一種太陽能光伏玻璃深加工連線工藝探討
2020-11-05 04:57:04劉森林郭志強徐義唯
建材世界 2020年5期
劉森林,營 雷,郭志強,徐義唯
(蚌埠化工機械制造有限公司,蚌埠 233000)
目前太陽能光伏玻璃生產線的一般布局是,采用下片機或者機器人對原片進行下片,然后叉車轉運至深加工的上片機處進行上片。這種模式玻璃要先經過下片堆垛、打包、運轉、分類后再次上片,中間的停頓點過多,容易造成玻璃的擦傷、污染、損傷等問題,同時增加企業(yè)人物力負擔。提高生產效率、降低直接成本(人工、輔助設備等)是讓企業(yè)在激烈的市場競爭中立足的一個有效措施。
1 具體問題
某公司現有太陽能光伏玻璃原片生產線650 t/d一窯四線(該文探討中將其編號為:Y1、Y2、Y3和Y4),規(guī)劃設計4條鋼化深加工線(文中將其編號為:G1、G2、G3和G4),其中配備36 m和48 m鋼化爐各2條。為了最優(yōu)化深加工線的產能適應市場,業(yè)主要求的連線目的是:4條原片線與4條鋼化線可任意組合連線,且在連線段配置下片與補片功能。
1.1 連線設備組成
該次設計的連線方案中主要設備包括:普通輥道、斜坡輥道、擺動輥道、雙層單轉向輥道、雙層雙轉向輥道和上下片一體機。
1.2 普通輥道
普通輥道采用圓柱齒輪帶動膠圈輥傳動,此種齒輪傳動方式,傳遞的效率相對較高,傳動穩(wěn)定性較好,噪聲和振動較小。膠圈輥采用輥芯外徑φ80的無縫鋼管,外側裝套膠輪,然后經過精車精磨工藝,使用壽命較長。在連線中主要起到輸送原片的作用。該連線方案設計中使用的普通輥道分為單層輥道和雙層輥道,分別用于原片并線前和并線后的輸送。
1.3 斜坡輥道
斜坡輥道采用齒輪箱、同步帶帶動膠圈輥傳動,考慮到從一層到二層的互相切換以及玻璃對輥子的“啃咬”問題,斜坡輥道輥面需做成圓弧過渡方式,較好的方式是選用同步帶傳動,各輥之間同步帶長度需經計算逐一確定。此輥道能夠較好地解決因跨線連線時標高抬升或降低時帶來的傳輸問題,傳輸穩(wěn)定且效率較高。在連線中起到原片的斜坡輸送作用。
