CCC機組控制系統在甲醇制冷壓縮機的應用
2020-10-21 05:02:57代輝
中國化工貿易·下旬刊 2020年2期
關鍵詞:節能


摘 要:介紹了美國壓縮機控制公司(CCC)開發的離心式壓縮機組控制系統的防喘振工作原理及其在甲醇制冷壓縮機上的應用。該系統的成功應用大大提升了機組操作的自動化程度和可靠度,同時降低了汽輪機的蒸汽消耗約16.6%,取得了良好的經濟效益。
關鍵詞:防喘振;節能;性能控制;CCC
1 項目背景
中煤陜西榆林能源化工有限公司煤制甲醇裝置于2014年建成投產,低溫甲醇洗工段的丙烯制冷壓縮機1142C101/201采用凝氣式汽輪機驅動的多級離心式壓縮機。機組主要參數下表1。
機組控制系統(CCS)集成了安全聯鎖、防喘振、調速等功能。由于種種原因,系統只有轉速控制回路能夠投入自動,防喘振回路一直在手動控制狀態。在出現生產調整或氣化爐停爐等工況時,必須由操作員手動操作,操作負荷大;特別是受限于手動控制需要留有足夠的操作安全裕度特點,致使制冷壓縮機的防喘振回流閥門一直開度較大、無法關閉,長期維持40%以上的開度,造成壓縮機能耗居高不下。
2 原有系統問題分析
原機組控制系統是一套按安全儀表系統(SIS)標準研發的控制系統,可以很好地完成機組的聯鎖保護和一般的監控和記錄;而由于壓縮機壓縮機理的特殊性,其防喘振控制和性能控制需要專業的控制算法完成,這是原始系統組態所欠缺的,也是機組控制出現問題的原因。原有系統的具體問題有:壓縮機性能控制無法投入自動控制。壓縮機入口壓力手動控制,且一直處于定轉速運行,分別使用三段防喘振回流閥閥手動操作,控制丙烯壓縮機入口壓力。因為手動操作使得機組能耗增加,并且機組入口壓力波動大,致使酸性氣吸收效果較低,進而影響后續工段運行;當生產運行出現波動時,存在機組入口壓力控制不住,導致壓縮機進入液相丙烯,引發壓縮機喘振、機械損害、聯鎖停車等。
①壓縮機防喘振控制存在問題,控制系統指示曾多次發生喘振,但綜合壓縮機振動等參數判斷實際并未發生喘振;②壓縮機各段回流流量計算不準確。把補氣側流流量當作二段、三段入口流量用于計算。當制冷壓縮機為側流結構時,除一段外各段的氣體應為由前段氣體流量和補氣側流氣體流量之和組成,除一段外的各段流量須由上一段氣體流量加上補氣側流氣體流量計算;③防喘振參數和計算方法不夠先進。目前系統中一段、二段防喘振計算,分別使用該段入口壓力以及三段出口壓力進行防喘振保護是不準確的。各段喘振防護應使用該段壓力和流量參數才能正確更合理的完成喘振防護,達到壓縮機各段均實現防喘振保護目的;④壓縮機各段防喘振曲線仍未理論曲線,未經實測。因機組在設計和制造階段存在誤差,使得機組真實喘振曲線和理論計算喘振曲線存在明顯誤差。所以理理論計算喘振曲線不能達到準確和適度的喘振防護,此項誤差可通過實測喘振線來消除;⑤機組喘振回流閥未全關閉、能耗大。1142C101三返一喘振回流閥開度達44.9%;1142C201三返一喘振回流閥開度達35.9%;⑥控制算法有不合理,未采用解耦控制消除各段耦合情況,控制回路不能投入自動。且手動操作增加了勞動負荷,在裝置波動等異常工況時更容易引發壓縮機運行波動,容易觸發聯鎖停車;⑦計算提示壓縮機負荷和蒸汽耗量不大相符,單位千瓦蒸汽耗量大。綜合全廠蒸汽平衡判斷,蒸汽耗量數值比較可信,壓縮機流量數值存在較大誤差。
