
鋁車身高溫密封膠在汽車涂裝工藝的應用
2020-10-21 04:14:03呂榮佳蔡亞兵于昌淼
汽車實用技術 2020年12期
呂榮佳 蔡亞兵 于昌淼

摘 要:文章詳細闡述了一種以橡膠為基材的無溶劑反應型粘接密封膠的產品、工藝條件,并結合某汽車生產線應用實例,總結了該密封膠的施工條件、施工工藝等。
關鍵詞:施工條件;高溫密封
Abstract: This paper describes in detail the product and process conditions of a solvent-free reactive adhesive sealant based on rubber, and summarizes the construction conditions and process of the sealant in combination with an application example of an automobile production line.
Keywords: Construction conditions; High temperature sealing
前言
隨著汽車行業的發展,輕量化對于新能源汽車有著更為重要的意義,能在保持電池容量不變的情況下明顯提升行駛里程。通過鋁車身輕量化設計,能有效降低重量,其他同等條件下有利于提高整車駕駛性能。
針對涂裝專業來說,鋁車身材料因本身的防腐性能,與傳統的涂裝工藝對比,可以實現簡易工藝,免前處理、電泳、免噴涂,即PVC密封工藝(外覆蓋件一般實現外委工藝)。車企一般采用鋁與鋼連接方式、鋁鑄件與鋁型材連接方式,針對車身的連接方式,PVC密封在鋁車身工藝實施過程中,顯得尤為重要,本文針對高溫密封膠重點介紹。
1 高溫密封膠的介紹
1.1 車身焊縫密封膠
車身焊縫密封膠是汽車涂裝線車身焊縫密封常規應用材料之一,主要目的用于對車身板材結構間隙進行填充、密封,其主要作用為密封、防水、減震。
鋁車身高溫密封膠是以橡膠為基材的無溶劑反應型粘接劑/密封膠,在室溫下能被高壓泵進行輸送,在140℃以上開始化學交聯,固化后的產品具有很好的彈性,在高溫固化后會產生一定量的VOCs,需要經過環保處理后排放,固化后同時具有耐高溫,高粘性,高內聚,耐低溫,適合各種鋁車身、塑料車身粘結。
1.2 技術條件
具體見表1。鋁汽車常規PVC高溫聚氨酯密封膠,在材料、固化機理、硬度、擠出力及斷裂伸長率等幾個方面分析,經分析可適用于汽車鋁鋁板材、鋁鋼板材結構間隙填充、密封。
1.2 膠品施工
1.2.1 高溫密封膠包裝開封后建議在2~4 周內使用完;
1.2.2 設備建議使用壓縮比在55:1 以上的泵進行輸送或采用分級輸送;
1.2.3 施工溫度
建議使用溫度范圍20℃~30℃,最佳使用溫度25℃;
1.2.4 該高溫密封膠可以手工施工,也可以應用機械手施工;
1.2.5 高溫密封膠使用過程中
需控制一定的打膠或噴膠速率,這樣膠才能均勻,當粘度較稀時,打膠速率相對快點,當粘度較厚時,打膠速率相對慢點;適當控制泵壓,當粘度稀時,應適當調低泵壓;當粘度較稠時,應適當調高泵壓。
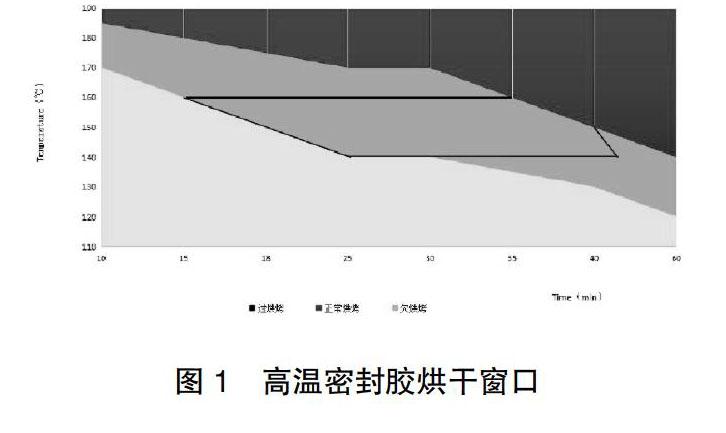
1.3 烘干窗口
高溫密封膠固化窗口來看,高溫膠在140℃時25min時間可以滿足固化要求,此溫度區間在時間≤60min內屬于正常烘烤范圍,如烘干爐溫度提升至150℃,烘干時間18min可以滿足整車固化標準,但考慮到烘干爐動能消耗量隨著烘干溫度提升增加,一般廠家會統籌考慮,采用140℃時25min的工藝烘干參數進行管控。如超過烘干窗口,為過烘烤,其PVC膠外表面會發黃、發硬、開裂現象,因此,適當的工藝烘干窗口為工藝重點管控參數。
