鋁合金疲勞裂紋振動紅外熱成像檢測研究
2020-11-05 05:05:34高治峰董麗虹王海斗呂振林王博正
激光與紅外 2020年10期
高治峰,董麗虹,王海斗,呂振林,郭 偉,王博正,楊 潔
(1.西安理工大學材料科學與工程學院,陜西 西安 710048;2.陸軍裝甲兵學院 裝備再制造技術國防科技重點實驗室,北京 100072)
1 引 言
鋁合金因其密度低、強度高、塑韌性好、熱膨脹率小等優良特性而廣泛應用于航空航天領域,如機翼、蒙皮、支架等結構都由不同型號的鋁合金制成,然而在加工以及長期使用中會給材料帶來一定的損傷,最典型的就是長期飛行受往復交變應力而產生疲勞裂紋,輕則僅是影響使用性能,重則會對產生生命財產安全問題[1-2]。因此,對于主結構鋁合金部件損傷檢測評估極其重要。
主動紅外熱成像(IRT)具有非接觸、效率高、畫面實時呈現等優點,近年來受到越來越多的關注,主動紅外熱成像中,根據激勵方式發熱不同,紅外熱成像技術可分為脈沖相位熱成像[3]、激光熱成像[4]、渦流熱成像[5]和振動熱成像等。在這些技術中,振動熱成像(vibrothermography,又稱超聲紅外熱成像或熱聲學)將械振動和紅外成像技術結合在一起用來檢測材料缺陷的無損檢測(non-destructive testing,NDT)技術。該技術在1980年左右由Henneke等人[3,6]首次提出,最初用于陶瓷材料、復合材料等非金屬材料的裂紋、沖擊損傷以及分層缺陷等方面的研究,隨紅外技術的發展,利用振動熱成像對金屬零件的裂紋進行檢測已成為研究熱點之一,且相關工作主要集中在檢測機制機理的研究、影響因素分析和缺陷表征的方法等方面。
目前大多數的研究者通常采用大功率設備對裂紋試樣進行激勵,如郭興旺[7]等人發現該技術能對重型鋁合金試件內部裂紋快速檢測;管和清[8]等人分別從試件厚度、裂紋開口寬度、激振力等因素來研究它們對溫升的影響; Park等[9]采用該技術發現當振動作用于管道外表面時,通過從管道內拍攝的熱像圖可以檢測到更為清晰的缺陷圖像;他們所使用的設備功率在1.5 kW以上,雖然能檢測到裂紋,但其往往會對部件產生新的損傷,因此有必要研究,在采用合理的方式降低功率的情況下對裂紋的檢測效果。低功率換能器在復合材料缺陷檢測的研究越來越廣泛,但對金屬構件的相關研究卻十分有限。