3 CCC機組控制系統簡介
壓縮機控制公司(Compressor Controls Corporation,CCC)是專業的壓縮機控制系統提供商。CCC開發的壓縮機組控制系統基于壓縮機的機械熱力學原理,已經有上萬臺壓縮機的運行業績,在制冷壓縮機上也多有成功應用,都取得了成功。
CCC的控制技術以防喘振控制為核心,以服務過程生產為目的,能夠在保護壓縮機防止喘振的基礎上為過程生產提供高效、專業、智能的壓縮機控制控制系統。
在硬件上,控制系統以高速為特色,關鍵的機組控制回路,如防喘振控制、調速控制、抽汽控制等的回路響應速率為20ms,保證可以及時發現壓縮機工況變化,提前反應,防止壓縮機喘振。
控制系統硬件上為全冗余結構,可以在線熱插拔更換故障部件。系統具有自學習功能,更換部件后無需下載。
CCC的控制算法一直為業界所稱道,是CCC控制技術的核心基石。
CCC的Prodigy控制系統是CCC最新的控制系統,集成了CCC使用多年的、成熟的控制算法,可以滿足制冷壓縮機等的控制需求。
3.1 壓縮機喘振和防喘振控制
透平式壓縮機的喘振是機組自身固有的特性。在一定壓比下,如果壓縮機流量過低,氣體會從壓縮機出口向入口逆向流動,這就是喘振;待出口壓力降低到一定程度后壓縮機的氣流又恢復正向流動。
當發生喘振時,透平壓縮機將出現整個機組管網系統周期性氣體振蕩現象。它會導致壓氣機部件的強烈機械振動和熱端超溫,機組性能惡化,氣體參數(壓力,流量)產生大幅度脈動,并且會發出如同喘息病患者呼吸時的“呼哧,呼哧”的噪音,極大地加劇機組整個的整體振動。喘振不但會中斷裝置生產,還會使機組的定子、轉子等元件經受交變的動應力,失調的級間壓力引起強烈的振動,使軸承和密封損壞;甚至會出現定子與轉子元件相碰,壓縮氣體泄露、引起火災、爆炸等重大事故。機組嚴禁出現喘振工況下運行。
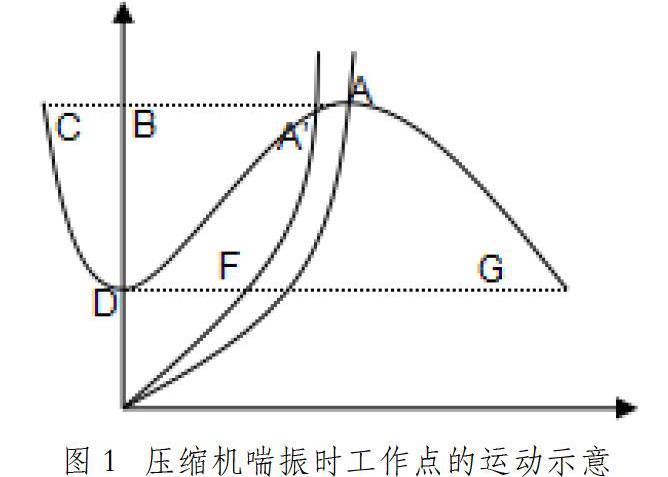
機組及管網系統運行工況點位于壓縮機性能曲線的左支時,為機組穩定的工作區域。當工況點在A時,如果突然降低機組的出口管道流量,系統曲線會從I位置轉移到Ⅱ位置。這時,機組的排氣流量Qj、壓力會下降。因為管網中的容積很大,容器內的壓力下降會產生滯后,所以大容積的管網內壓力就會高于機組排氣壓力。機組流量會進一步減少,促使壓力因流量的下降而進一步減小,這種狀態會持續循環惡化。當管網中容積足夠大時,就會出現管網內的氣體向壓縮機倒流的現象,機組流量發生快速變化,由正值到零,再由零變為負值。由于管道系統容積很大,在出現反向流的瞬間,管網中的壓力出現很小的變化,這樣,壓縮機的工作點就經過B點跳至C點。此時管網系統內即向外部排出氣體,又會向機組內部倒流回氣體。這樣,容器的壓力就要降低,沿圖1中的Ⅱ曲線運動,由A'點到F點,機組出口管道內壓力也相應下降,其工作點會從C點移動向D點。當到達D點后,以為系統中仍然存在著倒流,管網中的壓力仍繼續下降。但是,機組運行的性能曲線到達了轉折點,壓力停止下降,于是壓縮機的出口壓力超過了管道容積內的壓力,則停止倒流。這時,機組重新建立起正常的工作條件,而向管道內送壓縮氣體。其工作點由D點跳至G點,機組的流量極大地增加,進入管道內的流量就大于管道內排出的流量。于是,管網容器中的壓力和壓縮機的背壓又逐漸上升,壓縮機的工作點由G點向A點移動。如此重復循環、周而復始,致使整個機組管網系統發生喘振。
