
一種基于擠壓鋁合金液冷板的雙邊進(jìn)出液冷系統(tǒng)
2020-10-21 04:14:03羅賓李東芳程燦燦段廣坡
汽車(chē)實(shí)用技術(shù) 2020年12期
羅賓 李東芳 程燦燦 段廣坡


摘 要:隨著電動(dòng)汽車(chē)動(dòng)力電池能量密度和快充倍率的提高,為了滿足散熱的要求,電池的液冷系統(tǒng)應(yīng)用越來(lái)越廣泛。作為液冷系統(tǒng)中的核心部件,液冷板的重要性日益凸顯。文章利用了鋁合金擠壓型材中的空腔可以作為冷卻液流道這一特點(diǎn),設(shè)計(jì)了一種單元液冷板,單元液冷板之間通過(guò)攪拌摩擦焊進(jìn)行拼接組成整體液冷板,整體液冷板進(jìn)液管路和出液管路采用尼龍波紋管.通過(guò)對(duì)三種不同的管路布設(shè)方式進(jìn)行系統(tǒng)壓差和流量的對(duì)比分析,得出三級(jí)進(jìn)液方式的壓降和流量一致性較好的結(jié)論。
關(guān)鍵詞:鋁合金;液冷板;攪拌摩擦焊;三級(jí)進(jìn)液
Abstract: With the improvement of energy density and fast charge rate of electric vehicle power battery, in order to meet the requirements of heat dissipation, the liquid cooling system of battery is more and more widely used. As the core component of liquid cooling system, the importance of liquid cooling plate is increasingly prominent. In this paper, a kind of liquid cooling plateunit is designed using that the cavity of aluminum alloy extrusion profile can be used as the coolant flow channel. The liquid cooling plate units are spliced by friction stir welding to form a whole liquid cooling plate, the inlet and outlet pipes of the whole liquid cooling plate consist of nylon bellows. Through the comparative analysis of the pressure drop and flow of three different methods for the pipeline layout, it is concluded that the pressure drop and flow consistency of the three-stage feeding mode is preferable.
Keywords: Aluminium alloy; Liquid cooling plate; Friction stir welding; Three -stage liquid feed
前言