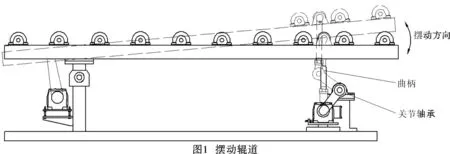
1.4 擺動輥道
如圖1所示,擺動輥道是采用一端用帶座軸承固定,另一端用電機減速機帶動曲柄、關節(jié)軸承進行擺動。待玻璃完全進入擺動輥道,擺動電機開始工作,這樣可以避免玻璃對輥子“啃咬”問題(如果輥道先擺動到位,此時玻璃會是一個上坡狀態(tài),如果坡道很陡時,玻璃會撞到輥子上或者插到兩輥之間,會造成玻璃和輥子破損,也就是啃輥現象)。同時前進輥道電機繼續(xù)運行玻璃繼續(xù)前進。當擺動到位后,擺動電機停止運行,輥道電機繼續(xù)運轉把玻璃運送到下一個輥道,然后擺動輥道擺回到原位,待下一組玻璃過來時,重復此動作。此輥道結構簡單、穩(wěn)定,便于維護,使用壽命長,可以經受頻繁的啟停。在連線中主要起到將原片擺動輸送至上層或下層的作用。
1.5 雙層單轉向輥道
雙層輥道單轉向輥道包括上轉向和下轉向兩種方式。
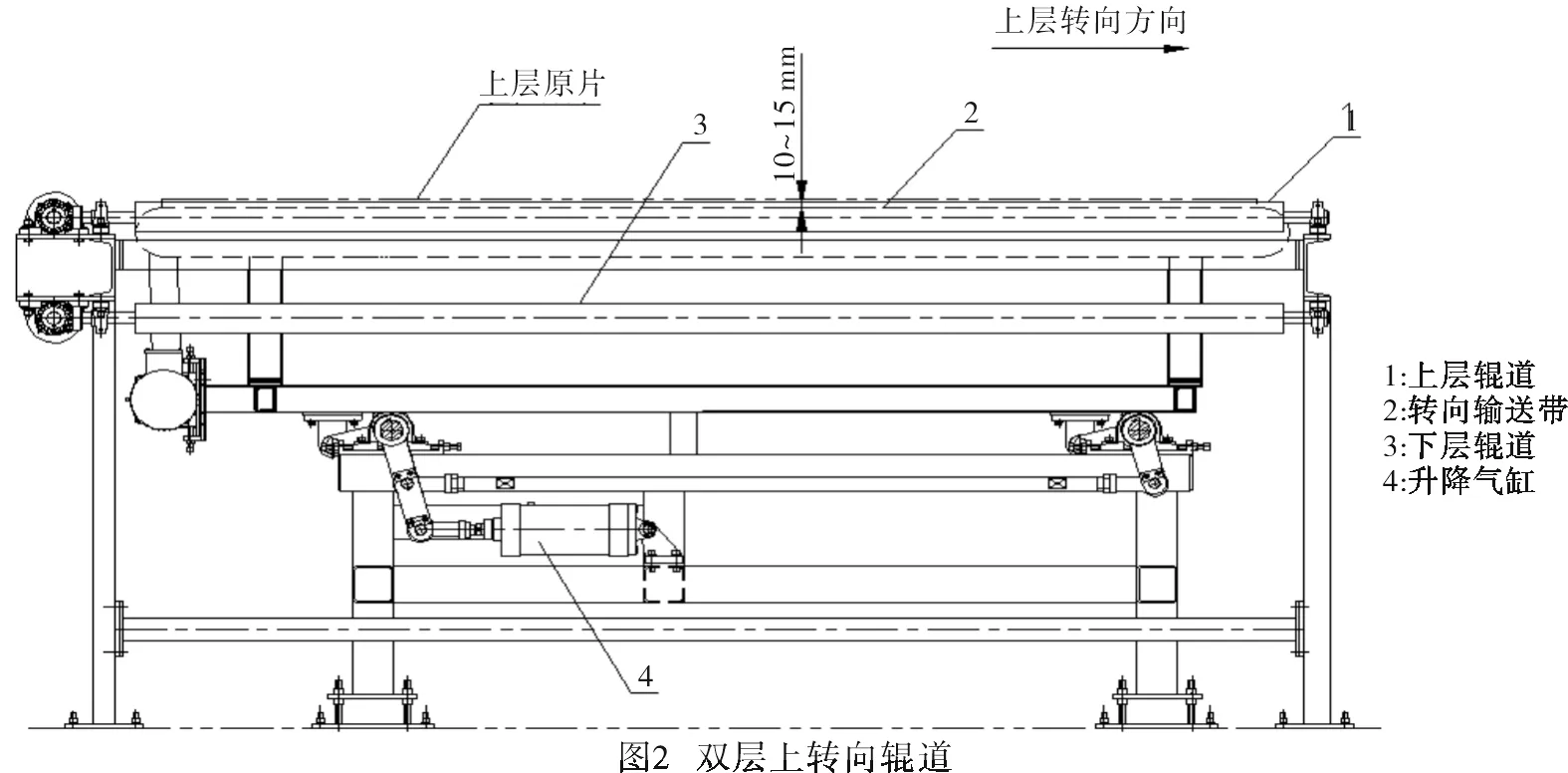
1)上轉向輥道 如圖2所示,在雙層普通輥道的下部加上一個升降和轉向臺,支撐轉向的腿之間的跨度要大于玻璃的寬度,轉向帶的帶面要低于上層輥道輥面10~15 mm。玻璃從下層進來時,下層的輥道將玻璃往前輸送,當玻璃從上層進入輥道,底部的升降氣缸啟動,把整個升降臺升起,轉向電機啟動把玻璃通過帶子轉向到下個輥道,待玻璃離開輥道后,氣缸啟動將整個升降臺復位,待下一組玻璃過來時,重復此動作。此輥道是將輸送輥道和轉向輥道復合而成,既減少了設備的數量,又減少了占地空間。
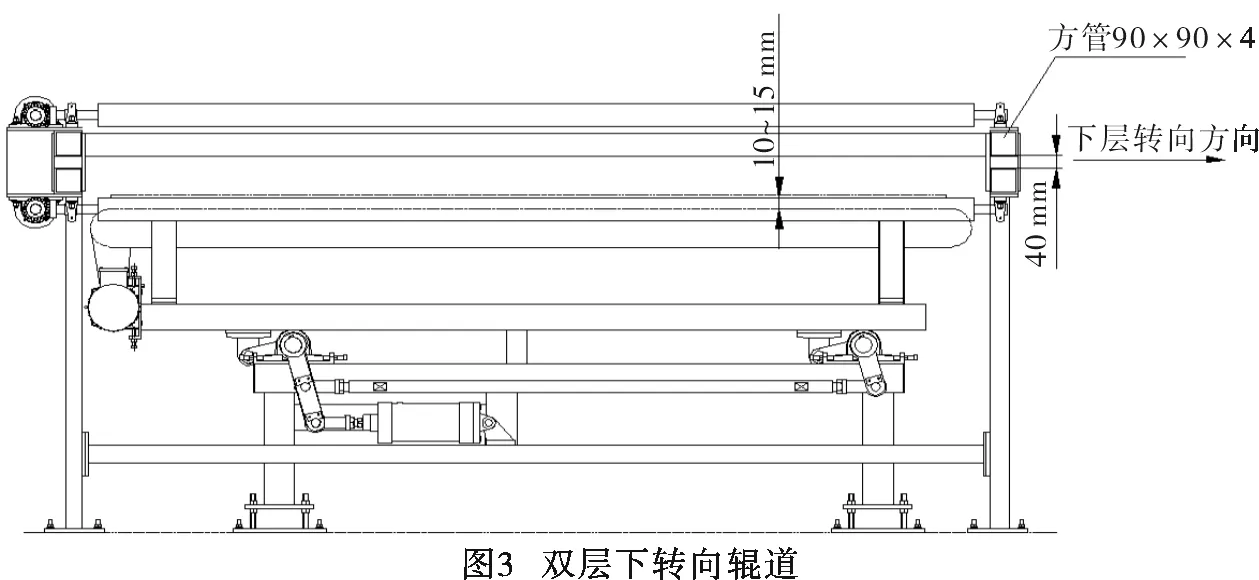
2)下轉向輥道 如圖3所示,在雙層普通輥道的下部加上一個升降和轉向臺,轉向帶的帶面要低于下層輥道輥面10~15 mm。主動和被動梁都由槽鋼改為90×90×4 mm的方鋼管焊接,兩個鋼管中間留有40 mm的縫隙用來將玻璃轉運出去。