當壓縮機管網系統發生喘振時,管網中的容器相當于整個系統基本諧振器。因此,喘振循環中參數變化的頻率和幅度的大小,與管網的容量大小有很大的關系。
管網的容積愈大,喘振的頻率愈低,喘振的振幅愈大;管網的容積愈小,喘振的頻率愈高,喘振的振幅愈小。
在實際工業壓縮機上,一個喘振循環的周期在0.3S到3S之間。
從A點到C點的時間在20~50mS間。
3.2 防喘振控制的挑戰
看起來防喘振控制只是一個流量控制,但這只是一個靜態的表面現象。考慮到不同氣體條件下壓縮機的喘振線的位置差異很大,防喘振控制需要協調考慮裝置連續生產等復雜情況,防喘振控制成為機組控制的核心難點之一。防喘振控制的挑戰在于:①防喘振控制方案制定不合理,需要確定一條適用于各種工況的防喘振控制用的喘振線,困難;②需要確定真實喘振線的位置,困難;③防喘振控制響應要在保證機組不喘振的同時盡量降低對生產的沖擊;④防喘振閥門之間一般存在強耦合。
3.3 CCC防喘振控制的機理和方程
根據壓縮機的機械熱力學機理,壓縮機壓縮機氣體的結果是增加了氣體的內能。氣體內能的增加可以用多變壓頭表示。多變壓頭在壓縮機機械尺寸和轉速確定后具有唯一性,其方程為:
其中:Hp:多變壓頭;Zavg:壓縮因子的平均值;Ro:通用氣體常數;Ts:入口氣體溫度;MW:分子量;Rc:壓縮比;σ:多變指數,;Rt:溫度比;
現場一般使用差壓流量元件測量壓縮機流量,流量和差壓具有如下關系:
其中:ΔPo,s壓縮機入口流量差壓;Zs:壓縮機入口壓縮因子;Ps:壓縮機入口壓力;
前述兩個方程進行比值計算,得出新的方程:
在新的方程中,無法直接測量的氣體參數,如壓縮因子,分子量等,都已經被抵消掉。防喘振控制所使用的參數都是易于現場實際測量的參數如流量差壓、壓力、溫度等。
3.4 在線實測喘振曲線
壓縮機制造商提供一組機組設計時理論計算的喘振線。由于壓縮機制造商或設計院的設計會考慮余量,往往會給出比較保守的理論壓縮機喘振線,因為壓縮機出廠前驗收,無法進行真實工藝氣配比的工況下測試及安裝等原因,無法得出實際喘振線。而CCC通過在壓縮機開機過程中,在多個轉速下對實際喘振測量,繪制準確壓縮機的喘振線。通過壓縮機的實際運行工況能夠與工藝狀況更好的匹配,真實的測量出壓縮機的運行工況。
根據多次實測喘振線經驗,實際喘振線在壓縮機的在理論喘振線的右下位置的情況也很多,就會發生運行點未到達理論喘振線而更早喘振,此時,防喘振控制是失效的,也存在較大運行風險。這也是部分防喘振控制無法投入自動控制,防喘振閥門長期保持相當開度的原因之一。所以實測壓縮機喘振線是壓縮機防喘振控制非常必要的一環。
根據過去經驗,CCC的防喘振控制器指示靈敏,反應更迅速,喘振試驗時喘振深度較主機廠做的喘振試驗淺,不會對機組造成機械上的損害。
4 丙烯制冷壓縮機1142C101/201控制系統改造
本次改造的目的有二,首先是實現自動的機組入口壓力控制,為低溫甲醇洗提供穩定的冷源,其次是盡量關閉防喘振閥門,降低機組蒸汽消耗,達到節能降耗的目的。
改造使用一套CCC的Prodigy控制系統,實現1142C101/201的防喘振控制、調速控制、性能控制和入口罐液位控制。原有控制系統內相應控制功能取消,其他功能如聯鎖等不變。