Xuchanghang[10]等人采用隱式有限元法建立了熱-電耦合分析方法,模擬了一個低功率壓電陶瓷超聲驅動器及其在具有多個表面裂紋的金屬板中產生熱量,為了進一步研究基于低功率作動器的振動熱像儀檢測金屬表面多裂紋的可行性,他們通過對薄鋁板試樣進行了詳細的實驗研究,通過調節激勵幅值及控制約束條件成功的檢測出鋁板表面的多裂紋,但該課題組實驗的不足在于檢測的裂紋較寬,對于閉合疲勞裂紋檢測還沒有相關工作。
基于此,本文采用可調功率的振動紅外熱成像技術對7075鋁合金平板疲勞裂紋進行檢測。實驗表明,振動紅外熱成像技術能檢測出鋁合金疲勞裂紋,通過可調功率的設備進行實驗,發現在此類型的檢測機制下,功率大小對檢測效果具有極大的影響,功率越大平板振幅越大裂紋面接觸較為頻繁檢測效果越好;通過對預緊力的發現,功率降低情況下預緊力對生熱影響較小,功率大的情況下預緊力對生熱影響大,距離缺陷越近檢測效果越好。
2 試驗研究
振動熱成像的基本概念是將機械能轉化為熱能,當將機械振動引入試樣時,缺陷周圍會產生摩擦、粘彈、塑性變形等引起熱,這些熱可以通過紅外攝像機記錄下來以檢測缺陷[11]。振動熱像法的一個主要優點是選擇性激勵且只有存在缺陷才會引起局部溫升,這使得它成為一種快速、安全的無損檢測技術。
2.1 振動紅外熱像檢測系統
本實驗采用自行搭建的振動紅外熱像檢測系統對鋁合金件進行缺陷檢測,系統主要結構單元包括超聲波發生器、超聲焊槍、紅外熱相儀、夾持裝備等,設備如圖1所示,其中超聲波發生器頻率為28 kHz,超聲焊槍最大功率為800 W,紅外熱像儀(NEC R300),靈敏度為0.02 ℃,采樣頻率30 Hz,本實驗對超聲波發生器等設備進行了改裝,通過外加電壓表來控制輸出功率,壓力傳感器來控制焊槍與測試件之間的預緊力。
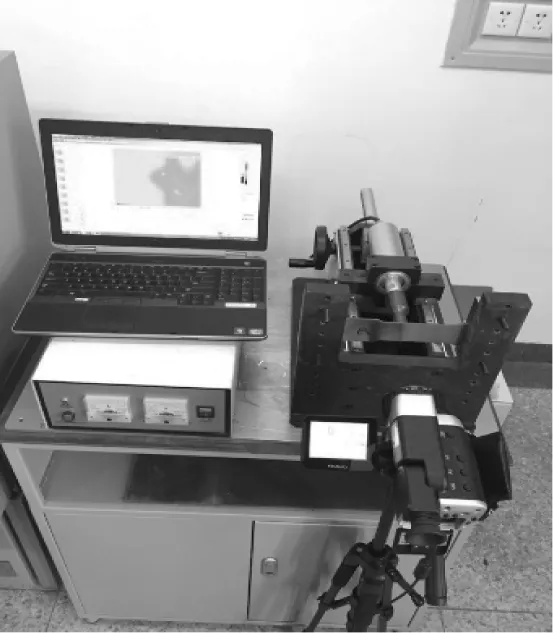
圖1 振動紅外熱像檢測系統
2.2 試樣準備
本次試驗件選用的材料為7075鋁合金,首先將材料制備成拉伸件,試件大小為220 mm×50 mm×2 mm并在其中部邊上端預制了一個0.3 mm的線切割口,產生應力集中部位,然后通過疲勞拉伸實驗制備了長為5 mm左右,開口寬度為10 μm級的裂紋,最終制成試樣如圖2所示,在對裂紋進行局部放大,所萌生裂紋寬度在1.5~10 μm之間,肉眼難以發現。
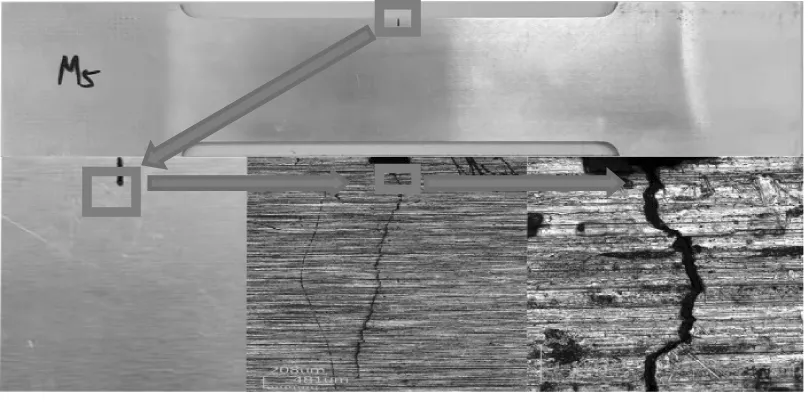
圖2 預制裂紋試樣
3 結果與討論
