石油化工夾套管施工方法概述
2020-10-22 01:58:02龐士斌
石油化工建設(shè) 2020年4期
龐士斌
北京燕華工程建設(shè)有限公司 北京 102502
1 夾套管的構(gòu)成型式
1.1 基本結(jié)構(gòu)
夾套管主要由內(nèi)管、夾套外管、外管調(diào)整段、管帽、夾套法蘭、外管蒸汽聯(lián)絡(luò)管、定位板和支撐板等部件構(gòu)成。夾套管是一種具有雙層套管結(jié)構(gòu)的特殊管道,在小直徑管道外面套上同心的大直徑套管,內(nèi)管用于輸送工藝介質(zhì),套管內(nèi)流動著起保溫或加熱作用的熱載體來補(bǔ)充內(nèi)管在輸送或停輸期間的熱損失,以保持恒定的工藝溫度。夾套管結(jié)構(gòu)圖見圖1。

圖1 夾套管結(jié)構(gòu)示意圖
1.2 分類
夾套管可分為內(nèi)管焊縫隱蔽型和內(nèi)管焊縫外露型兩種,詳見圖2。
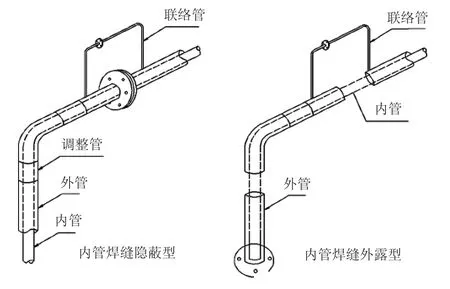
圖2 兩種類型夾套管結(jié)構(gòu)示意圖
2 夾套管線施工流程
夾套管施工流程圖見圖3。
2.1 施工準(zhǔn)備
(1)技術(shù)人員審查熟悉圖紙,按照設(shè)計要求及規(guī)范要求編制相應(yīng)施工方案及焊接方案,對合格的施工人員進(jìn)行技術(shù)交底、安全交底和質(zhì)量控制點交底。
(2)夾套管的預(yù)制應(yīng)在干凈、通風(fēng)、環(huán)境適宜的廠房進(jìn)行施工。
2.2 下料

圖3 夾套管線施工工藝流程圖
(1)夾套管預(yù)制前要仔細(xì)核對審查內(nèi)外管圖紙,合理準(zhǔn)確地確定內(nèi)外管的下料尺寸,考慮到以后安裝方便,預(yù)制時外管調(diào)整位置的調(diào)整段應(yīng)留100~150mm 較為適宜。合理安排下料組對工序,仔細(xì)制定內(nèi)、外管分段下料明細(xì),使焊縫數(shù)量減少到最低限度。同時,必須要保證外管安裝前內(nèi)管焊縫的外露,以便于檢查。內(nèi)管下料前先把管內(nèi)吹掃干凈,管線下料最好采用機(jī)械下料。若用氣焊或等離子切割,一定要采取措施保證管內(nèi)潔凈,而且坡口要打磨平整,保證坡口平面垂直于管子中心線。
(2)坡口角度為30°~35°,鈍邊1~1.5m,采用坡口機(jī)或砂輪機(jī)加工,然后清除坡口周圍所有的毛刺、油污、灰塵等,坡口內(nèi)外20mm 范圍內(nèi)要露出金屬光澤,保證焊接質(zhì)量。夾套管線多用于輸送黏度較大的介質(zhì),要求管內(nèi)壁平滑,不允許出現(xiàn)焊瘤或其他凹凸不平的缺陷。
(3)內(nèi)管下料后考慮直管段上定位板的安裝,定位板的材質(zhì)應(yīng)與內(nèi)管材質(zhì)相同。定位板一般分為3 塊,其安裝以不影響環(huán)隙介質(zhì)的流動和管子的熱位移為宜,水平配管時其中兩塊定位板對地面夾角保持在110°~120°范圍內(nèi),垂直配管3 塊定位板120°均布。定位板安裝位置示意圖見圖4。
直管段定位板最大間距見表1,定位板的材質(zhì)要與內(nèi)管相同。
2.3 后續(xù)工作