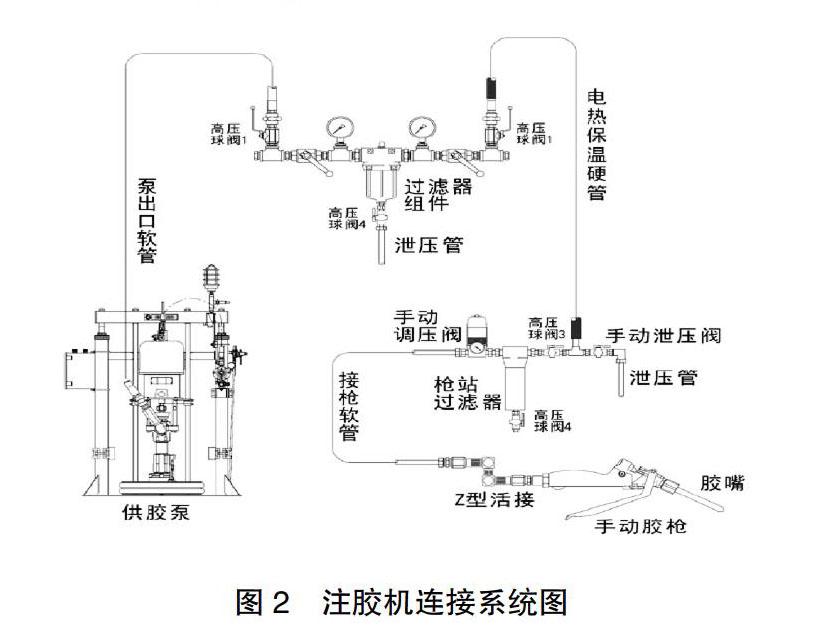
2 注膠機的選擇
鋁車身涂裝工藝實際應用中,因單車使用量約6KG左右,因此結合生產節拍及膠品特性,選擇55加侖的原料桶包裝的注膠機及相配套的系統附件,具體見注膠機連接系統圖2。在選擇注膠機時,有一定的要求,如主泵的相關參數、管路、加熱功能及槍站等。
注膠機主泵:選用55加侖的原料桶包裝的注膠機,該設備的使用壓縮比在55:1 以上的泵進行輸送或采用分級輸送。
供膠管道:管路采用高壓無縫鋼管,法蘭連接(禁止管路與管路直接焊接),外設單面鋁箔橡塑保溫層,厚度20mm。
加熱裝置:根據膠品適應的溫度要求,在輸膠管外表面設有伴管加熱裝置全程加熱及保溫,增加壓盤加熱功能,冬季保持膠品的粘度在工藝要求范圍內。
輸膠槍站:每個槍站設有高壓過濾器(耐壓5000psi)、壓力調節器(耐壓大于3500psi)、壓力表(最大量程為5000 psi)和高壓球閥,槍站出口要保證濾網的精度,不能堵槍。出口壓力:100-250bar壓力可調;出口流量:≥600cc/min。
3 高溫膠使用注意事項
(1)貯存和運輸溫度5℃~30℃,密封保存,避免陽光直射,遠離熱源、輻射和雨水;
(2)若長時間不用,建議每天排膠,至少保證2-3 天有一次排膠,排膠的體積建議大于或等于管道體積;
(3)若兩天以上不用,關閉泵的所有壓力,卸去管道所有壓力;及泵壓盤壓力,換桶時要注意清潔度,避免雜質混入材料之中,導致出膠嘴堵塞。同時注意排氣,以免氣泡影響施工,導致斷膠;或空氣混入物料影響膠的質量;
(4)桶中的材料快用完時,注意及時換桶,以免空打,吸入空氣并混進材料中,影響施工,導致斷膠;
(5)建議壓盤下表面與桶底內表面的距離為5 厘米左右。
4 驗證方法
4.1 粘度驗證
4.1.1 試驗裝置
旋轉粘度計BROOKFILE DVS? 刮刀? 測溫槍 恒溫水浴鍋 容器 秒表(0.1s)。
4.1.2 粘度驗證方法測試前
將膠料放置在恒溫水浴鍋中恒溫中(23±2)℃,旋轉粘度計7#轉子,選擇轉速10r,將膠樣放置在粘度計下方,連接轉子和粘度計,開啟測試,測試穩定后1min讀數。
4.2 附著力
4.2.1 附著力試驗裝置
電熱恒溫干燥箱 BINDER FD115 刮刀、模具、鋁材板。
4.2.2 附著力驗證方法
將膠料用刮刀涂覆在固定模具后的鋁材板上,用刮刀刮平,膠層厚3mm,標準環境放置30min后,放置在標準烘烤溫度下烘烤,取出后冷卻至室溫,放置24h,用刀90℃切塊,切透膠層,割成兩條平行線,間隔5mm。并用手從較厚一段剝離切塊;重復測試二次,觀察膠膜破壞類型,評定附著力級別。
4.3 拉伸強度
4.3.1 拉伸強度試驗裝置
伺服控制材料試驗機,TY-8000測厚儀啞鈴型裁刀Ⅰ型, 不粘性材料:聚四氟乙烯板或其他不粘性材料做成的平板,電熱恒溫干燥箱BINDER FD115。
4.3.2 拉伸強度試驗方法
在不粘材料上將膠料壓制成2mm厚膠片,按照標準條件烘烤固化,冷卻后,將試樣從不粘材料上剝下,用啞鈴型裁刀Ⅰ型,裁制成無氣泡等無缺陷的多組試條,放置24h后測試。啟動材料試驗機,設置好參數,按照夾具移動速度200mm/min,試樣標距25mm,進行拉伸測試,取測試平均值。
5 實驗項目及技術要求
高溫密封膠實驗項目及技術要求如下,需滿足技術要求合格后,才能現場實施應用。
6 結論
隨著汽車輕量化的發展,鋁車身成為車企研究的方向,輕量化、模塊化、智能化發展成為趨勢,鋁車身的密封性因涉及淋雨專項,也成為需要攻關的難題,在投資滿足項目需求情況下,鋁車身的問題會逐步被攻關,成為成熟的工藝。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
