基于激光散射的表面粗糙度測(cè)量系統(tǒng)研究
2020-11-05 12:33:10陳培鋒王釔蘇
激光技術(shù) 2020年5期
蔡 雯,陳培鋒,王 英,張 恒,王 莫,王釔蘇
(華中科技大學(xué) 光學(xué)與電子信息學(xué)院,武漢 430074)
引 言
表面粗糙度值是評(píng)價(jià)材料加工質(zhì)量的一個(gè)重要參量,直接影響材料的使用性能和壽命[1]。金屬材料在機(jī)械、電子、光學(xué)、醫(yī)學(xué)等領(lǐng)域應(yīng)用廣泛,零件的表面微形貌很大程度上影響并決定了零部件的使用性能[2]。非金屬材料在國(guó)家電力系統(tǒng)上應(yīng)用廣泛,例如交聯(lián)聚乙烯(cross linked polyethylene,XLPE)絕緣材料[3],其表面粗糙度對(duì)電纜的電氣性能有很大的影響,會(huì)影響到電纜的使用壽命[4]。
傳統(tǒng)的接觸式測(cè)量[5]容易對(duì)非金屬絕緣表面造成劃傷,測(cè)量速度低,測(cè)量電力系統(tǒng)時(shí)也會(huì)存在隱患,不適合在線測(cè)量[6]。采用非接觸的測(cè)量[2]方法能夠克服上述接觸式測(cè)量的不足之處[7-10]。目前常用的非接觸式粗糙度測(cè)量主要包括兩大類:電子顯微鏡法和光學(xué)法。隨著工業(yè)相機(jī)的發(fā)展,基于光散射的粗糙度測(cè)量系統(tǒng)得到廣泛研究和應(yīng)用[11-14]。
PATZELT等人利用互補(bǔ)金屬氧化物半導(dǎo)體(complementary metal-oxide semiconductor,CMOS)相機(jī)拍攝物體表面反射光和散射光光強(qiáng)分布[15],經(jīng)計(jì)算與分析其散斑光斑,對(duì)粗糙度測(cè)量的不確定度進(jìn)行了分析估計(jì),其研究結(jié)果為光散射法的測(cè)量精度提供了理論支持[16-17]。CHEN等人采用光散射法,利用電荷耦合器件(charge coupled device,CCD)相機(jī)拍攝散斑圖像,計(jì)算散斑圖像特征參量,通過特征參量與粗糙度之間的映射關(guān)系測(cè)得粗糙度[18-19]。