激光熔覆技術(shù)在推力瓦修復(fù)上的應(yīng)用
2020-10-23 13:15:20陳少華劉連偉朱俊杰張沖林
水電站機(jī)電技術(shù) 2020年10期
陳少華,劉連偉,朱俊杰,張沖林
(中國(guó)長(zhǎng)江電力股份有限公司,湖北 宜昌443133)
1 概述
某巨型水電站機(jī)組的推力瓦在2017~2018年度檢修期間檢查發(fā)現(xiàn),推力瓦瓦面存在不同程度的大小、深淺不一的侵蝕斑(如圖1所示)。用表面粗糙度儀進(jìn)行表面粗糙度的測(cè)定,發(fā)現(xiàn)表面粗糙度值已經(jīng)遠(yuǎn)遠(yuǎn)超出設(shè)計(jì)值,繼續(xù)使用該推力瓦,將給機(jī)組的安全運(yùn)行埋下隱患。
推力瓦整體更換成本較高,再加之推力瓦的缺陷損傷只是存在于瓦面的巴氏合金部分,瓦本身的坯體部分完好,于是尋求一種只針對(duì)瓦面巴氏合金進(jìn)行再制造和修復(fù)的技術(shù),且迫在眉睫。創(chuàng)新采用激光熔覆新技術(shù)對(duì)推力瓦表面巴氏合金進(jìn)行修復(fù)再造,一方面可以降低損耗和成本,另一方面可以對(duì)推力瓦瓦面巴氏合金修復(fù)技術(shù)進(jìn)行一次新的探索。
2 激光熔覆技術(shù)簡(jiǎn)述
激光熔覆是一種新的表面改性和增材制造技術(shù)。通過(guò)同步或預(yù)置材料的方式,將外部材料添加至基體經(jīng)激光輻照后形成的熔池中,并利用高能密度的激光束使之與基材表面薄層一起熔凝的工藝方法。在基材表面形成與之冶金結(jié)合的熔覆材料層,具有熱影響區(qū)小,熔覆層組織致密,熱輸入小,不易造成基板變形等一系列優(yōu)點(diǎn)。圖2為高速相機(jī)拍攝的激光熔覆過(guò)程,激光光束在工件表面形成熔池,粉末流向熔池并逐步凝固。
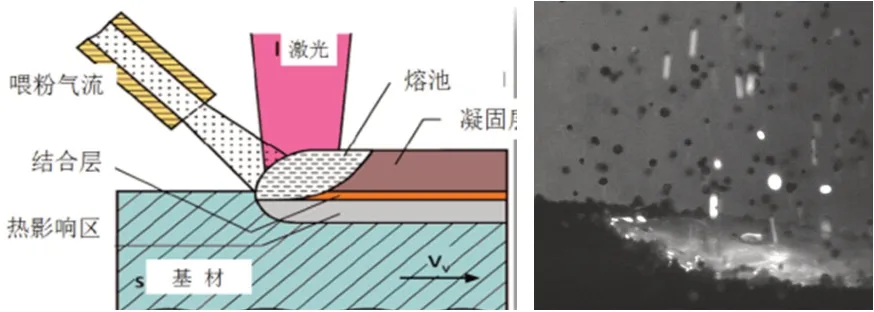
圖2 激光熔覆工藝圖
3 激光熔覆技術(shù)與傳統(tǒng)澆注成型在工藝方面的優(yōu)勢(shì)對(duì)比
采用激光熔覆修復(fù)水電機(jī)組推力瓦,相對(duì)于傳統(tǒng)的澆注成型,具有以下技術(shù)上面的優(yōu)勢(shì):
(1)巴氏合金熔點(diǎn)低,澆注時(shí)凝固速度慢,組織粗大,易形成偏析組織;激光熔覆成型屬于快速凝固,組織細(xì)小、均勻。