1.6 雙層雙轉向輥道
如圖4所示,此輥道是在雙層單轉向輥道的基礎上,從上面反掛一個轉向臺,當上層玻璃到達位置輥道前端時,上層的轉向臺的氣缸進行動作,將轉向帶從低處拉到高出上層輥面(和下層氣缸將轉向帶推高出下層輥面正好相反),然后電機啟動把玻璃接到轉向帶上面,到達位置后氣缸回位隨之轉向帶下落,把玻璃放在輥道上然后繼續(xù)往后輸送。下層輥道也同樣是先把玻璃從側梁之間的縫隙中接過來,然后放在輥道上進行輸送,此輥道可完成雙層輸送和雙層轉向功能,是整條連線工藝中的關鍵設備。

1.7 上下片一體機
上下片一體機本身配有移動架,在下片機前配一臺旋轉臺,用來改變玻璃的方向,因其切換靈敏、反應迅速、無擦傷,玻璃的下片堆垛精度:相鄰片±1 mm,整垛±1 mm,可以很好地完成在深加工進片端的原片下片與補片功能。
2 連線工藝探討
該公司的Y1、Y3線和Y2、Y4線分別生產3.2 mm、2.5 mm的原片相對較穩(wěn)定、產量較高。而36 m和48 m的鋼化爐深加工能力存在差異。根據相鄰原片線生產規(guī)格不同的特點,深加工鋼化線也保持相鄰鋼化爐加工規(guī)格不同的布局,如圖5所示。

為了減少連線所需設備的數量和合理利用空間,該方案將4條原片線的連線分為如下兩組:
1)直連組,即Y1與Y2直連并線進入G1、G2;Y2與Y4直連并線進入G3、G4。
2)過橋組,即通過標高不同的輥道組合跨過相鄰線,實現Y1與Y3連線,Y2與Y4的連線。
2.1 直連組并線
如圖6所示,是Y1、Y2原片線和G1、G2鋼化線的并線工藝流程圖。

1)Y1線中的原片經擺動輥道擺送至雙層輥道的下層,并動作下層轉向。原片經下層到達單層轉向輥道,然后進行轉向,輸送到G1鋼化線。同時Y2線的擺動輥道將原片擺動至雙層輥道的上層,經上層輥道到雙層上轉向輥道進行上轉向,然后輸送到G2鋼化線。即完成Y1與G1、Y2與G2的連線。
