淺析船舶制造過程中的拼板焊接工藝
2020-10-21 00:02:25李洋
科學與財富 2020年8期

摘 要:船舶焊接變形控制是船舶制造過程中的重要技術(shù)難點之一,而拼板焊接在船舶焊接占據(jù)了很大比例,如何在拼板過程中控制焊接變形、提高焊接效率已成為國內(nèi)外造船企業(yè)共同的研究課題。基于此,本文主要對船舶拼板焊接過程中的工藝要求及變形控制等進行分析。
關鍵詞:拼板焊接工藝;變形控制;薄板焊接
1 工藝流程:
拼板焊接指分段制作中,將船體各層甲板、平直內(nèi)外底板、平臺板、橫縱艙壁等大面積平直鋼板預先拼制焊接成型的過程。一般材質(zhì)、板厚的拼板施工多采用埋弧自動焊,其工藝流程如下:
1)對照拼板施工圖紙,核對每塊零件名及正反面,檢查材料坡口是否正確,檢查每塊零件尺寸是否在精度要求內(nèi);
2)在拼板胎架上進行預鋪,胎架水平需滿足±2mm的精度要求,將基準板邊對齊,確認基準板邊直線度標準誤差范圍≤1mm,允許誤差范圍≤2mm,兩條基準板邊開角尺,確保兩條基準板邊為90°。將拼板的基準邊校對平齊之后使用工裝固定,可使用卡邊式工裝,盡量減少使用馬板進行焊接定位,以節(jié)約打磨馬腳的時間;基準邊校平之后鋪設其他鋼板,厚板較重可使用油泵進行定位,而薄板可使用撬杠撬緊;
3)所有零件鋪設好之后,根據(jù)基準板邊定位主板板縫,利用油泵、手拉葫蘆等將存在錯位的位置進行調(diào)整,將非基準板邊的端差處理光順,保證所有板縫和自由邊的直線度和垂直度;
4)裝配完成后進行精控測量,自主檢測所拼主板的長、寬尺寸及對角差,確認與拼板圖紙尺寸一致,數(shù)據(jù)有問題時及時整改調(diào)整,要求長、寬尺寸標準誤差范圍±2mm,允許誤差范圍±3mm,對角差值標準誤差范圍≤2mm,允許誤差范圍≤3mm;長寬無法檢測的異形板拼板時檢測對角線長度,要求對角線尺寸標準誤差范圍±2mm,允許誤差范圍±3mm。
5)拼板時主板錯位偏差≤1mm,自動焊板縫間隙為0~1mm,定位焊長度為30mm~50mm,間距為300mm~500mm。
6)根據(jù)WPS要求,選用合適的焊材、焊劑進行焊接,在板縫兩端設置引弧板、熄弧板,厚度與所拼鋼板相同,其規(guī)格常為100*100mm,焊接完正面后需進行翻身碳刨;
7)翻身過程中需注意,盡量沿著板縫方向翻身,降低焊縫撕裂風險;板厚差較大時,從厚板向薄板翻身,減少薄板變形;
8)翻身碳刨后焊接反面,焊接完成后進行焊后精度控制,合格后方可吊離拼板工位進行后續(xù)施工。
2 焊接變形:
拼板施工過程中,焊接變形對結(jié)構(gòu)的性能影響較大,會導致船體的強度及韌性下降,最終影響船舶的建造質(zhì)量。因此我們需要針對拼板過程中產(chǎn)生的各種變形,采取不同的措施進行處理,分析原因,提前預防,以達到減少變形的目的。
2.1焊接變形的分類
1)縱向變形:焊縫縱向收縮而引起的拼板縱向尺寸縮短,被稱為縱向變形,縱向收縮量一般隨焊縫長度的增加而增加。
2)橫向變形:焊接后產(chǎn)生的橫向變形主要是橫向尺寸減少,被稱為橫向變形,橫向變形一般鋼板越厚、坡口角度越大,橫向收縮量也越大。
3)波浪變形:一般出現(xiàn)在薄板拼板焊接過程中,主要是因為焊縫縱向縮短對鋼板邊緣產(chǎn)生的作用力,使板邊出現(xiàn)波浪形式的變形。
4)其他變形
2.2焊接變形的影響因素:
