
淺談汽車內噴機器人漆霧污染防控措施
2020-10-21 04:14:03張哲
汽車實用技術 2020年12期
張哲
摘 要:介紹了汽車內噴機器人的常見的種類,選型和內腔噴涂機器人的重要組成部分,并針對汽車內腔噴涂機器人的關鍵部件在汽車噴涂過程中常見的污染問題的防控方法。
關鍵詞:汽車噴涂;內噴機器人類型;內噴機器人組成;機器人污染
Abstract: Introduce the types of the internal spraying robot and how to select the suitable robot according to the specific situation and prevent the robot pollution during painting.
Keywords: Lnternal spraying robot; Automobile spraying; Robot pollution
引言
隨著智能技術的發展及企業對員工作業環境的重視度提升,近幾年來很多汽車主機廠開始引進內噴機器人取代人工完成車身內表面的噴涂工作,在降低工人勞動強度的同時,提升產品質量和生產效率。內噴機器人主要分為兩類,一類是隨行式內噴機器人,如江淮汽車、吉利汽車、長安福特、寶馬汽車等均采用這種模式,另一類是走停式內噴機器人,主要應用車企如上汽通用,北京奔馳、大眾汽車等。內噴機器人與人工噴涂相比具有如下顯著優點:
(1)可大幅提升汽車車身涂裝效率,且涂料的上漆率相對人工噴涂會有所提升;
(2)內噴機器人噴涂質量及穩定性更好;
(3)采用內噴機器人時,噴房室體送排風可采用循環風,且風速相對人工噴涂低30%~50%,可降低噴房的能源消耗。
內噴機器人所具有的優勢決定各大汽車企業會越來越多的使用內噴機器人來取代人工噴涂,但在內噴機器人應用過程最容易出現開門掛鉤及軌道箱被漆霧污染,導致涂裝車身出現顆粒、雜色等質量問題,增加小修或大返修工作量,降低生產效率等問題,因此本文就內噴機器人系統類型、主要組成及關鍵部件的污染防控問題進行探討。
1 內噴機器人系統介紹
1.1 內噴機器人類型
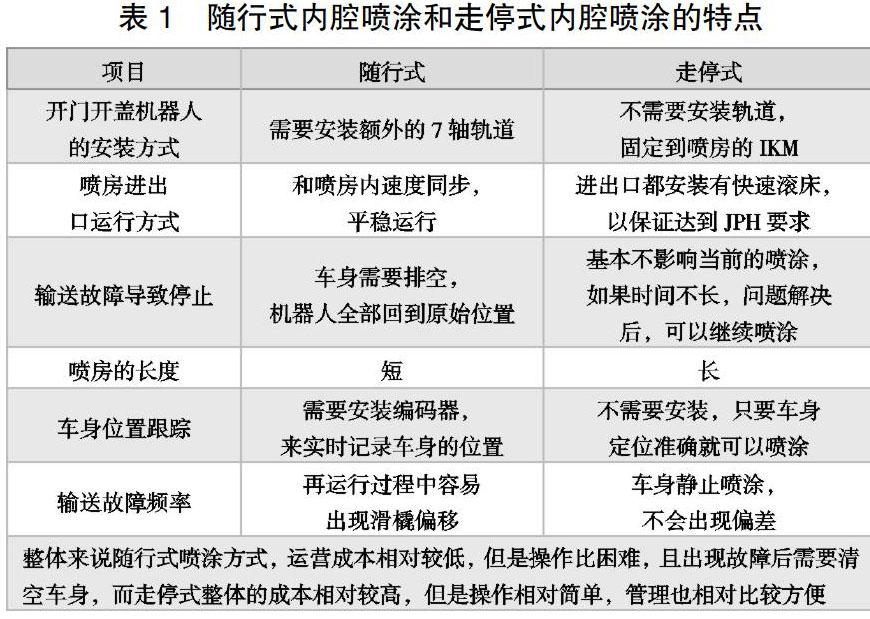
內板的噴涂一般分為有2種方式:一種是隨行式,顧名思義就是車身在噴房內是按照一定的速度運動,機器人也根據車身的運動和仿形軌跡沿著軌道運動,從而完成噴涂作業。另一種是走停式,就是車身在內噴站入口快速進入噴房,通過減速和停止開關,準確到達預定的噴涂位置,并用夾子或者定位銷把車固定到指定位置,然后機器人再進行噴涂作業。
