電壓的降低,從而導致車身電壓的減少。另一方面主要排查陽極管以及陽極膜是否存在破損等問題,這會增加壓損降低車身實際電壓值。
電泳時間對于車身內腔膜厚的影響是非常明顯的,電泳時間越長,車身內腔電泳膜厚越高。在實際對車身內腔防腐進行工藝驗證的過程中,對電泳時間的驗證和優化經常被忽視,在出現內腔電泳膜厚不達標的情況下,經常是通過提升電泳電壓、增加電泳通電孔、提升電泳漆的泳透率等方式來提升內腔電泳膜厚。但對于一些車身較大的車體來說,電泳時間影響非常大。在實際的工藝驗證過程中,針對某一款車身較大的車型,由于內腔電泳膜厚不達標,尤其是車身后半部分,電泳膜厚更低。一開始采用提升電壓、增加電泳通電孔等的方法,但是改善不明顯。后來采用延長電泳時間的方法,將電泳時間由168s提升到240s,拆車后發現效果非常明顯,如圖3數據對比所示。延長電泳時間不是一定要通過降低鏈速等犧牲節拍的方法來實現,也可以將通過將車身出槽斷電改成帶電出槽的方式,這樣可以延長車身后半部分的電泳時間,提升后半部分內腔電泳膜厚。
1.1.3 電泳車身拆解檢測
確定需要拆解的電泳車身后,需要跟蹤和記錄本臺車身的相關工藝參數,并通過插鋼條的方法,如圖4所示,確認內腔的實際泳透效果。
電泳車身拆解完成后,按照檢測標準對車身內腔各區域進行膜厚檢測并記錄。如圖5所示。對于電泳膜厚不達標的區域,分析原因并制定整改措施,在下輪驗證過程中體現并確認整改效果。按照此循環,一直整改到車身內腔電泳膜厚達標后閉環固化。
1.2 車身外觀防腐工藝驗證
車身外觀腐蝕工藝驗證主要通過整車道路強化腐蝕試驗來開展。影響車身外觀腐蝕的因素不僅僅局限于涂裝,沖壓和焊裝的制造過程同樣對車身外觀腐蝕有很大影響。
1.2.1 沖壓影響
從整車道路強化腐蝕試驗車的一些腐蝕問題中可以發現止口銹蝕占據很大比例,這其中的一部分原因是沖壓鈑金件毛刺較大所致。在生產過程中很多鈑金件存在不同高度的毛刺,如圖6所示,這些高低不一的毛刺會讓鈑金切邊邊緣漆膜覆蓋效果變差從而產生腐蝕,如圖7所示。
對于沖壓鈑金件止口毛刺問題,首先要求沖壓在模具調試過程中,按照止口毛刺高度小于0.1mm的標準進行調試控制,模具調試后仍然無法達到此標準的則需要對止口進行打磨處理。根據各沖壓件模具調試的毛刺狀態,同時結合海南試驗車的腐蝕結果,制定出沖壓件毛刺打磨清單,如圖8所示,按照打磨清單制定工藝文件固化執行。
1.2.2 焊接影響
焊裝制造過程中對車身外觀腐蝕的影響主要集中在焊點毛刺、焊渣以及拼焊焊縫未焊實等問題。
焊接制造過程中產生的焊渣以及焊點上的毛刺較大都會導致生銹的產生,如圖9所示。針對這些問題需要焊裝在制造一方面調試工藝參數保證焊點毛刺的減少,同時對于焊接過程中產生的焊渣要及時打磨處理,通過工藝文件約束并固化。
門框上的拼焊導致縫隙的產生,也會誘發銹蝕產生,如圖10所示,通過工藝優化采用滿焊的方式填補拼焊縫隙,滿焊后進行表面打磨,如圖11所示。
1.2.3 涂裝影響
涂裝對于外觀腐蝕的影響主要是由于涂膠方式不對、涂膠未密封嚴實以及未涂膠等導致的搭接邊銹蝕。
車身有些外露區域為了美觀,采用刮膠的方式,但是刮膠后膠面對止口毛刺的覆蓋力減弱,止口容易產生銹蝕。對外露區域在不影響美觀的前提下盡量采用直接打膠或者刷膠的方式,避免止口銹蝕,如圖12所示。
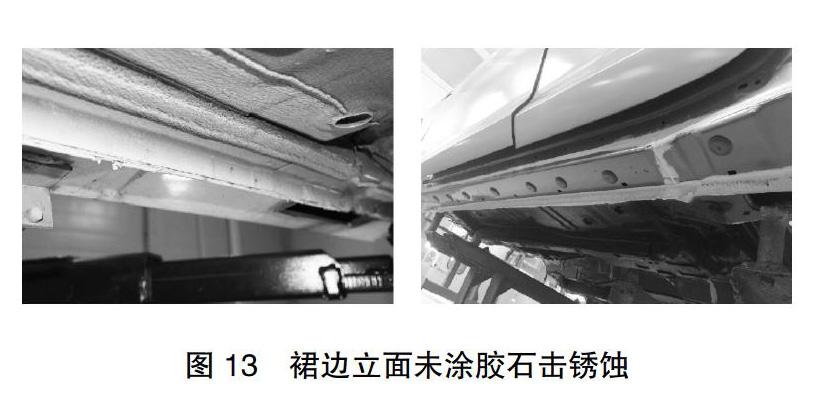
車身裙邊膠可以起到保護裙邊被石擊后導致的銹蝕,但是在實際噴涂裙邊過程中,由于未完全覆蓋到裙邊立面的區域,導致被石擊產生點銹,如圖13所示。涂裝針對此問題優化裙邊機器人仿形,將噴涂扇面調整,保證對裙邊立面的覆蓋,避免此處的石擊銹蝕。
2 防腐驗證數據庫建立
每款車型的工藝驗證數據以及腐蝕試驗驗證結果都需要通過數據庫方式進行歸納總結,如圖14所示,針對不同的問題以及最終的解決方案需在數據庫中詳細說明,為后期車型的開發提供借鑒和參考,提前在車身設計以及工藝設計過程中進行規避,降低新車型的開發成本和周期。
3結語
新車型開發過程中的防腐工藝驗證,既包括對車身內腔防腐的工藝驗證,也包括對車身外觀腐蝕的工藝驗證。
對于車身內腔的腐蝕驗證主要通過電泳車身拆解去檢測各檢測點的膜厚,識別不達標的位置,通過車身結構優化,工藝參數調整,包括對電泳電壓、電泳時間以及其材料的提升等一系列整改方案,經過多輪驗證拆解,最終達到內腔膜厚達標的目的。最后通過整車道路強化腐蝕試驗驗證拆解,確認動態試驗下的內腔防腐狀態,并持續對問題進行改進閉環。
對于車身外觀腐蝕驗證,不能局限在涂裝分析整改,沖壓與焊裝的制造過程對外觀腐蝕的影響更大,主要是制造過程中產生的毛刺、焊渣、焊接方式等問題導致的銹蝕,涂裝主要體現在涂膠方式不對、涂膠不到位、未涂膠等問題引起的腐蝕,都可以通過工藝優化或者仿形優化的方式加以解決。
無論是車身外觀腐蝕還是內腔腐蝕,通過不斷的經驗積累,數據庫建立,逐漸建立規范和標準,在產品開發前期充分地識別并對通過數據優化來減少后期的腐蝕問題,在節約成本的同時可以大大降低開發周期,為公司創造更多的效益。