(2)澆注凝固易形成冶金缺陷,如孔洞;激光熔覆通過(guò)工藝手段可有效避免冶金缺陷,工藝組織致密。
(3)巴氏合金與鋼坯熔點(diǎn)差異大,通過(guò)掛錫處理,澆注成型時(shí),巴氏合金與基體形成化學(xué)鍵結(jié)合;激光熔覆能量密度集中,光斑能量密度高,巴氏合金與基體形成可靠的冶金結(jié)合,結(jié)合強(qiáng)度大大提高。
(4)激光熔覆局部快熱快冷,能使基體保持良好的剛度,不易變形。
(5)澆注對(duì)人工依賴程度大,激光熔覆自動(dòng)化程度高,依靠自動(dòng)化設(shè)備,能更好的保證均勻性和尺寸精度。
4 采用激光熔覆技術(shù)進(jìn)行推力瓦修復(fù)的流程圖
流程圖見圖3。
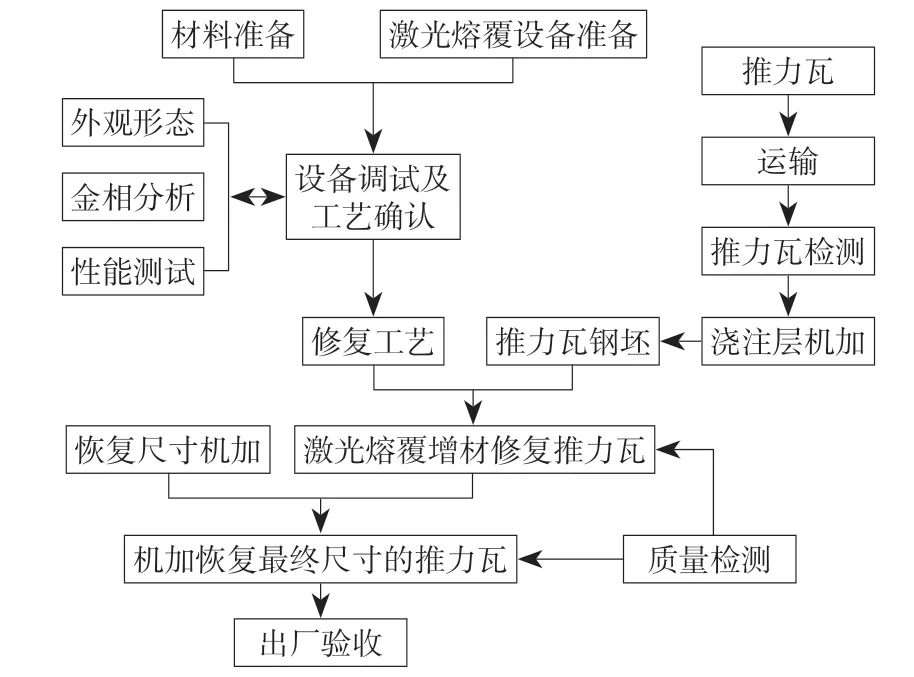
圖3 推力瓦修復(fù)流程圖
5 修復(fù)方案
對(duì)機(jī)組推力瓦進(jìn)行全面檢查后,發(fā)現(xiàn)推力瓦鋼坯部分完好,瓦面巴氏合金部分存在不同程度的坑蝕,最初制定的修復(fù)方案:
(1)在原推力瓦2.5 mm厚的巴氏合金表面,先機(jī)加工去除部分有表面缺陷巴氏合金層,約0.6 mm,保留大部分厚度的原澆注巴氏合金層。
(2)按照推力瓦成分檢測(cè)結(jié)果,選擇牌號(hào)為SnSb8 Cu8的巴氏合金,在機(jī)加工后的巴氏合金層上,激光熔覆一定厚度巴氏合金。
(3)由于激光熔覆后的推力瓦瓦面巴氏合金有一定的余量,按照?qǐng)D紙的具體要求,通過(guò)銑削和磨削的方式使推力瓦恢復(fù)到圖紙尺寸和相關(guān)要求。
6 修復(fù)過(guò)程中出現(xiàn)的問題
6.1 出現(xiàn)的問題
(1)脫殼問題
原巴氏合金采用澆注工藝制備,與鋼坯結(jié)合強(qiáng)度低,而原澆注巴氏合金在激光熔覆作用下,受熱產(chǎn)生應(yīng)力,應(yīng)力使巴氏合金變形,并大于兩層間的結(jié)合強(qiáng)度,與鋼坯分離,出現(xiàn)脫殼。
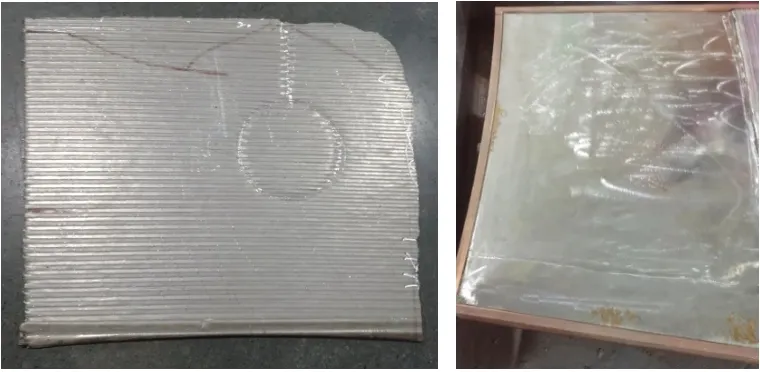
圖4 脫殼的巴氏合金層和鋼坯
解決辦法:將脫殼的原澆注巴氏合金全部去除,在鋼坯表面激光熔覆多層巴氏合金。
(2)坑孔問題
1)原澆注巴氏合金層組織粗大,疏松,有針眼和氣孔等缺陷,熔覆前的機(jī)加工難以徹底排除,激光熔覆時(shí),在激光的作用下暴露,并迅速擴(kuò)大,致使激光熔覆層也出現(xiàn)坑孔的缺陷。