1.2 內腔噴涂機器人選型
內噴機器人系統選型需要結合車身的噴涂面積,投資成本,生產線每小時設計生產汽車的(JPH)以及輸送的傳輸速度、整車噴涂工藝、質量標準要求等因素,進行全面分析,才能做出最優化的方案。
運輸方式的選擇;運輸方式一般要考慮到整體的投資成本,場地的大小以及后期操作維護的情況進行選擇,因為走停式噴涂需要的噴房長度較長,成本相對較高,但是操作相對簡單,管理比較簡單,而跟蹤式對于噴房的長度要求較小,單是成本較低。所以汽車廠要結合自身因素,綜合考量。
機器人類型的選擇:內噴機器人有低位機器人和高位機器人2種,采用高位式機器人對于噴房的寬度要求相對較低,而采用低位機器人則操作方便,而且軌道采用全包裹式安裝,維護成本低。現在大多數汽車主機廠采用高位和低位配合的方式,再成本預算和維護保養找到一個最佳的結合點。
機器人數量確定;首先要根據最確定最大車身的尺寸和噴涂面積,為了保證良好的噴涂效果,機器人的噴涂速度組好小于800m/s,而流量不要大于450ml/min,再結合噴房選型的尺寸,確定最終的機器人的數量。
2 內噴機器人的組成
汽車內腔噴涂的機器人選擇有許多種,不同的汽車廠可以根據自身的情況進行選擇,常見的結構有C軌機器人(低位帶7軸附加軸)配套開門開蓋機器人;C軌和E軌機器人(高位帶7軸附加軸)加上配套開門開蓋機器人,由于C軌和E軌的噴涂機器人都有帶附加的7軸移動軌道,所以配套的設備就會比較多,維護和保養的工作就會比較多一些。
2.1 內噴機器人軌道
內噴軌道機器人,顧名思義就是附帶7軸軌道的機器人,常見的軌到有C軌和E軌。對于C軌是相對于低處的軌道,而E軌則是相對高處的軌道。機器人軌道組成部分大致有軌道支撐框架,坦克鏈,直線導軌和齒條,驅動單元等等。
2.1.1 坦克鏈簡介
坦克鏈里面安裝的主要是機器人運動需要的一些動力電纜和通訊電纜,還有針對機器人工藝部分還會有一些輸送油漆的管路以及空氣管路。坦克鏈的一端會和機器人固定,在噴涂過程中會和機器人共同移動,而另一端會和軌道的框架進行固定,保證機器人在運行過程中,機器的人油漆管路,空氣管路以及電纜保持相對位置不變。從而使機器人整個運行相對平穩。
2.1.2 直線導軌和齒輪
直線導軌和齒輪是機器人在軌道上運行的主要部件,對于E軌有上下2根直線導軌和位于兩根直線導軌中間的1根齒條組成。直線導軌上會有4個可移動的滑塊,然后通過螺栓和機器人固定到一起,4個滑塊再通過內部的滾珠使機器人在直線導軌上按照指定的方向平穩的運行。而中間的齒條則是和機器人的7軸電機相嚙合,通過電機的轉動來給機器人提供動力。