在本部分,給出了可調功率的振動熱成像技術對鋁合金疲勞裂紋檢測的實驗結果,并對裂紋處的溫譜圖和溫度數據進行了分析,實驗驗證了可調功率對疲勞裂紋檢測的極限及該方法的有效性,此外還討論了試樣約束條件以及試樣與焊槍之間的預緊力等因素對檢測效果的影響。
3.1 熱圖分析
超聲焊槍的改裝是在振動熱成像測試之前進行的,本裝置通過外加電壓表來實現功率的控制。實驗中所使用的換能器諧振頻率約為28 kHz,這個頻率也被作為激勵頻率,在該頻率的正弦波范圍下換能器有最大的輸出功率,每次調節功率后都要對頻率進行校正使其達到功率最大輸出。每次測試一共連續記錄400幀熱圖像,熱圖記錄分為三個周期:激勵前1~50幀,激勵中51~350幀,激勵后351~420幀。
其中激勵電壓為180 V時熱圖如圖3所示,由于所制取裂紋與周圍區域的熱對比度較差,所以從激勵前的圖像難以識別裂紋位置,當激勵開始時裂紋部位熱圖表現出明顯特征,如圖3(b)所示。在熱圖中裂紋處出現一個很明顯的區域,這表明裂紋部位溫度發生了上升,通過對比圖3(b)和圖3(c),可以發現在激勵階段裂紋處溫度一直有略微升高,但當激勵停止后,裂紋處的熱圖回很快變暗,直到一段時間后裂紋處跡象完全消失圖3(d)。因此,實驗結果表明,振動熱成像技術在高能量時對于疲勞裂紋能夠實現檢測,而且發現裂紋右側溫度比左側溫度高,這是因為激勵位置在裂紋右側且超聲焊槍與試樣接觸會產生熱,使得試樣產生從右到左的熱傳導。

圖3 電壓180 V時的熱圖
3.2 溫度數據分析
為了揭示在振動時平板及裂紋處更多的熱特性,我們測量并分析了該處的溫度數據。如圖4所示,分別在平板選取2個點,其位置如圖3(b)所示,整個實驗過程可以從2個點的溫度變化趨勢來反映,溫度急速上升階段、激勵時溫度增加階段、最后激勵結束溫度下降階段,從圖中可以發現a、b溫度都在上升,這是由于超聲焊槍與板接觸產生熱使板整體溫度上升,a點溫度高于b點是因為a點位于缺陷處且離激勵源較近,超聲能量在缺陷處衰減較大,導致溫度上升較大,實驗結果表明振動熱成像技術對疲勞裂紋檢測有明顯的效果。
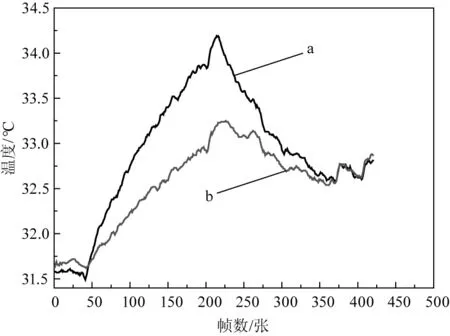
圖4 缺陷a與無缺陷b點的溫度圖
3.3 影響因素分析