LIU等人利用基于數(shù)字信號(hào)處理器(digital signal processor,DSP)的系統(tǒng),用CCD相機(jī)拍攝散斑圖,結(jié)合機(jī)器視覺和支持向量機(jī)技術(shù),設(shè)計(jì)了一套粗糙度在線檢測(cè)系統(tǒng)[8]。SUN基于光散射法,使用單片機(jī)控制硬件平臺(tái),實(shí)現(xiàn)了細(xì)桿內(nèi)表面的粗糙度測(cè)量[20]。
本文中設(shè)計(jì)了一種基于激光散射的絕緣表面粗糙度測(cè)量系統(tǒng),以CMOS工業(yè)相機(jī)為散射光斑的接收器,在MATLAB平臺(tái)上調(diào)用相機(jī)獲取散斑圖并進(jìn)行圖像處理與計(jì)算,擬合相關(guān)特征參量與粗糙度值之間的關(guān)系,通過插值計(jì)算得到待測(cè)表面的粗糙度值。該測(cè)量系統(tǒng)光路簡(jiǎn)單,無需嵌入式的硬件控制平臺(tái)能實(shí)現(xiàn)快速的一鍵式測(cè)量,測(cè)量誤差小于8%,用戶界面操作簡(jiǎn)單,可編輯性強(qiáng),適用于各種材料及加工表面的粗糙度測(cè)量。
1 工作原理
當(dāng)激光入射到金屬表面時(shí),光會(huì)發(fā)生反射和散射[21],散射光的空間分布的形狀與表面粗糙度有關(guān)[12]。 如圖1所示,若材料表面比較光滑,則反射光斑較強(qiáng),散射光帶比較窄;若表面比較粗糙,則反射光斑較弱,散射光帶較寬[8]。因此散射光斑的離散程度也就能反映表面粗糙度值的特性。光斑的離散程度可用散射光特征值Sn表示[22-23]:
(1)

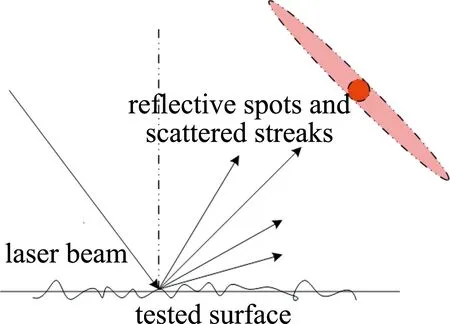
Fig.1 Schematic diagram of scattered light band on roughness surface
用工業(yè)相機(jī)拍攝散射光斑,得到離散化的散射灰度矩陣,通過建立數(shù)字圖像的參量與粗糙度值之間關(guān)系得到擬合曲線,實(shí)現(xiàn)用散射特征值法間接測(cè)量物體表面的粗糙度。實(shí)際的圖像處理中,利用灰度矩陣的均值E、標(biāo)準(zhǔn)差Sd、均方根(root mean square,RMS)RRMS和R參量等表征光斑的光強(qiáng)信息和離散程度,定義為:
(2)

(3)
(4)
(5)
(6)