不同材料的導熱系數(shù)、比熱和膨脹系數(shù)是主要因素,而焊縫位置,焊接方法,焊接方向等都是拼板焊接產(chǎn)生變形的原因。拼板焊接變形都是各種因素綜合作用下產(chǎn)生的結(jié)果。
2.3焊接變形的控制:
1)在設計時根據(jù)材料特性,預先留出收縮量,計算出下料尺寸,這樣基本可以解決板縫縱向變形;
2)根據(jù)不同的板厚,設計選用合適的坡口形式,可以減少橫向變形;
3)拼板時盡量選用大尺寸鋼板,減少焊縫長度及數(shù)量;
4)合理設計板縫位置,盡量對稱布置,減少彎曲變形;
5)合理選擇焊接順序,比如:先焊接收縮量大的焊縫、盡量從中間向四周對稱焊接等;
2.4焊接變形的校正:
拼板過程中,雖然在設計及施工工藝基礎上可以采取措施控制變形,但由于焊接本身的特點,產(chǎn)生變形是不可避免的,對超出精度要求的必須進行校正。變形校正最常用的方法有火焰校正及機械校正兩種。機械校正適用于塑性良好的材料,利用外力使構(gòu)件產(chǎn)生反方向的塑性變形,達到校正變形的目的。火焰校正是利用火焰局部加熱時產(chǎn)生的塑性變形,冷卻后收縮,來達到校正變形的目的,為了縮短校正時間,船廠常采用邊加熱邊澆水的方法,提高效率。
3 薄板焊接工藝:
以上為常用鋼板的拼板焊接工藝及變形控制方法,而厚度小于8mm的薄板拼板焊接工藝及變形控制如下:
3.1焊前準備:
薄板板材在拼板之前應在校平機進行表面校平,盡可能減少其變形和應力,確保板面平整,焊縫兩側(cè)打磨除銹,以保證裝配間隙均勻。
3.2裝配工藝:
1)拼板需要在正規(guī)拼板胎架上進行,薄板焊接需要剛性固定,在拼板邊緣使用直角卡碼固定,每個卡碼間距200mm-300mm,若是大面積的拼板則還需在板縫兩邊使用壓碼固定,壓碼數(shù)量根據(jù)焊縫長度來定;
2)板縫間隙控制在0.5mm以內(nèi),板口邊緣要整齊,上下錯邊應小于0.15倍板厚;
3)定位焊使用二氧焊,采用小電流輸出,定位焊長度20mm,間距100mm-120mm,十字交叉對接縫中的定位焊不能焊接在交叉點上,錯開交叉點50mm;
4)焊接完第一面之后,待板縫冷卻平復,才能吊開壓鐵,翻身焊接另一面。
3.3焊接工藝:
薄板埋弧焊時,盡可能采用小參數(shù)電流,焊接參數(shù)應在試板上調(diào)試好,并在引弧板上起弧焊接,焊接時嚴格控制對接縫的焊縫寬度和余高。
焊接順序一般遵循以下原則:
1)先焊接不對其他焊縫產(chǎn)生剛性約束的焊縫;
2)每條焊縫焊接時需要保證其一端能夠自由收縮
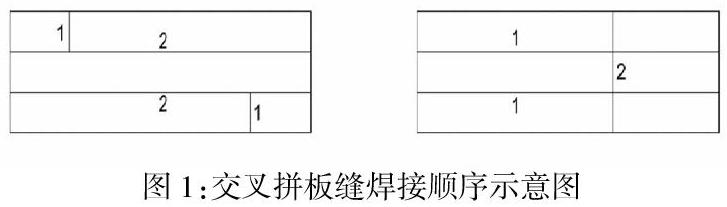
3)交叉拼板縫:T型交叉時,先焊接端縫后焊邊縫;十字交叉時,先焊縱縫后焊橫縫,見下圖1;
4)對于較長的焊縫,可以采用分段焊法,將連續(xù)焊縫改為斷續(xù)焊縫,避免在一個區(qū)域施焊,造成熱量集中,形成塑性變形;分段焊法包括分段退焊法、分中分段退焊法、跳焊法、交替焊法,具體形式見下圖2;
4 結(jié)語:
拼板焊接是現(xiàn)代造船重要工序之一,而焊接變形是船舶建造過程中難以回避的問題。本文淺要分析了焊接變形的形成原因與控制方法,尤其是薄板的拼板焊接,研究薄板焊接工藝有利于提高船舶建造的質(zhì)量。
參考文獻:
[1]陳倩清,《船舶焊接工藝學》 哈爾濱工程大學出版社,2008.
[2]明瑞云,《薄板焊接變形分析及控制》 焊接技術(shù)雜志,2010
作者簡介:
李洋 (1992-),男,江蘇南通人,助理工程師,現(xiàn)任職于啟東中遠海運海洋工程有限公司,主要從事船舶工藝工法方面工作.