為了實(shí)現(xiàn)節(jié)能減排和能源的自主可控目標(biāo),大力發(fā)展電動(dòng)汽車(chē)是必然的選擇。電動(dòng)汽車(chē)?yán)m(xù)航里程的增加對(duì)動(dòng)力電池能量密度和快充倍率提出了更高的要求,相應(yīng)地要采取冷卻技術(shù)對(duì)電池模組進(jìn)行降溫,確保電池模組的溫度在安全范圍內(nèi)。電池常用的冷卻方式主要有四種:自然冷卻、強(qiáng)制風(fēng)冷、液冷和制冷劑直接冷卻(簡(jiǎn)稱(chēng)直冷)。其中自然冷卻、強(qiáng)制風(fēng)冷和液冷這三種冷卻方式都是利用冷卻工質(zhì)流過(guò)熱功耗表面時(shí)發(fā)生的對(duì)流換熱將熱量帶走,過(guò)程中冷卻工質(zhì)沒(méi)有發(fā)生相變。直冷則是冷卻工質(zhì)在冷板中發(fā)生相變,并利用相變吸熱帶走大量的熱量[1]。綜合冷卻效率、冷卻均勻性、結(jié)構(gòu)設(shè)計(jì)、成本和能耗等因素,液冷方式比較好。
根據(jù)加工工藝和結(jié)構(gòu)特點(diǎn),液冷板的成型工藝有釬焊、攪拌摩擦焊和無(wú)料釬焊三種方式。釬焊和無(wú)料釬焊可以完成十分復(fù)雜的焊接結(jié)構(gòu),焊件的厚度較薄,對(duì)于結(jié)構(gòu)減重較為有利,但是釬焊的強(qiáng)度較低,容易開(kāi)裂,造成液冷板的冷卻液泄露。攪拌摩擦焊的強(qiáng)度高,雖然其成型的液冷板較厚,但是可以作為承重結(jié)構(gòu)直接承載電池模組的重量。
冷卻液的流道可以直接在鋁板上機(jī)加工得到,也可以借助鋁合金擠壓型材的空腔作為通道。前者得到的流道走向較為靈活,可以利用拓?fù)鋬?yōu)化等手段得到最優(yōu)的通道并實(shí)施[2],但是機(jī)加工成本較高,不宜大批量使用。后者的流道走向較為規(guī)則,可以對(duì)液冷板的厚度、流道寬度以及并行流道數(shù)目等影響其散熱效果及流阻的重要因素進(jìn)行多參數(shù)數(shù)值優(yōu)化[3]。鋁合金擠壓工藝流程簡(jiǎn)短、生產(chǎn)操作方便。擠壓型材強(qiáng)度大,上述特點(diǎn)使得鋁型材作為液冷系統(tǒng)中的液冷板具有天然的優(yōu)勢(shì)。將不同截面的擠壓鋁型材通過(guò)攪拌摩擦焊進(jìn)行連接,所完成的液冷板具有結(jié)構(gòu)簡(jiǎn)單、可靠性高、成本較低的優(yōu)點(diǎn),在實(shí)踐中有著廣泛的應(yīng)用。
1 簡(jiǎn)介
雙邊進(jìn)出液冷系統(tǒng)如圖1所示。系統(tǒng)主要由進(jìn)液管路、液冷板和出液管路組成。液冷板是由單元液冷板通過(guò)攪拌摩擦焊拼接而成的。進(jìn)液管路和出液管路均由尼龍波紋管通過(guò)三通、彎直角接頭連接而成。組成單元液冷板的零部件材質(zhì)均為6系鋁合金,上述零部件通過(guò)攪拌摩擦焊、弧焊進(jìn)行連接。
2 方案介紹
2.1 單元液冷板
單元液冷板由一塊液冷板主板、2個(gè)堵板和2個(gè)進(jìn)出液插頭組成,上述部件均為鋁合金型材通過(guò)機(jī)加工而得。液冷板主板的兩端各插接一個(gè)堵板,并通過(guò)上下攪拌摩擦焊進(jìn)行連接。進(jìn)出液插頭通過(guò)弧焊固定在液冷板主板上,插頭的尺寸符合相應(yīng)的標(biāo)準(zhǔn)[4]。由于堵頭與液冷板主板采用攪拌摩擦焊的方式連接,焊接密封性好,單元液冷板內(nèi)部液體不容易泄露。