與測(cè)量金屬不同的是,當(dāng)入射的激光照射在待測(cè)的塑料絕緣表面時(shí),除了在表面的反射和散射光外,還會(huì)有另一部分光透射進(jìn)材料里面被吸收和進(jìn)行二次反射。當(dāng)入射角過小,則透射的光能占絕大部分,散射光能過小,難以建立粗糙度值與光散射之間的關(guān)系。在本文中考慮到入射角度的影響,經(jīng)過大量實(shí)驗(yàn),選擇入射角度為60°的斜入射測(cè)量結(jié)構(gòu)能較好地建立粗糙度值與散射光斑參量之間的對(duì)應(yīng)關(guān)系。
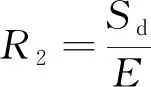
圖2為測(cè)量系統(tǒng)的結(jié)構(gòu)原理圖。測(cè)量系統(tǒng)主要分為兩個(gè)部分:光路部分和用戶界面的數(shù)據(jù)處理及顯示部分。
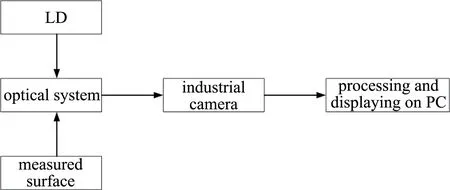
Fig.2 The frame diagram of test system
2 系統(tǒng)設(shè)計(jì)
2.1 光路設(shè)計(jì)
本文中所采用光路結(jié)構(gòu)如圖3所示。采用體積較小的半導(dǎo)體激光器作為光源,波長(zhǎng)650nm,功率5mW,半導(dǎo)體激光器輸出光束經(jīng)過擴(kuò)束整形,出射的激光照射在被測(cè)物體表面,半徑1cm的毛玻璃片作為光斑接收屏接收散射光斑,再利用MATLAB控制CMOS工業(yè)相機(jī)實(shí)時(shí)拍攝散射光斑。
Fig.3 Measurement structure of oblique incidence
2.2 軟件設(shè)計(jì)
軟件部分完成相機(jī)的調(diào)用及圖形用戶界面(graphical user interface,GUI)的制作和測(cè)量功能的實(shí)現(xiàn),基于上述的光路結(jié)構(gòu),利用MATLAB調(diào)用相機(jī)并控制相機(jī)拍攝光斑圖,對(duì)圖像進(jìn)行前期圖像處理后,計(jì)算相關(guān)的參量擬合,得到粗糙度值。設(shè)計(jì)的MATLAB的GUI界面如圖4所示。包括散斑圖像的獲取、顯示、灰度化、濾波等功能和圖像參量計(jì)算顯示、粗糙度值的計(jì)算顯示等功能。
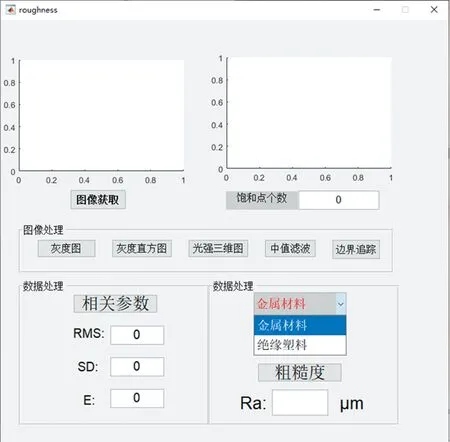