2)將Y1、Y2的擺動輥道的動作互換,即Y1原片擺至上層,Y2原片擺至下層,則可實現Y1與G2、Y2與G1的連線。
3)在G1、G2鋼化線前端的轉向輥道處各布置一臺上下片一體機。當原片線的產能大于鋼化線產能,則開啟自動下片模式;當原片線的產能低于鋼化線的產能時,則開啟自動上片模式進行補片。
4)原片線Y3、Y4與鋼化線G3、G4直連并線方式同樣按以上工藝進行布置即可。
2.2 過橋組并線
如圖7所示,是Y1、Y3原片線跨過Y2線和G1、G2鋼化線的并線工藝流程圖。

1)Y1進Y3線時:Y1的原片在H=1 200 mm的下層輥道輸送,通過雙層輥道(下轉向)進入Y1、Y3過橋段(H=1 480 mm),通過上坡輥道跨過Y2原片線,再由下坡輥道進入Y3線單層轉向輥道,完成由Y1進Y3的并線。
2)Y3進Y1線時:Y3的原片通過斜坡輥道爬坡跨過Y2原片線進入Y3、Y1過橋段(H=1 480 mm),前進至Y1線上的雙層輥道(上轉向)時在上層轉入到Y1線,沿著上層輥道行進至擺動輥道時,擺轉到下層,這樣就完成了Y3進Y1的并線。
3)Y2、Y4的并線按上述工藝在Y3原片線上方搭橋即可。
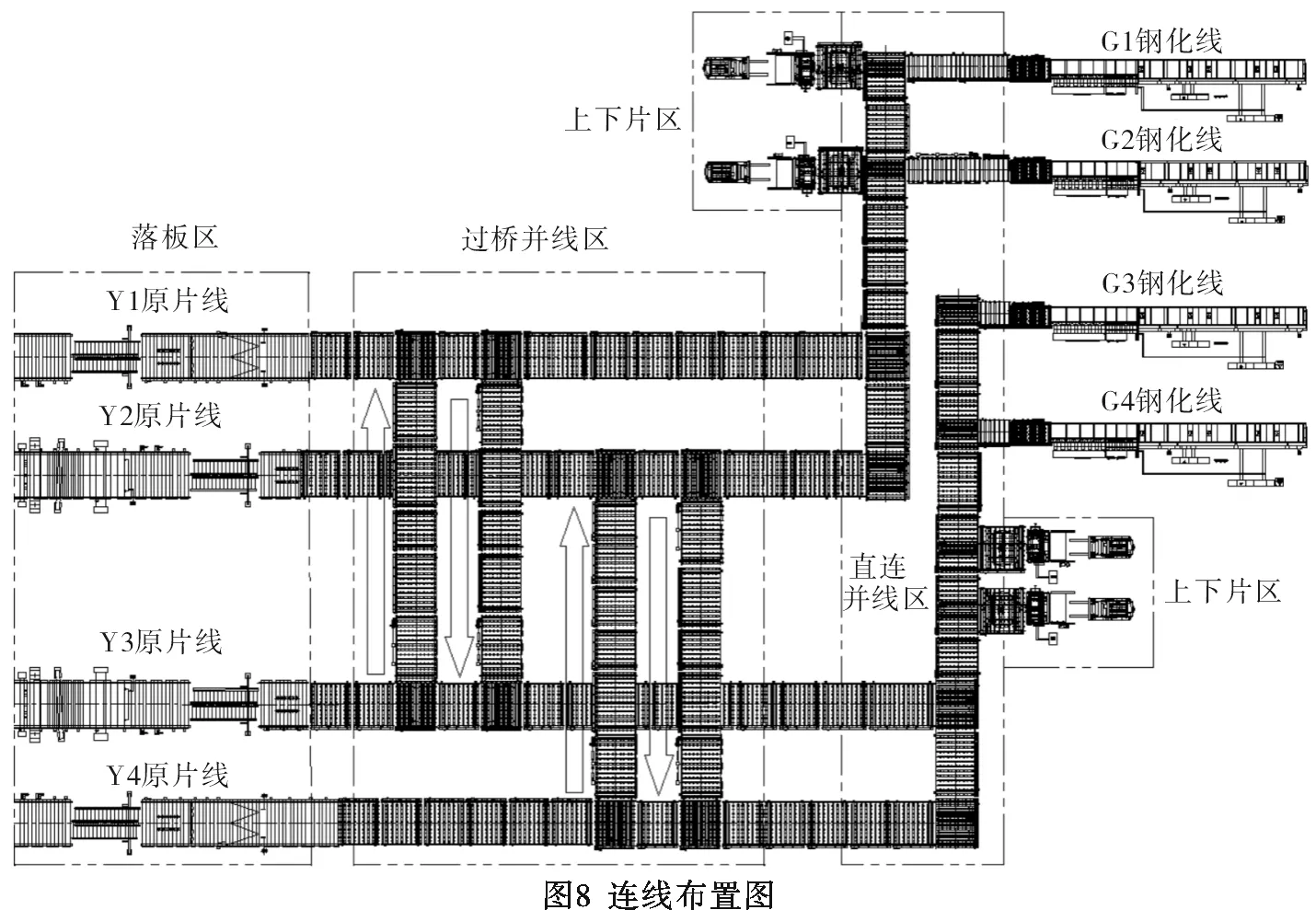
按上述工藝流程,將直連組布置在過橋組的后端,在過橋組與原片線之間分別設置一段落板區(qū)。至此,經過兩組并線的切換組合,即可實現Y1~Y4原片線與G1~G4鋼化線的任意組合連線。如圖8所示是設計后的連線布置圖。
3 連線控制要點
3.1 落板區(qū)的控制
落板區(qū)是負責連線的過渡和預準備區(qū),設置一個聲光報警器,在后端的并線區(qū)和深加工區(qū)每條線均設置急停開關。當任意一條并線區(qū)的急停按下時,聲光報警器報警,此時每條原片線的落板區(qū)可選擇自動落板、手動落板或不落板。這樣,給并線區(qū)和深加工區(qū)提供足夠的設備調整、檢修或更換等操作周期。