2)推力瓦在長(zhǎng)時(shí)間高載荷工作中,有潤(rùn)滑油浸入原巴氏合金層內(nèi)部,熔覆前機(jī)加工未能排除掉浸油層,激光熔覆時(shí)產(chǎn)生氣孔。
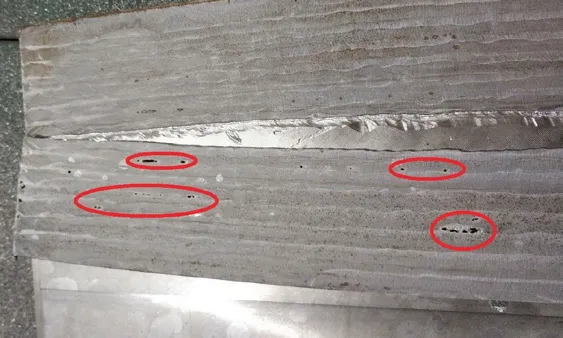
圖5 坑孔
6.2 修復(fù)實(shí)例
第1件推力瓦修復(fù)時(shí):
1)排除缺陷機(jī)加工去除0.65 mm。
2)出現(xiàn)小面積局部脫殼。
3)熔覆層內(nèi)有較多孔洞(工藝試樣并無(wú)氣孔等缺陷),機(jī)加工后暴露,修補(bǔ)。
第2件推力瓦修復(fù)時(shí):
1)首先排除缺陷,機(jī)加工去除0.5 mm厚度的巴氏合金。
2)修復(fù)過(guò)程中出現(xiàn)大面積巴氏合金脫殼,即巴氏合金與鋼坯體脫離。
3)激光熔覆層到原澆注巴氏合金層,有貫穿性坑孔。
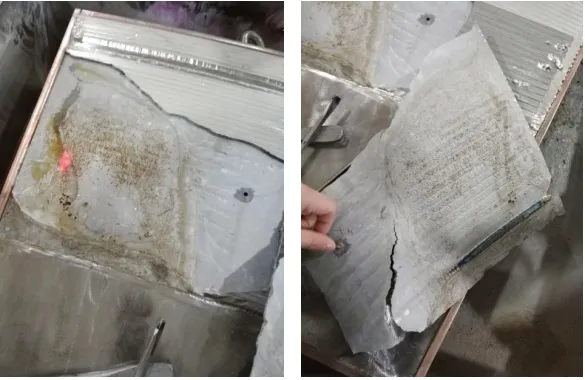
圖6 大面積脫殼
根據(jù)第1件和第2件推力瓦修復(fù)具體情況,推力瓦巴氏合金脫殼、坑孔等現(xiàn)象均有發(fā)生,但程度不一,差別較大,分析其中的原因主要與原澆注巴氏合金層與鋼坯的結(jié)合強(qiáng)度,以及巴氏合金層本身致密度有直接關(guān)系。因此,在原澆注巴氏合金層上激光熔覆巴氏合金的修復(fù)方案,會(huì)因不同推力瓦的質(zhì)量和狀態(tài)差異,而難以控制。
7 優(yōu)化方案
針對(duì)在熔覆過(guò)程中所出現(xiàn)的問題,又提出如下3種解決方案:
方案1:去除外圈原澆注巴氏合金層(深色部分所示),外圈激光熔覆填補(bǔ)合金后再整體熔覆。該方案外圈的巴氏合金層與鋼坯有足夠的結(jié)合強(qiáng)度,降低了外圈巴氏合金層的脫殼風(fēng)險(xiǎn),避免整體大面積脫殼,但未去除的巴氏合金區(qū)域仍會(huì)出現(xiàn)氣孔缺陷和有較大脫殼、空鼓的可能。
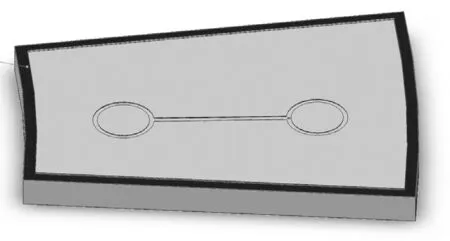
圖7 方案1示意圖
方案2:去除外圈巴氏合金層,并將合金層分割成多個(gè)小塊合金層(深色部分所示),去除區(qū)域填補(bǔ)合金后再整體熔覆。該方案能進(jìn)一步減少大面積脫殼和局部空鼓的概率,但未消除的巴氏合金區(qū)域仍會(huì)出現(xiàn)氣孔以及可能小范圍內(nèi)脫殼。