Fig.4 Functional structure of GUI
3 驗(yàn)證試驗(yàn)
3.1 參量驗(yàn)證實(shí)驗(yàn)
對(duì)金屬樣品做驗(yàn)證性實(shí)驗(yàn),找出與粗糙度值Ra之間存在單調(diào)性規(guī)律的散射光斑相關(guān)參量,并驗(yàn)證系統(tǒng)的可重復(fù)性與穩(wěn)定性,為絕緣材料的測(cè)量提供實(shí)驗(yàn)數(shù)據(jù)的支撐,確定系統(tǒng)的可行性。實(shí)驗(yàn)中選擇平磨和圓磨兩種加工方式的標(biāo)準(zhǔn)粗糙度值的金屬作為研究對(duì)象,其粗糙度值Ra分別為0.1μm,0.2μm,0.4μm,0.8μm,采集到的光斑圖像如圖5所示。散射光斑可明顯看出:隨著粗糙度值的增大,散射光斑的整體光強(qiáng)度呈現(xiàn)減弱的規(guī)律。
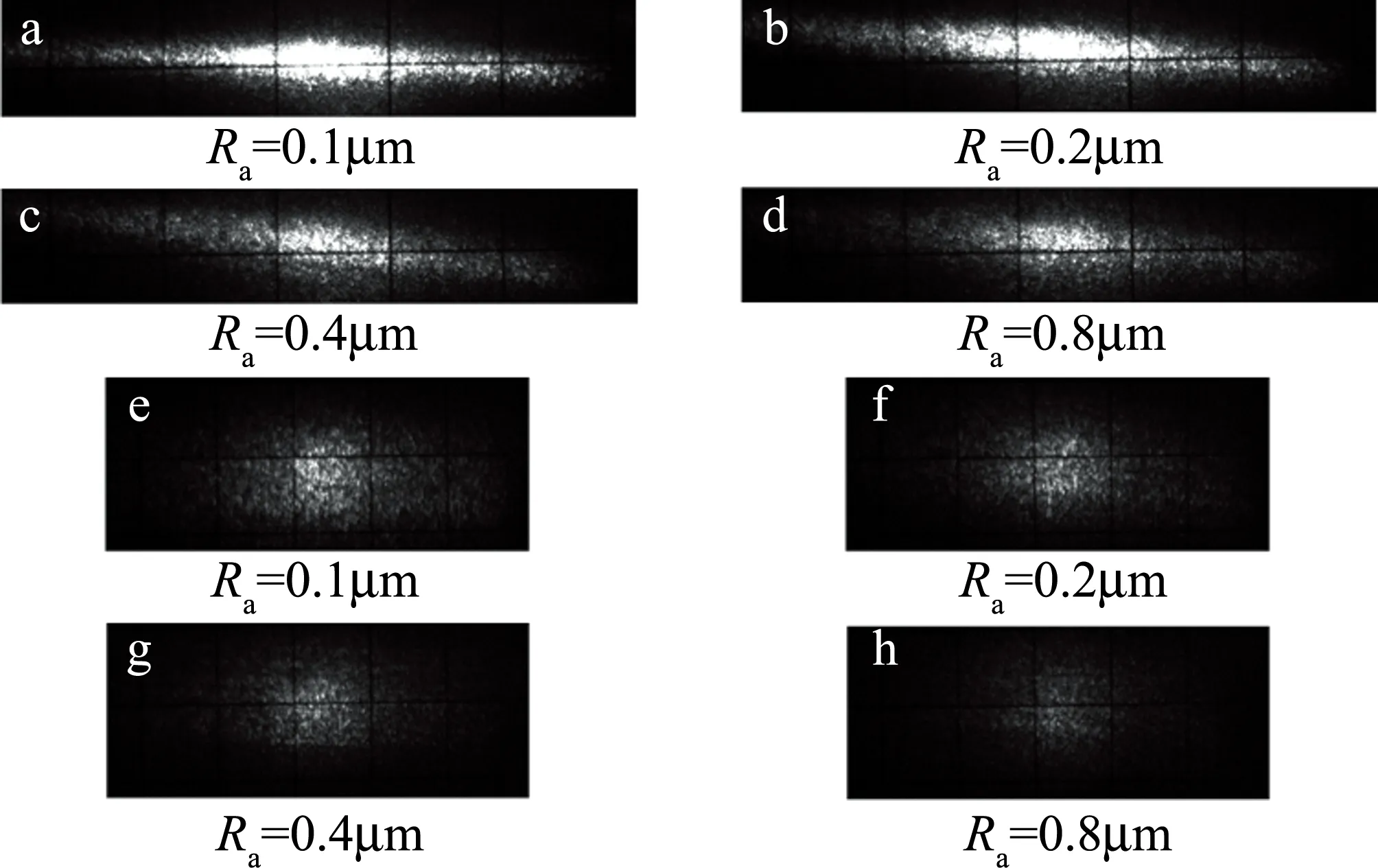
Fig.5 Scattering pattern of the measured sample
計(jì)算光斑的相關(guān)參量,得到與Ra之間的對(duì)應(yīng)關(guān)系,其中Ra為表面粗糙度最常用的一種表示方式,表示在取樣長(zhǎng)度內(nèi)輪廓偏距絕對(duì)值的算術(shù)平均值,如表1和表2所示。光斑的RRMS,Sd與E都呈現(xiàn)出與Ra的單調(diào)性關(guān)系。
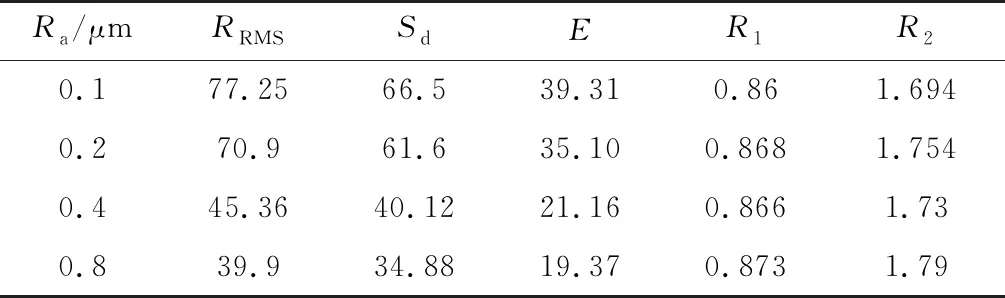
Table 1 Relationship between Ra and characteristic parameters of flat grinding metals samples
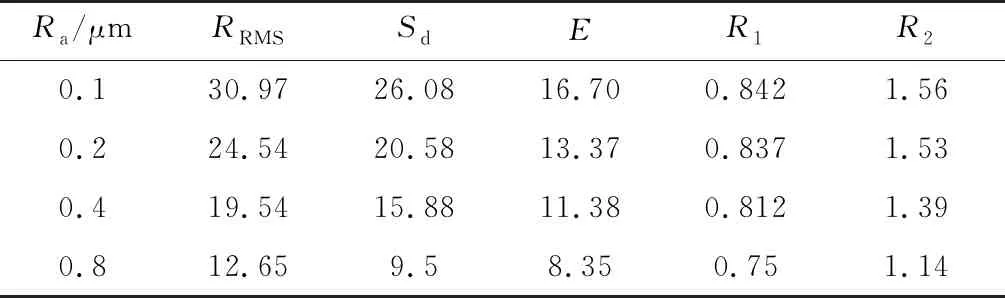
Table 2 Relationship between Ra and characteristic parameters of external grinding metals samples