為了進一步研究振動熱成像技術對于疲勞裂紋等緊密閉合型裂紋檢測的有效性,從三個方面進行了探究,這些因素包括激勵功率(電壓)、試樣與焊槍之間的預緊力和激勵位置。通過一系列的實驗研究了激發電壓對裂紋處熱特性的影響,圖5分別給出了90 V、120 V、150 V、180 V、220 V、250 V對應峰值點的熱圖,我們發現當激發電壓不小于90 V時,裂紋能從原始熱圖直接觀測到,當電壓在90~250 V范圍時,換能器的電壓大約在330~900 W之間,為了評估每個熱圖的效果,提取裂紋處溫度峰值點為研究對象做出電壓-溫度圖,如圖6所示,從圖中可以看出隨激勵電壓增大峰值點溫度也增大,從而使裂紋處更加清楚的顯現出來,表明了功率對檢測效果影響較大,在90 V以下時從熱圖上看不出明顯的現象。
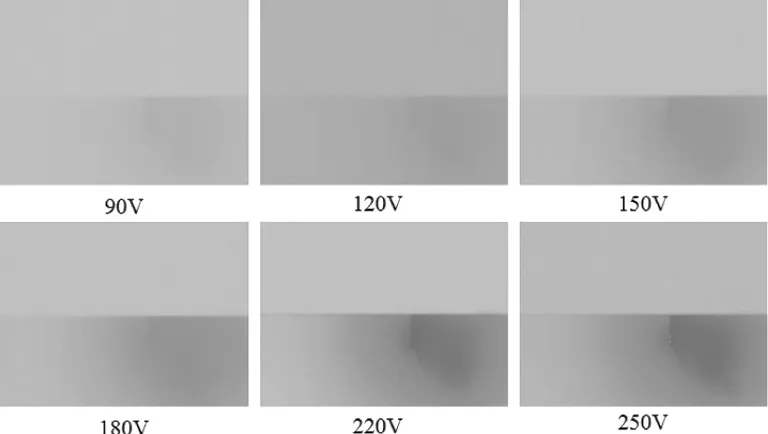
圖5 不同電壓下峰值點熱圖
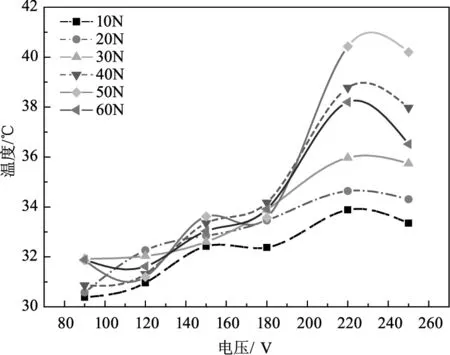
圖6 不同電壓下的溫度變化圖
在實驗中我們發現當功率越大時,裂紋處生熱越明顯,這是由于功率大時會使得裂紋面兩側的振幅變大,使裂紋面相互接觸面積增多,經過高頻往復摩擦裂紋處會產生發熱,根據實驗測得的數據可知,最高溫升有2.56 ℃左右,且經過多次實驗后發現,裂紋處有黑色粉末出現,通過EDS進行成分分析,結果如圖7,發現其主要元素為Al,通過對比7075鋁合金牌號,發現其他元素為該型鋁合金的必要成分,這為摩擦生熱機理提供了直接的證據。
根據振動熱成像的生熱原理可知,裂紋周圍產生的熱量與機械波的傳播密切相關,實驗對象與超聲焊槍之間力的大小會影響機械波傳播,因此有必要研究預緊力對裂紋檢測產生的一些影響。如前文所述,我們在發現功率對檢測效果影響較大的情況下,通過控制試樣與焊槍之間的預緊力來探究裂紋處的溫升,所加持的預緊力分別為10 N、20 N、30 N、40 N、50 N、60 N,實驗中發現當預緊力超過60 N時鋁合金薄板會發生略微變形,從而會對試樣造成損傷,所以在實驗中預緊力小于60 N。同樣也是提取裂紋處某點的峰值點做出力-溫度圖,如圖8所示。
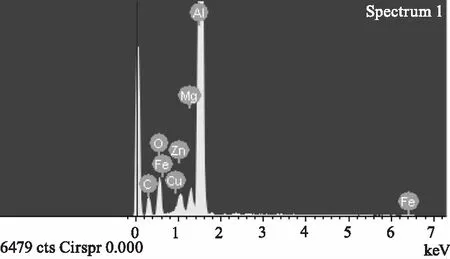
圖7 粉末成分分析
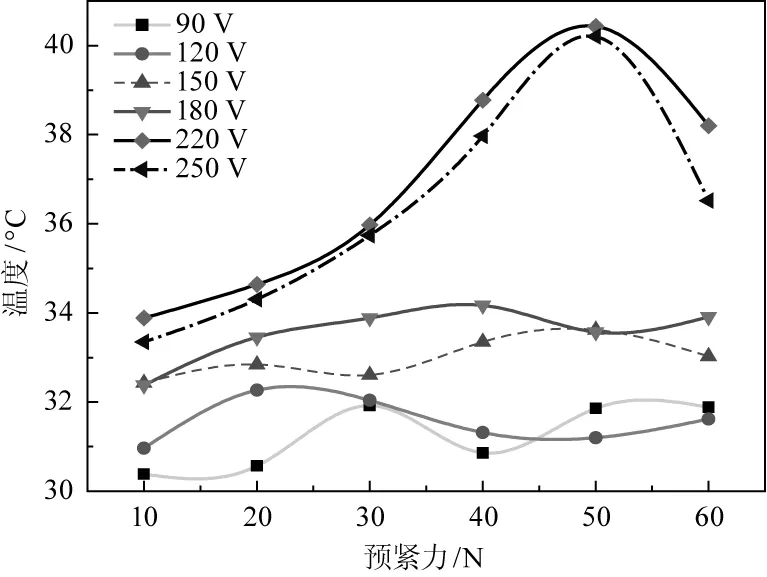
圖8 不同預緊力下的溫度變化
