煙箱條形碼快速打印裝置設計綜述
2020-10-21 05:29:27劉俊強宋詞朱紀春
科學與信息化 2020年4期
關鍵詞:設計
劉俊強 宋詞 朱紀春
摘 要 香煙箱裝條形碼是煙箱外面自動打印粘貼的用于產品識別的條形碼段,各個卷煙加工企業煙箱條形碼受到中國煙草總公司的控制,具有全國統一和唯一的編碼。為了做到銷售旺季的市場保供,完成超額生產和碼段打印任務。河南大學邁阿密學院與駐馬店卷煙廠通過技術合作利用,在現有設備的基礎上對設備局部進行技術改造,通過加裝控制開關、傳感器、可編程序控制器等器件,實現快速打印功能,從而確保公司下達生產計劃的順利完成。
關鍵詞 煙箱;條形碼;快速打印;設計
1原煙箱條形碼打印系統的原理分析
企業的煙箱箱裝自動打碼系統是2006年投入使用的設備,目前有3條自動生產線打印煙箱條形碼的設備,自動打印碼段的速度大約是每分鐘4-6個碼段。
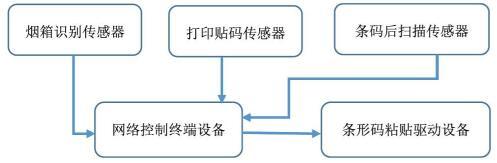
煙箱自動打印條形碼設備由煙箱識別傳感器、打印貼碼傳感器、條碼后掃描傳感器、網絡控制終端操作屏、條形碼打印驅動設備等部分組成。當煙箱通過皮帶輸送到煙箱識別傳感器后,觸發打印條形碼程序,煙箱繼續前行到打印貼碼傳感器上,立即啟動條形碼粘貼驅動設備,在煙箱上粘貼全國統一產品識別條形碼。煙箱繼續向前輸送到條碼后掃描傳感器進行檢測,對條形碼碼段打印和粘貼情況進行掃描識別,通過對比分析出碼段打印質量和粘貼位置是否符合產品標準要求[1]。煙箱條形碼打印系統原理方框圖如下:
2電路改造實施過程
通過研究分析生產線上打印碼段的過程,在原來自動打碼的3個傳感器使用的基礎上,分別對煙箱識別傳感器、打印貼碼傳感器、條碼后掃描傳感器信號進行并聯模擬改進。用BCS 20MG10-XPA1Y-8B型號的傳感器,模擬出生產工序的3個傳感器的信號,通過加裝的可編程序控制器(西門子系列S7-200PLC-CPU222CN),模擬3個傳感器信號輸入和輸出的功能。采用結構化編程控制方式,調整好時間間隔,傳感器信號的時間間隔從3秒到20毫秒之間進行設置,通過反復試驗最終把實驗測試數據固化下來,合理編寫控制程序,并在設備上投入使用,從而及時完成了煙箱條形碼的打印任務。
為了使用不同的速度更好地模擬打印碼段,合理編寫控制程序,反復調整3個傳感器信號的時間間隔,通過實驗最終編寫出4種不同打印速度的程序。通過增加打印碼段不同速度的選擇開關、模擬信號轉換傳感器、在原打碼系統的基礎上改進程序,設計出每分鐘3個、6個、8個、12個共四個速度的程序控制。
操作工通過選擇不同的開關位置,即可改變不同速度的碼段打印速度。通過使用測試證明,在正常生產沒有產生任何干擾的情況下,能夠獨立運行自動打碼系統,并且有效模擬生產的實際效果進行全自動打印碼段。通過編寫合理的工作程序,在正常生產和非正常生產的情況下,都能夠完全模擬正常生產狀態自動打印碼段。
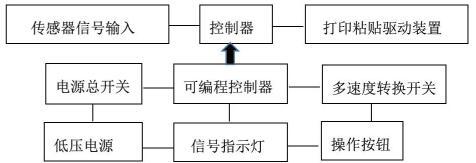
在日常生產過程中,公司下達生產計劃不僅根據企業設備制造能力均衡編排的產量,同時也是根據市場計劃的需要來下達生產計劃。每逢季度末尾幾天或月底最后1天時間,公司會臨時調整生產計劃,要求企業在一定時間內,完成超額數量的碼段打印任務,由于企業沒有高速自動打碼設備,在現有設備的基礎上進行改進,從而保障了碼段打印任務的順利完成。解決了日常生產工作中存在的快速打碼的實際問題[2]。改進后的條形碼打碼設備控制系統與原系統對接框圖如下:
3實施后的效果
在原打碼系統的基礎上進行改進和研制一套獨立控制的全自動打碼系統,加裝可編程序控制器、控制按鈕、改進原機關聯信號。自動打印碼段的功能,節約了班組的大量時間,具有碼段后掃描裝置,完全模擬了正常生產的時序功能。該裝置操作簡單,程序設計合理,受到操作工、相關管理人員的一致稱贊,沒有給正常生產自動打碼帶來絲毫的影響,已經在全部3臺自動打碼系統上進行了技術改造。多個兄弟廠家曾專門到本企業參觀學習,對技術、程序編寫方面進行交流。
在2019年、2020年元旦市場保供的零點行動中,3臺設備自動打碼均提高速度進行補碼,提前6個小時、10個小時完成了省公司下達的生產任務。
加裝的西門子可編程控制器、轉換開關、傳感器、按鈕、信號燈、電纜等投入資金約7000元。購買一臺高速補碼機費用多達26萬元,改造后3臺設備進行推廣應用,直接為企業節約25萬元的專用設備購置費用。
參考文獻
[1] 韓戰濤.西門子S7-200PLC功能指令應用詳解[M].北京:電子工業出版社,2014:201.
[2] 胡敏.深入淺出西門子S-200PLC[M].北京:北京航空航天大學出版社,2003:12.
作者簡介
宋詞(1999-),女,四川成都人;現就職單位:河南大學邁阿密學院,研究方向:電子信息科學與技術。
朱紀春(1974-),男,河南省開封市;現就職單位:河南大學邁阿密學院,研究方向:光電檢測、生物納米材料。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04