對(duì)平磨的金屬樣品測(cè)量,改變系統(tǒng)的測(cè)量距離、測(cè)試點(diǎn)、相機(jī)曝光度,其中P1~P4為所做的4組對(duì)照實(shí)驗(yàn),分析RRMS,Sd及E這3個(gè)參量與Ra的關(guān)系,結(jié)果分別如圖6所示。其中P1和P2沿著豎直方向微量平移金屬塊,改變待測(cè)金屬到分光鏡之間的距離的測(cè)量結(jié)果,可知在合適范圍內(nèi)微量改變測(cè)量的距離不會(huì)影響光斑參量與Ra之間的單調(diào)性關(guān)系;P2和P3沿著水平方向移動(dòng)待測(cè)金屬,改變測(cè)量點(diǎn)的測(cè)量結(jié)果,可知參量曲線幾乎重合,系統(tǒng)測(cè)量的可重復(fù)性較好;P3和P4為改變相機(jī)曝光時(shí)間的測(cè)量結(jié)果,可知在合適范圍內(nèi)改變系統(tǒng)的曝光時(shí)間,各參量與Ra之間仍然保持單調(diào)性關(guān)系。驗(yàn)證了系統(tǒng)的穩(wěn)定性及可重復(fù)性。
與上述實(shí)驗(yàn)步驟相同,將待測(cè)物換成絕緣塑料,如圖7所示。得到散射光斑的RRMS,Sd與E都呈現(xiàn)出與Ra的單調(diào)性關(guān)系,驗(yàn)證了系統(tǒng)可用于測(cè)量絕緣表面。
3.2 粗糙度測(cè)量實(shí)驗(yàn)
實(shí)際測(cè)量時(shí),利用標(biāo)準(zhǔn)片定標(biāo)得到參量與粗糙度值的擬合曲線,本文中是通過三次樣條插值的方法得到擬合曲線。在保證實(shí)驗(yàn)條件不變的條件下,金屬選擇了平磨、外磨、刨床和平鉗4種不同加工方式的樣品,絕緣表面通過不同目數(shù)的砂紙機(jī)械化打磨了幾組不同粗糙度值的樣品,對(duì)兩種材料的粗糙度值進(jìn)行測(cè)量,在GUI界面的功能菜單中選定對(duì)應(yīng)的測(cè)量目標(biāo),再點(diǎn)擊 “粗糙度”按鈕,即能實(shí)現(xiàn)快速的測(cè)量功能。利用Sd和E兩個(gè)參量分別擬合求得的粗糙度值如表3、表4和表5所示。由測(cè)量結(jié)果可知,利用這兩個(gè)參量擬合求得的粗糙度值精度都較高,測(cè)量的4種金屬相對(duì)誤差在8%以內(nèi),測(cè)量的絕緣表面相對(duì)誤差小于5%,能夠?qū)崿F(xiàn)金屬和絕緣材料的粗糙度測(cè)量。
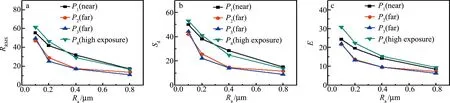