①將現有控制系統中的壓縮各段防喘振控制、入口壓力控制和透平轉速控制轉入CCC控制系統;②重新計算并設定各段防喘振控制線;③現場實測壓縮機機各段喘振曲線,設定各控制回路的解耦協調控制,POC控制和RT控制,從而實施安全、高效的防喘振及性能控制;④需要將參與壓力控制、轉速控制及防喘振控制所需要的入口流量、入口壓力、入口溫度、出口壓力、出口溫度等信號經一入兩出分配器分出接入CCC控制系統,輸出由CCC控制器接到防喘振閥和導葉執行機構;⑤增加一臺CCC控制機柜并增設兩臺CCC操作站(其中一臺兼工程師站)。
4.1 丙烯制冷壓縮機的控制方案
在充分總結了丙烯壓縮機的運行情況后,制定的機組控制方案如下:①在機組啟動前,使用一段入口液位控制建立一段入口罐液位;②在壓縮機啟動前,防喘振閥門在全開位置;透平調速閥門在全開位置;③根據機組制造商要求,透平由現場控制暖機、沖轉跨越臨界,到達最小工作轉速后,交由轉速器控制器控制轉速;④在透平轉速達到工作轉速區域時,防喘振控制器投入運行,自動關小防喘振閥門;⑤在透平轉速達到工作轉速區域時,入口壓力控制器投用,開始自動控制入口壓力;⑥在機組正常運行時,各段防喘振控制器投入自動狀態運行,通過喘振控制線(SCL)與運行點的偏差進行PI調節。在正常工況下,壓縮機入口壓力通過轉速來調節,當入口壓力偏高時提高轉速,當壓力偏低時降低轉速;當入口壓力偏低較多時,轉速調節壓力調節能力不足時,自動投用POC控制適度開大防喘振閥門應對。
4.2 喘振線的實際測試
為了實現安全地壓縮機防喘振控制,在保證機組安全運行的前提下盡量節約蒸汽消耗,需要對壓縮機的喘振線進行實際測試。
喘振測試在壓縮機開工初期進行。為不影響裝置正常生產,喘振測試安排在低溫甲醇洗系統降溫過程中進行。根據壓縮機的設計參數和實際運行情況,喘振測試的轉速設定在5500rpm和5800rpm。
在系統內基本排凈不凝氣,機組各項參數運行平穩無明顯異常,轉速達到設定轉速后開始喘振測試。
喘振測試時各段防喘振閥門在手動控制模式,使用控制系統和喘振測試專用的記錄儀捕捉壓縮機防喘振相關的各項參數的變化情況。首先手動小幅度逐漸關閉一段防喘振閥門,壓縮機工作點會逐漸向左移動;如出現工作點移動速度加速,控制系統可以立即增加防喘振閥門的開度,防止壓縮機進入喘振工況。在完成一段喘振測試后,依次進行二段和三段的喘振測試。
在喘振測試的過程中,在現場和室內各設置一名專職的監視人員。如出現異常情況,可以視情況立即做出調整、停止喘振測試或安全停機等操作,保證機組安全。在實際喘振測試時,由于壓縮機沒有進入喘振工況,機組位移和振動僅有小幅上升(約3um),現場未觀察到和聽到明顯異常。
圖3為壓縮機二段在5800rpm喘振測試時出現工作點加速向左移動時的記錄。在圖上的對應參數變化是dev(下數第三根曲線)快速下降,防喘振閥門(下數第二根曲線)快速適度打開,dev回到正常數值。
經過喘振測試后,最終形成的喘振線見下圖。圖中紅色的線是喘振線,綠色的線是控制線,藍色的線是壓縮機理論預測的性能曲線。可以看出各段的喘振線都發生了大幅向左的移動,這大大增加壓縮機的操作空間和操作彈性,也為壓縮機的節能運行打下了基礎。
5 改造后的實際應用效果