液冷板主板內(nèi)部有冷卻液體流動(dòng)散熱,外表面需要承載電池模組的重量,同時(shí)還要考慮電池模組的安裝點(diǎn)問(wèn)題,其截面的選擇至關(guān)重要。對(duì)于薄壁加強(qiáng)筋的截面(如圖3a所示),該類(lèi)型截面雖然重量較輕,但是存在型材截面兩側(cè)封堵困難以及電池模組安裝套筒貫穿截面時(shí)容易泄露冷卻液的問(wèn)題。選擇厚壁加強(qiáng)筋截面(如圖3b所示),型材截面兩端各需要一個(gè)堵板即可封堵流道,電池模組安裝套筒貫穿加強(qiáng)筋部位并焊接在一起即可固定。由于厚壁加強(qiáng)筋位置無(wú)冷卻液流動(dòng),也就避免了泄露的情況,從而有效解決上述問(wèn)題。
厚壁加強(qiáng)筋截面的左右側(cè)壁厚5mm,上下側(cè)壁厚2mm,中間加強(qiáng)筋壁厚37.5mm;可供冷卻液流動(dòng)的內(nèi)部空腔寬度40mm,高度4mm。根據(jù)預(yù)先設(shè)定好的流道,對(duì)鋁合金型材兩端的厚壁加強(qiáng)筋進(jìn)行銑削,同時(shí)插接入堵板并進(jìn)行攪拌摩擦焊,即可在單元液冷板內(nèi)部形成冷卻液流動(dòng)的通道,如圖4所示,圖中箭頭所指方向即冷卻液流動(dòng)方向。
單元液冷板內(nèi)部流道屬于單進(jìn)單出式蛇形通道。其優(yōu)點(diǎn)在于結(jié)構(gòu)簡(jiǎn)單,缺點(diǎn)是冷卻液的流動(dòng)阻力隨著管道回路次數(shù)的增加而增大[5]。根據(jù)多年來(lái)理論研究與試驗(yàn)數(shù)據(jù)匯總,入出口的壓降不可過(guò)大,壓降過(guò)大就意味系統(tǒng)會(huì)阻礙冷卻液的流動(dòng),二次增加能耗,相應(yīng)的還會(huì)引起氣泡穴蝕[6]。考慮到限制流動(dòng)阻力的因素,選擇了如圖4所示的四次回路的形式。
2.2 液冷板
汽車(chē)的種類(lèi)、車(chē)型不同,采用的電池包的尺寸也不同。對(duì)于較大尺寸的電池包,其內(nèi)部安裝的液冷板尺寸較大,單元液冷板的尺寸較小,不滿足其要求。此時(shí)將單元液冷板拼接在一起,在拼接處采用攪拌摩擦焊連接,以盡可能提高連接強(qiáng)度,如圖5所示。
單元液冷板采用攪拌摩擦焊的工藝拼接后組成液冷板,滿足了液冷板尺寸的要求;同時(shí)該液冷板可作為承載結(jié)構(gòu)使用,在上面直接安裝電池模組。
2.3 進(jìn)出液管路連接
整個(gè)液冷系統(tǒng)由單元液冷板之間通過(guò)并聯(lián)連接而成。液冷板并聯(lián)連接優(yōu)點(diǎn)在于系統(tǒng)流動(dòng)阻力較低,溫差較串聯(lián)連接小,但管路較串聯(lián)連接更復(fù)雜[7]。實(shí)現(xiàn)并聯(lián)連接是由進(jìn)出液管路連接實(shí)現(xiàn)的。管路連接包括三部分內(nèi)容:管、連接和密封。管的分類(lèi)有硬管和軟管兩種,硬管是通過(guò)鋁型材擠出,并折彎成型。軟管又分為橡膠管和尼龍管兩種。鑒于冷卻液對(duì)硬管的腐蝕性和折彎的半徑受到限制,本方案采用尼龍波紋管進(jìn)行連接。軟管分流或者匯流時(shí)采用三通實(shí)現(xiàn),三通和軟管的連接采用脹接實(shí)現(xiàn)[1]。
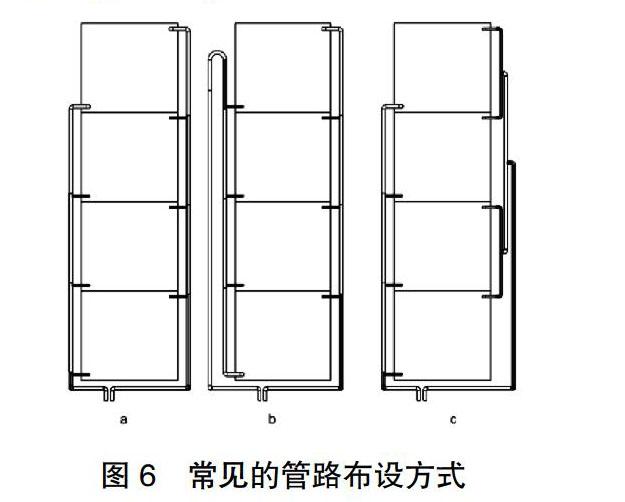