Fig.6 The relationship between the Ra and the parameters of scattering spot of flat grinding metal samples
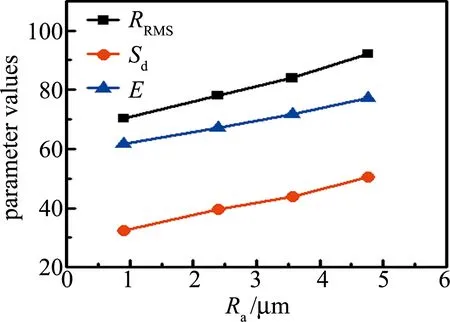
Fig.7 The relationship between Ra and scattering point parameters of insulating surface
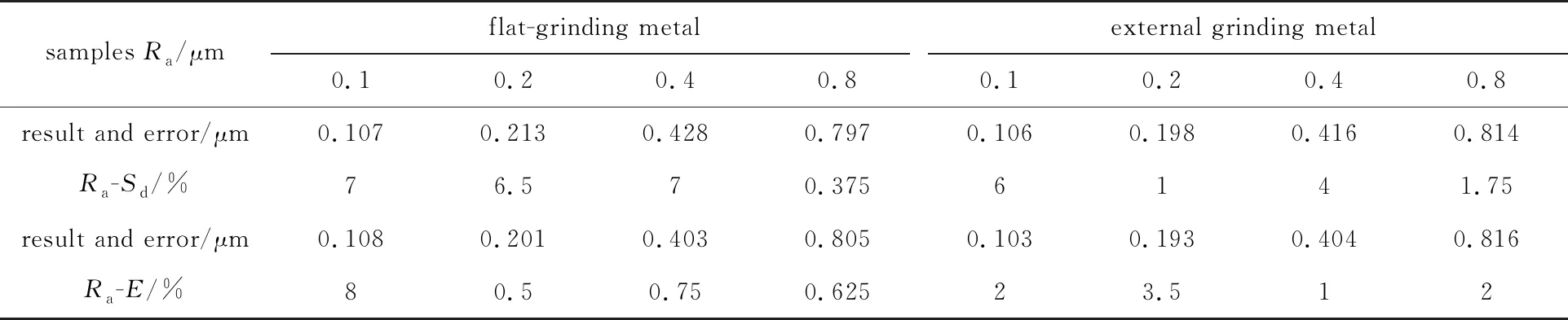
Table 3 Roughness measurement results and errors of flat-grinding metal and external grinding metal samples

Table 4 Roughness measurement results and errors of planer metal and flat pliers metal samples
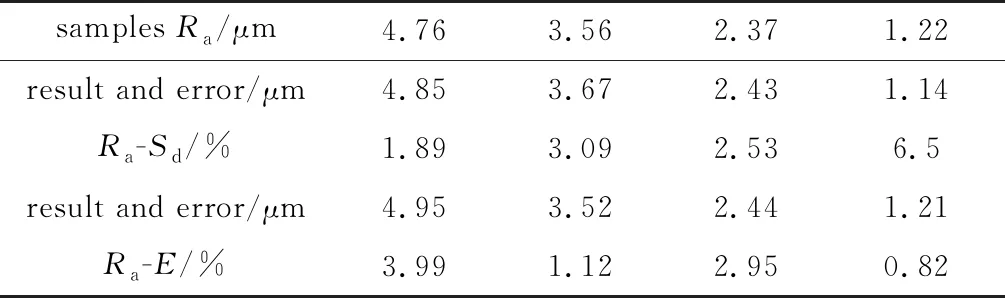
Table 5 Roughness measurement results and errors of insulating surface
4 結(jié) 論
非接觸式的光學(xué)測(cè)量法對(duì)表面形貌的測(cè)量具有十分重要的研究意義,本文中設(shè)計(jì)出一套結(jié)構(gòu)簡(jiǎn)單、使用方便的非接觸式粗糙度測(cè)量系統(tǒng),通過理論分析,確定了測(cè)量系統(tǒng)的可行性以及可重復(fù)性,經(jīng)實(shí)驗(yàn)測(cè)量金屬和絕緣表面的粗糙度值,驗(yàn)證了測(cè)量系統(tǒng)相對(duì)誤差小于8%,其中對(duì)于粗糙度值較小的平磨和外磨金屬的測(cè)量精度絕對(duì)誤差小于0.03μm,粗糙度值較大的刨床和平鉗加工金屬測(cè)量絕對(duì)誤差小于0.1μm,絕緣表面的測(cè)量精度絕對(duì)誤差小于0.3μm。該系統(tǒng)精度較高、穩(wěn)定性好,可重復(fù)性高,為其它材料的測(cè)量提供了思路,在非接觸式在線測(cè)量與表面形貌分析等領(lǐng)域有很大的發(fā)展?jié)摿Α?/p>
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52