CCC控制系統投用后,實現了防喘振回路的全自動控制,大幅降低了防喘振閥門的開度,也大幅降低了蒸汽消耗;CCC控制系統實現了自動的壓縮機入口壓力自動控制,在裝置負荷變化和氣化爐停爐時可以自動調整轉速,無需人工介入,降低了操作人員的強度,提供可機組運行的可靠性。
5.1 實現自動控制
改造后各不但轉速控制回路在自動控制,所有防喘振回路均投入自動控制,入口壓力實現了自動控制。控制系統不但在正常生產時可以自動控制防喘振閥門和入口壓力,在發生氣化爐聯鎖停爐時也可以自動應對,無需人工操作。
5.2 節約蒸汽效果明顯
在改造實施過程中,我們對涉及機組控制的儀表和防喘振閥門等按規程進行了調校,在開工過程中實測了防喘振曲線。實測結果表明,壓縮機實際喘振線大幅低于理論喘振線。這是壓縮機能夠實現節能運行的重要基礎。
改造前后在相同裝置負荷下的系統運行參數對照如下表。在表中載明的兩個時間點上,裝置的負荷基本相同,都是112%上下,但改造后蒸汽消耗大幅下降。
從上表可以看出,改造后C101每小時節約中壓蒸約4.2t/hr,C201每小時節約中壓蒸汽約3.03t/hr,合計每小時節汽7.25t/h,節能率約16.6%。
中壓蒸汽的成本以每噸100元計,可以每年節約動力成本超過635萬元。
6 結語
從以往的操作經驗看,低溫甲醇洗的制冷壓縮機的制冷能力遠超裝置冷量需求(單臺機組可以滿足兩個系列90%的負荷),這也是造成制冷壓縮機防喘振閥門開度大、能耗高的重要原因,一度有討論是否要更換壓縮機。使用CCC控制系統后,結合喘振測試和自動控制技術,大幅度關小了防喘振閥門,降低了蒸汽消耗,同時實現了機組的全自動控制。盡管目前防喘振閥門仍有約12%的開度,但根據閥門等百分比特性估算,其實際的回流量僅相當于名義回流量的3%,能耗浪費已經相當低了。
通過改造,我們實現了在裝置正常生產時制冷機組的節能經濟運行;在單臺制冷機組故障時,仍可保持兩系列裝置90%左右的負荷。這大大拓展了機組的操作彈性和運行空間。
我們的實踐說明,采用先進的控制技術,不但可以節能降耗,還可以挖掘機組潛力,在相當程度上彌補機組能力和裝置需求間的配套問題。這在機組控制領域帶來了全新的理念,對類似機組具有很強的借鑒意義。
參考文獻:
[1]楊治龍.CCC系統在煤制甲醇空壓機組及氨制冷壓縮機組改造及應用[J].化工管理,2016(26):124.
作者簡介:
代輝(1983- ),男,民族:漢,籍貫:黑龍江省依蘭縣,學歷:大學本科,職稱:工程師,研究方向:化工儀表、過程控制,以及信息化、智能化應用。
猜你喜歡
中國科技博覽(2016年22期)2016-11-01 15:34:51
中國科技博覽(2016年22期)2016-11-01 14:48:58
時代金融(2016年23期)2016-10-31 13:17:24
中國科技博覽(2016年19期)2016-10-19 13:10:22
中國科技博覽(2016年19期)2016-10-19 12:51:06
中國科技博覽(2016年18期)2016-10-19 11:23:00
中國科技博覽(2016年18期)2016-10-19 07:47:05
科學與財富(2016年28期)2016-10-14 21:10:06
科學與財富(2016年28期)2016-10-14 20:02:56
科學與財富(2016年28期)2016-10-14 01:30:30