2.1.3 驅動單元
驅動單元,C軌軌道的驅動裝置是嵌裝在移動的滑架外殼中。驅動裝置由一個錐形齒輪相連的伺服電機組成,在驅動裝置上還有一個螺旋毛氈與齒輪卡合,毛氈自動浸染油脂并為驅動齒輪和齒桿提供潤滑。錐形齒輪的空心軸通過一個鎖緊套件裝入一個主動輪軸,然后主動軸通過和齒條卡合來驅動機器人運動。
2.2 潤滑裝置
每根軌道都配有單獨的潤滑裝置,潤滑裝置的驅動部分大致分為氣動泵和電動泵兩種。對于整根軌道的潤滑系統, 每個油泵會安裝潤滑油管到每一根直線導軌的分配塊,再從份配塊安裝油管到每一個需要潤滑的模塊。每個油單獨泵配有一個油箱,在油箱上設有低位報警開關,當潤滑油箱中的液位到達低位后,在操作臺的電腦顯示屏上會提示我們加油泵的油箱液位低,需要添加潤滑油,待重新給油箱加注潤滑油后,報警就會消失,從而能夠保證軌道的通暢無阻的運行。
2.3 軌道箱
軌道箱顧名思義就是為機器人的每根軌道做一個箱體,把整個軌到包裹起來,可以讓內噴站整體看起來很和諧,美觀,不會有整根軌道裸露到外面的那種突兀感。當然軌道箱另一個重要作用就是對軌道起到保護。內噴機器人在完成噴涂工作的過程中,如果整根軌道都暴露在空氣中,則會被過噴的漆霧飄落到軌道表面,從而把直線導軌和齒條污染。所以每根軌道會安裝一個軌道箱,并在軌道箱內部會安裝通風系統,保證整個軌道箱處于正壓的狀態,這樣在漆霧飄過來的時候,會被軌道箱中的壓縮空氣形成一種保護屏障,從而減少對軌道的污染。
內腔噴涂機器人在工作效率和穩定性上,對汽車的噴涂行業有著重要的作用,機器人可以持續長時間按照設定好的軌跡進行噴涂,不會因為疲勞而產生動作的偏差,當然在上漆率上也會有所提高,對于噴房室體的沉降風可以用循壞風代替新鮮風。當然機器代替工人來進行工作,也會有它自己相應的一些不足,一般情況下內噴機器人相對外腔噴涂機器人的種類和數量會比較多,且噴涂軌跡和動作相對復雜,運行的速度也相對較快,這就會導致整個內噴站的漆霧就會相對比較集中,這樣長此以往就會對設備產生污染和損壞,而且漆霧在設備上聚集過多,就會滴落到車身外表,從而產生質量問題,下面我就此問題簡單的講解一下機器人內噴腔噴涂常見的問題和處理方法。
3 開門掛鉤的污染防控措施
對于內腔的噴涂,噴涂機器人會和開門機器人進行配合來完成機器人車門內腔的噴涂工作,這就不可避免會造成過噴的油漆有一部分會掉落到開門機器人的鉤子上面,機器人重復的進行同樣的噴涂工作,長此以往就會導致開門鉤子的積漆,如果不及時進行清理的話,積漆就有可能低落到車身表面,從而影響到整車的車身質量。當然對于開門機器人的開門鉤子的污染問題是無法避免的,那我們應該從哪些方面盡可能的來降低油漆對于開門鉤子的污染呢,下面是我從自己的工作經歷來講解幾點。