從圖8中可以看出在90~120 V時隨預緊力的增大溫度波動較小,沒有明顯的規律,當180~250 V時隨預緊力的增大,溫度呈現先上升后下降的趨勢,分析其可能產生的原因是,在激勵初期隨預緊力增大焊槍與試樣接觸逐漸緊密是機械波導入較多,但預緊力增大到一定程度,由于試樣兩端固定,在某一邊施加的預緊力會使試樣發生輕微變形,從而使裂紋處接觸不再緊密,裂紋面無法產生有效的摩擦使得生熱減少。這一實驗結果表明,振動熱成像技術在較低功率下檢測緊密閉合裂紋時,預緊力對檢測效果影響不大,當功率較大時,預緊力對檢測效果有較大的影響,但過大的預緊力會使得平板發生形變,所以預緊力要控制在合適的范圍內。
在實驗過程中我們發現激勵位置對檢測結果有直接的影響,做了一系列實驗,分別選取裂紋兩側和下方的位置進行激勵,當激勵位置離裂紋較遠時,其整體溫度略有下降,激勵位置離缺陷較近時檢測效果較好,但當激勵位置在缺陷位置上檢測效果反而不太好,猜想可能的原因是激勵頭相對缺陷較大,當激勵位置在缺陷上時,缺陷無法產生相對運動而產生熱,使得檢測效果較弱。
4 結 論
采用振動熱成像技術對航空鋁合金薄壁結構緊密閉合型疲勞裂紋進行檢測研究,并通過調節激勵功率、預緊力和激勵位置的參數來探究對裂紋處檢測的效果。
實驗結果表明:
(1)利用超聲產生的振動作為紅外熱成像技術的激勵源,能快速準確的識別裂紋所在的位置。
(2)功率對檢測裂紋效果有很大的影響,功率在300 W低將會很難識別這類裂紋,功率越高裂紋面兩側振幅越大摩擦效果好所以峰值點溫度高,裂紋識別速度快圖像會更為清晰的顯示出來且激勵時間會變短。
(3)激勵源的位置距離裂紋越近識別越精準,在功率較低情況下預緊力對裂紋識別影響較小,功率較大時,隨預緊力增大裂紋處峰值點溫度呈現先上升后下降的趨勢,根據實驗可得最佳范圍在40~60 N之間。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
艦船科學技術(2022年13期)2022-08-11 09:29:16
天天愛科學(2020年6期)2020-09-10 07:22:44
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
數學物理學報(2017年6期)2018-01-22 02:26:40
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
建筑材料學報(2014年3期)2014-03-11 17:08:02