并聯(lián)組合中,流經(jīng)不同分支處的冷卻液的流量的一致性關(guān)系到冷卻的均勻性。不同分支流量相差越大,冷卻越不均勻,進(jìn)出液管路的布設(shè)方式直接影響到流量的一致性。常見(jiàn)的管路布設(shè)方式如圖6所示。
對(duì)于圖6任意一種布設(shè)方式,均為液冷板的右側(cè)進(jìn)液,左側(cè)出液;較粗的管道內(nèi)徑為14mm,較細(xì)的管道內(nèi)徑為8mm。為了比較上述三種布設(shè)方式各自的系統(tǒng)壓差和流量一致性,對(duì)其進(jìn)行仿真分析。
3 仿真分析
仿真分析輸入為:
(1)冷卻介質(zhì):50/50乙二醇水溶液
(2)流量:15L/min。
各布設(shè)方式的流線圖如圖7所示。
分析結(jié)果如表1所示。
從圖7和表1可以看出,a布設(shè)方式各分支流量差別最大,系統(tǒng)壓差最小;c布設(shè)方式(即三級(jí)進(jìn)液方式)的各分支流量差別最小,但系統(tǒng)壓差最大;布設(shè)方式b和c都是犧牲一定的系統(tǒng)壓差來(lái)提升流量一致性。雖然三級(jí)進(jìn)液方式的系統(tǒng)壓差最大,但是考慮到流量一致性最佳,且系統(tǒng)壓差尚在可接受范圍內(nèi),故液冷系統(tǒng)采用該種管道布設(shè)方式。
4 結(jié)論
單元液冷板主板選用厚壁加強(qiáng)筋的截面具有封堵簡(jiǎn)單和方便安裝電池模組的優(yōu)點(diǎn);液冷板較大,單元液冷板無(wú)法單獨(dú)使用時(shí),可將尺寸較小的單元液冷板用攪拌摩擦焊進(jìn)行拼接組成尺寸較大的整體液冷板使用;單元液冷板內(nèi)部流道屬于單進(jìn)單出式蛇形通道,其內(nèi)部管道回路次數(shù)不宜過(guò)多,以免增大冷卻液的阻力;采用三級(jí)進(jìn)液的管道布設(shè)方式將單元液冷板之間并聯(lián)組合起來(lái),其系統(tǒng)壓差符合要求,并且流量一致性較好。
參考文獻(xiàn)
[1] 王芳.夏軍.電動(dòng)汽車(chē)動(dòng)力電池系統(tǒng)設(shè)計(jì)與制造技術(shù)[M].北京:科學(xué)出版社,2017:191-207.
[2] 李吳,丁曉紅,景大雷.液冷通道分布優(yōu)化設(shè)計(jì)的仿真和試驗(yàn)研究[J].機(jī)械工程學(xué)報(bào),2019,55(10):198-206.
[3] 高肅鈞,趙健勇,呂云,等.液冷板性能多參數(shù)優(yōu)化與性能分析[J].山東工業(yè)技術(shù),2018,6:133-134.
[4] SAEJ2044,Quick Connect Coupling Specification for Liquid Fuel and Vapor/EmissionsSystems[S].USA:Society of Automotive Eng -ineers, Inc.,2002.
[5] 饒中浩,張國(guó)慶.電池?zé)峁芾韀M].科學(xué)出版社:北京,2015:46.
[6] 田青.電動(dòng)車(chē)動(dòng)力電池?zé)峁芾硐到y(tǒng)設(shè)計(jì)優(yōu)化與試驗(yàn)研究[D].長(zhǎng)春:吉林大學(xué),2019.
[7] 傅家麒.電動(dòng)汽車(chē)高功率動(dòng)力電池液冷系統(tǒng)熱均衡性能研究[D].鎮(zhèn)江:江蘇大學(xué),2019.