3.1 優化噴涂機器人的仿形和噴涂參數
機器人鉤子的污染主要是過噴漆霧附著到鉤子表面,所以在車門內腔噴涂過程中,優化噴涂機器人的噴涂角度,盡量讓機器人在噴涂過程中不會出現霧化器正對機器人開門鉤子噴涂的情況,在開門鉤子和噴涂區域重疊的位置,通過調整角度,讓霧化的油漆盡可能少的掉落到鉤子的表面,這樣可以很好降低鉤子清潔的頻率。
3.2 調整開門機器人的鉤子位置
為了降低過噴的油漆積聚到鉤子表面,適當的調整鉤子的位置,同樣可以達到相同的效果,在噴涂過程中盡量的調整開門鉤子的位置,使其處于整個噴涂過程忠霧化的范圍少的位置。通過調整噴涂機器人霧化器的角度和鉤子位置,達到降低鉤子污染最佳結合點。
3.3 調整噴房室體的沉降風
在車身的整個噴涂過程中,噴房室體的動靜壓室會有沉降風從上往下吹下來,一般內腔機器人噴涂的風速為0.35m/s -0.45m/s。而且要保證整個室體內的風平衡是滿足要求的,這樣才能確保在整個噴涂過程中,過噴的油漆能夠被下沉風平穩的壓到文丘里。如果整個室體的風平衡不穩定,就會導致噴房的漆霧方向的混亂,甚至會產生旋流,這同樣也會使漆霧散落到開門鉤子。為了保證噴房內風平衡,會在噴房的頂部安裝過濾棉,對沉降風起到過濾和均流的作用,建議每3個月對室體內的風平衡和風速進行檢查,如果發現沒有滿足設計要求,就要更換室體頂部的過濾棉,然后重新檢測,以保證室體的沉降風滿足正常的工藝要求。
3.4 車身的工裝夾具
機器人在噴涂過程中,開門鉤子會在完成車門的開啟動作后,噴涂機器人再按照設計好的程序進行噴涂工作,這噴涂程序的都是按照標準的工裝以及安裝方式進行噴涂,如果車門的工裝夾具發生了變化,則會導致開門的角度以及位置發生變化,這樣也會影響機器人正常的噴涂程序,從而導致開門鉤子污染加劇的情況出現,所以要定期對車身的工裝夾具進行校監,對于不符合要求的及時進行替換。
4 機器人7軸軌道污染防控措施
采用內噴帶附加7軸軌道的機器人,在噴涂過程中機器人過噴的油漆會不可避免的對7軸軌道產生污染,長此以往可能會引起7軸軌道滑塊(如圖三中3和5)運行不通暢,如果里面的滾珠因為污染物卡死,則需要首先拆除一段直線導軌(圖三2和4),把損壞的滑塊滑動到拆除的直線導軌的位置取下來,再更換新的滑塊,這樣不僅需要新的備件支持,也會耽誤寶貴的時間,產生不必要的損失,所以對軌道的保養就變的非常重要。
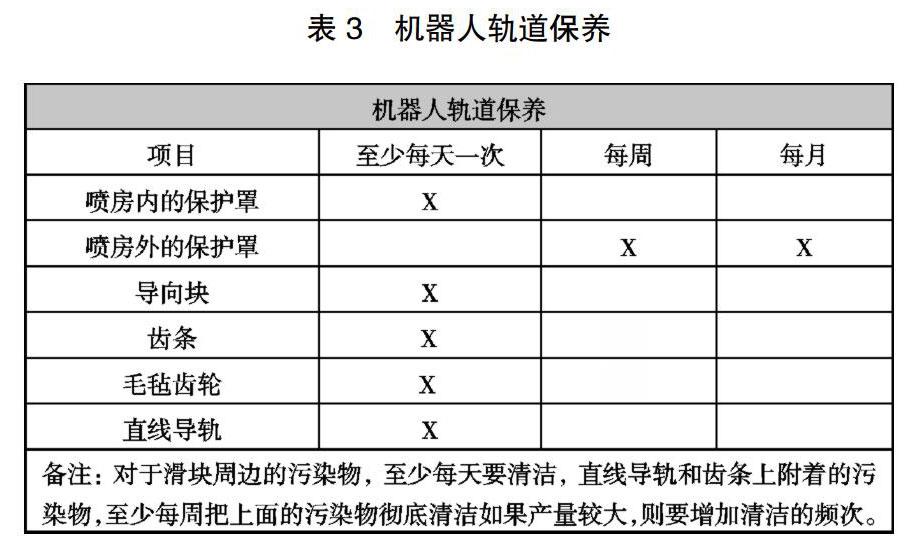