圖4 定位板安裝位置示意圖

表1 直管段定位板最大間距一覽表
內(nèi)管上的定位板焊接完成后,需做滲透(PT)檢測。內(nèi)管焊接前,將外管先套進(jìn)去,并預(yù)留調(diào)整段以利于內(nèi)管焊縫檢測及壓力實驗。部分套管或管件無法套入時,可用直管段或標(biāo)準(zhǔn)管件剖開制成兩半,開件必須磨出坡口,最小長度不小于150mm。夾套管內(nèi)外管及管件周向焊縫內(nèi)壁要齊平,不平度不得超過壁厚的10%,且不大于1mm,防止內(nèi)、外管腔變小或阻塞。一般情況下,在每兩個法蘭與法蘭、管件與管件或法蘭與管件之間都必須有調(diào)整段。夾套管預(yù)制完成后,內(nèi)管除定位板以外,焊縫都應(yīng)外露或移動外管后可以看到,內(nèi)管上焊接完成的焊縫無損檢測要按規(guī)范比例全部完成。
3 夾套管安裝
(1)夾套管安裝應(yīng)在建筑物、構(gòu)筑物施工基本完成,配管的設(shè)備及支吊架就位、固定、找平后進(jìn)行。且夾套管線應(yīng)該優(yōu)先于其臨近有關(guān)管線進(jìn)行安裝。
(2)夾套管安裝前,要對預(yù)制的各管線、各區(qū)段需用的閥門、儀表配件等按圖紙編號認(rèn)真核實確認(rèn)無誤,再對內(nèi)管進(jìn)行檢查,合格后才可以安裝就位。
(3)安裝時要求內(nèi)管直管段上兩個環(huán)自焊縫間距不得小于200mm,外管焊縫間距不得小于100mm,套管環(huán)向焊縫與管架凈距不小于100mm,且不得留在過墻或樓板位置。水平管段兩開件套管的縱向焊縫應(yīng)置于易檢部位。外管焊接時盡量避免十字焊縫。環(huán)向焊縫內(nèi)壁齊平,不平度不宜超過管壁厚的10%,且不大于2mm。外管應(yīng)打磨平整。
(4)外管水平夾套管聯(lián)絡(luò)管安裝要求,應(yīng)根據(jù)介質(zhì)的不同調(diào)整安裝位置,若介質(zhì)為汽態(tài),應(yīng)為高進(jìn)低出;若介質(zhì)為液態(tài),則應(yīng)為低進(jìn)高出。
(5)夾套管安裝時,不得使其重量作用于轉(zhuǎn)動設(shè)備上,不得強(qiáng)制對口。安裝期間如間斷進(jìn)行,需及時封閉敞開的管口、閥門口和設(shè)備口。
(6)夾套管安裝的坐標(biāo)、標(biāo)高、水平度和垂直度應(yīng)符合設(shè)計文件要求,偏差值不得超過表2 的規(guī)定。

表2 夾套管安裝允許偏差一覽表
(7)設(shè)計有坡度的夾套管時,應(yīng)保證規(guī)定的坡度值。調(diào)整安裝坡度的墊板,不得加在管道與管托之間,只能加在管托底板下面。
(8)內(nèi)管焊接安裝完成后,焊縫按照設(shè)計文件或規(guī)范要求進(jìn)行固定焊口的無損檢測檢驗,如有缺陷要及時進(jìn)行返修,合格后還要做好相應(yīng)的記錄。內(nèi)管施工完成,無損檢測合格后,進(jìn)行內(nèi)管整體的強(qiáng)度試驗和嚴(yán)密性試驗。內(nèi)管水壓試驗合格后,方可焊接夾套外管。外管安裝時要從管線的一端開始進(jìn)行,安裝時還要實際測量彎頭、法蘭、閥門處的調(diào)整段長度進(jìn)行下料、組對和焊接。夾套外管安裝完成后,按照規(guī)范要求及設(shè)計圖紙要求進(jìn)行相應(yīng)比例的無損檢測,合格后再進(jìn)行強(qiáng)度試驗及嚴(yán)密性試驗。
4 夾套管的壓力試驗
管道實體完成,施工過程資料經(jīng)過業(yè)主及監(jiān)理單位檢查合格后,方可進(jìn)行強(qiáng)度與嚴(yán)密性試驗。一般采用液壓試驗;液壓試驗有困難時,經(jīng)過業(yè)主及設(shè)計單位批準(zhǔn)可以采用氣壓試驗。水壓試驗時夾套管內(nèi)管的試驗壓力,要按照內(nèi)外管設(shè)計壓力的最大值的1.5 倍來設(shè)定,套管試驗壓力應(yīng)為套管設(shè)計壓力的1.5 倍。不銹鋼管如果采用水壓試驗,水中氯離子含量不得超過50mL/ L。
氣體壓力試驗時,內(nèi)管按內(nèi)管或套管二者中設(shè)計壓力最大值者的1.15 倍確定,套管為套管設(shè)計壓力的1.15 倍。當(dāng)設(shè)計溫度高于試驗溫度時,試驗壓力應(yīng)按式(1)計算。