3.2 過橋區(qū)的控制
在過橋并線區(qū)處配備一個人機操作界面,操作人員可以在上面進行手動啟停輥道、修改速度等切換控制。以Y1、Y3線間的并線為例,操作如下。
1)啟動Y1線到Y3線并線時:由于Y1、Y3過橋段是空白的,Y3線的原片到達Y1線時,會與原Y1線的原片拉出6組玻璃(根據原片線出片速度測定)的空檔,可直接切換,無需前端預先落板。當Y1線和Y3線的玻璃尺寸相同時,可隨時切換;當Y1線和Y3線的玻璃尺寸不相同時,則需要在前端落板區(qū)落板,留出一定的空檔,防止不同尺寸的原片玻璃混搭進入磨邊機,造成不必要的損失。
2)從Y1到Y3并線切回時:當Y1、Y3線已經并線運行,需要將玻璃切回到原線時,此時Y1、Y3過橋段上還有玻璃,要讓Y1、Y3過橋段上的玻璃完全流出,才能做切回動作。此時落板區(qū)須進行落板10組,待玻璃全部流出后,啟動擺動輥道擺至下層轉向臺,即完成從并線切回原線。
3.3 上下片的控制
當原片線的產能大于鋼化線產能時,上下片機開啟自動下片模式,并線末端轉向輥道切換轉向至下片區(qū)一側,將多余玻璃原片碼垛倉儲。此時存放架放在移動架上,須先啟動上片模式上一片后,找到玻璃和吸盤的距離再切換到下片模式,否則會因下片原點未找準導致無法下片甚至損壞設備。同時,需注意下片側存在側定位,防止原片玻璃碰撞情形發(fā)生。當原片線的產能小于鋼化線產能時,由于補片間隙周期因前后端產能差異決定,故此時需要先人工觀察上片。經過對上片周期的計量,調整上片模式的動作周期,并調試至自動上片模式。
4 結 論
隨著設備的不斷更新、工藝的迭代升級,智能化已經滲入到各個領域,去人工化已經是擺在企業(yè)發(fā)展面前的必然課題。該文介紹的深加工連線工藝不僅能優(yōu)化生產結構,而且根據玻璃原片和深加工成品片的市場行情,通過不同連線的組合可進行產能上的彈性調整,實現企業(yè)效益的最大化。