4.1 定期對機器人的軌道進行保養
由于機器人在噴涂過程中不可避免的會對7軸直線導軌以及齒條產生污染,所以定期保養一定是第一位的,要安排清潔工定期對軌道表面的油漆進行清潔。
4.2 調整機器人仿形程序
在內腔噴涂過程中,開門和噴涂要配合完成噴涂工作,為了節省能耗,室體的設計也是不斷縮小,所以機器人噴涂仿形的可操作空間不大,但是我們可以盡可能的調整霧化器的噴涂角度,使其盡量減少霧化器正對7軸軌道噴涂的仿形出現,這樣也可以減輕軌道保養的頻率。
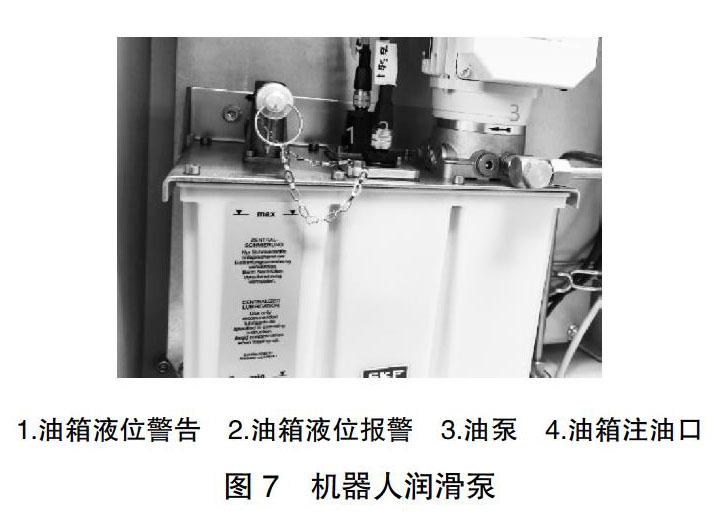
4.3 軌道的潤滑系統要定期檢查
機器人每根軌道運行的直線的導軌,齒條,滑塊都配有單獨的潤滑管路,要定期檢查軌道的潤滑油箱是否液位正常,如圖七所示,當油箱液位低時,就會觸發油箱的液位傳感器(如下圖1和2)報警,這就需要員工在規定的注油口(如下圖中的4),往油箱加注潤滑油。因為潤滑油箱會在機器人的噴涂過程中通過潤滑管路對各個運動部件進行潤滑,從而保證直線導軌,齒條和滑塊之間運行的平滑,大大提升設備的使用壽命。
4.4 軌道箱體的通風
機器人每根軌道會配套安裝一個軌道箱,整個軌道箱是一個密閉空間,在軌道箱內部會有送風管直接接入到軌道箱室體,給軌到箱進行通風,通風量的大小是根據軌道箱的尺寸設計的,這樣就可以使軌道箱的室體形成一個正壓的空間,當外部的漆霧飄過來的時候,會被軌道箱室體內部的正壓氣體吹開,從而盡可能的保證軌道箱內部以及軌道不受漆霧的污染。所以在進行噴涂工作之前一定要檢查軌道箱室體的通風是否已經打開,保證會每米E軌軌道箱的通風量不低于350m?/h,每米C軌軌道箱的通風量不低于150m?/h,并且在整個噴涂過程中軌道箱室體的所有的門必須是關閉的,以保證軌道箱的密封性不被破壞。還要定期對軌道箱室體通風的風量進行檢測,保證每個室體的通風量達到了當初的設計要求,這樣才可以及減少漆霧對軌道的污染,減少額外的設備保養頻次和不必要的備件損失。
5 結語
內腔噴涂機器人對于汽車噴涂行業的重要性是不言而喻的,隨著科技的不斷發展,汽車生產自動化程度的不斷提高,以及國家對于環保重視程度的提高,在未來的汽車噴涂行業中,它必將擔任越來越重要的角色。新技術的發展和引進過程中的改進,推廣是每一個行業不斷發展的永恒主題,隨著汽車制造行業的持續高效的發展,以及新能源汽車的崛起,汽車內腔噴涂機器人也必將會不斷創新,并日趨成熟,未來也會有越來越多的企業將接受并采納這種自動化噴涂技術,而作為一名新時代的汽車涂裝人,定會勇闖先鋒,不負眾望。