式中:Ps——最小試驗壓力,MPa;
P——設(shè)計壓力,MPa;
δ1——試驗溫度下管子的許用壓力,MPa;
δ2——設(shè)計溫度下管子的許用壓力,MPa,
內(nèi)管試驗時按內(nèi)管和外管設(shè)計溫度較高溫度者取值。
系統(tǒng)試驗完成后,要將水排凈,吹掃干凈后及時封閉,并做好記錄。
5 夾套管的焊接要求
(1)焊工必須在焊接責(zé)任工程師和專業(yè)人員指導(dǎo)下,按焊接順序進(jìn)行技能培訓(xùn),經(jīng)考試合格后,才準(zhǔn)予參加施焊工作。不銹鋼的手工氬弧焊和手工電弧焊分別考試合格后,才準(zhǔn)予參加不銹鋼的氬電聯(lián)合焊接工作(即手工氬弧焊封底,手工電弧焊蓋面)。對特殊重要的夾套管需焊前工藝考試合格,在施焊過程中應(yīng)按規(guī)定的焊接工藝進(jìn)行焊接,工序之間應(yīng)有交接手續(xù)。
(2)各種焊接材料及輔助材料應(yīng)有材質(zhì)合格證。氬弧焊使用的氬氣純度應(yīng)在99.9%以上,不熔化電極宜采用鈰鎢極或釷鎢極。
(3)點固焊點,應(yīng)由焊接同管道的焊工進(jìn)行,點焊用的焊條、焊絲與正式焊縫所用焊材相同,點固焊必須焊透。點焊位置及點數(shù):管道公稱直徑≤100mm,3 點均布;管道公稱直徑≥100mm,4 點均布;點固焊點長度為5~10mm,高度不超過壁厚的1/ 3。引弧應(yīng)在焊道坡口內(nèi)側(cè)進(jìn)行,不得在管道母材上引弧或?qū)⑾ɑ↑c引向焊道以外。
(4)內(nèi)管焊接宜采用氬弧焊打底充氬保護(hù),保證焊縫成型,使管內(nèi)壁平整光滑。
6 夾套管施工技術(shù)要點
(1)夾套管施工前,技術(shù)人員應(yīng)認(rèn)真審核夾套內(nèi)管及夾套外管圖紙,兩套圖紙配套審查,為后續(xù)施工提供方便。
(2)內(nèi)管施工時一定考慮好先套入的外管,保證外管能自由套入內(nèi)管,且使外管的焊接量減低到最低限度。
(3)外管套入前,要保證內(nèi)管焊縫便于射線檢測,且在內(nèi)管進(jìn)行強(qiáng)度及嚴(yán)密性試驗時,所有內(nèi)管焊縫外露,便于檢查。
(4)夾套外管的焊接順序應(yīng)為:先縱縫后環(huán)縫,先焊接收縮量大的焊縫,后焊接收縮量小的焊縫。
(5)夾套管的內(nèi)管焊縫為“隱蔽型”時,在內(nèi)管需要檢查的焊縫部位相對應(yīng)的外管部位應(yīng)留出一段剖分管段,剖分管段的最小長度要大于100mm;夾套管變徑時,內(nèi)管的異徑管與外管的異徑管的大口端,端部錯開距離最小為50mm;夾套管保溫時,外管上的所有連接管件的連接端部,都要露在保溫層外面。夾套管內(nèi)管應(yīng)采用定位板定位,其定位板安裝方位不應(yīng)影響內(nèi)管熱位移。夾套管的內(nèi)管如果帶分支管,分支管部位的外管應(yīng)采用剖分管件。夾套管的彎頭處,內(nèi)管宜采用R≤1.5D 的長半徑彎頭。內(nèi)管彎管的曲率半徑R≥3D 時,套管彎管采用剖切型,套管彎管的曲率半徑與內(nèi)管的曲率半徑相等。
(6)焊接過程要嚴(yán)格按照要求執(zhí)行,且焊接合格率要求高,因內(nèi)、外管均不便于返修處理。
通過以上對夾套管線施工的概述,希望對今后其他工程項目夾套管線的施工中具有一定的借鑒作用。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34