方案3:全部去除原瓦面澆注的巴氏合金層,重新在鋼坯上激光熔覆巴氏合金,再機(jī)加工恢復(fù)到圖紙要求尺寸。該方案優(yōu)點(diǎn)為:巴氏合金層與鋼坯結(jié)合強(qiáng)度可靠,脫殼傾向非常小;同時(shí)組織致密會(huì)有效降低氣孔的產(chǎn)生。存在問題:需要進(jìn)行多次熔覆才能達(dá)到足夠巴氏合金厚度,導(dǎo)致變形更大,粉末用量高。
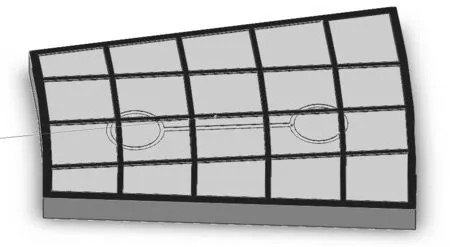
圖8 方案2示意圖
圖9 方案3示意圖
通過(guò)對(duì)各種方案進(jìn)行全面對(duì)比,結(jié)合表1可以得出,采用方案3是解決加工過(guò)程幾個(gè)問題的最好方案。
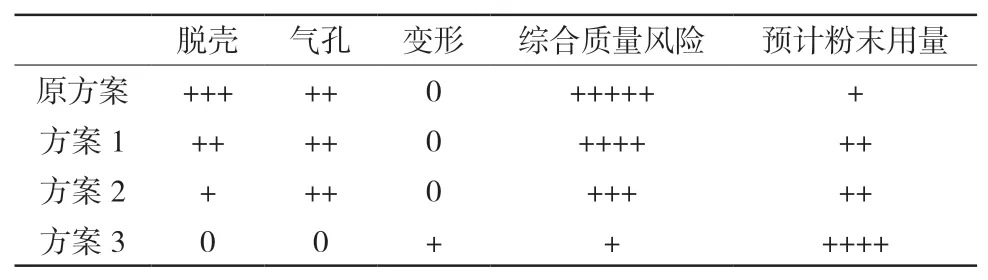
表1 三套解決方案評(píng)估對(duì)照表
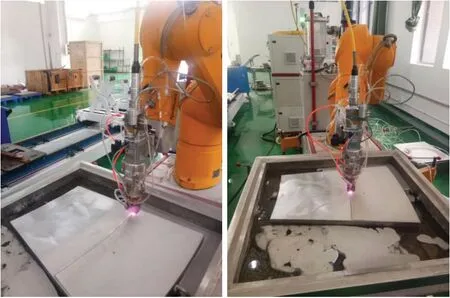
圖10 按新方案加工
8 檢查驗(yàn)收
按照最新方案對(duì)推力瓦進(jìn)行了修復(fù),修復(fù)后的推力瓦通過(guò)了各項(xiàng)檢查和性能測(cè)試。鋼坯安裝面平面度≤0.01 mm;巴氏合金面與鋼坯安裝面平行度≤0.03 mm。對(duì)瓦面巴氏合金進(jìn)行超聲波探傷,顯示無(wú)缺陷。各項(xiàng)其他檢查均符合圖紙要求。
9 結(jié)論
創(chuàng)新性地將激光熔覆技術(shù)應(yīng)用在推力瓦表面巴氏合金的修復(fù)上,并成功的完成了一整套推力瓦的修復(fù)工作,順利通過(guò)了相關(guān)檢查和測(cè)試。由于推力瓦對(duì)于水輪發(fā)電機(jī)組的重要性并且數(shù)量較大,隨著機(jī)組運(yùn)行時(shí)間的延長(zhǎng),推力瓦瓦面巴氏合金問題會(huì)逐漸顯現(xiàn),鑒于激光熔覆技術(shù)的靈活性和先進(jìn)性,采用激光熔覆技術(shù)對(duì)推力瓦瓦面巴氏合金進(jìn)行修復(fù),是一種行之有效的解決辦法,可以大大的節(jié)約檢修成本以及備件的采購(gòu)成本,有較為廣闊的應(yīng)用市場(chǎng),為電力行業(yè)解決這方面的問題,提供了參考思路。