鋁電解多功能天車打殼四連桿機構優化設計
2020-11-06 02:55:18楊灝
商品與質量 2020年35期
楊灝
青銅峽鋁業股份有限公司寧東鋁業分公司 寧夏靈武 750411
鋁電解多功能天車又叫作鋁電解多功能機組,主要用于預焙陽極鋁電解生產工藝中的出鋁、更換陽極和抬母線三大作業。其主要由氟化鹽小車、工具小車、出鋁小車、空壓機系統和液壓工作站等組成,自動化程度和工作效率高,能有效降低人工勞動強度并提升鋁電解生產能力。更換陽極作業主要由工具小車完成,打殼機構則是工具小車的其中組成部分之一,目前,多功能天車打殼機構多為前置式單傾斜油缸布局的四連桿方式,其穩定性差、作業局限性大,給更換陽極工作造成很大困難,為改變現狀,提高自動化水平,需對打殼四連桿機構進行優化設計[1]。
1 鋁電解多功能天車打殼四連桿機構運行現狀
1.1 結構設計不合理
現有多功能天車打殼機構多為前置傾斜式四連桿機構,打殼機頭傾斜的極限角度為30° -90°,極具旋轉時打殼振動氣缸距離清渣鏟擋板100mm,距離氧化鋁下料管50mm。在打擊陽極中縫時,打殼錘桿距離中縫100mm 時,打殼振動氣缸就會碰到電解槽集氣罩,此時,打殼傾斜油缸活塞桿距離二層掛板150mm。故無法實現打擊陽極中縫功能。
1.2 影響更換陽極作業質量且工作效率低
前置傾斜式四連桿機構在打殼作業過程中,打殼振動氣缸打擊錘頭無法打擊陽極中縫,低位陽極從電解槽取出后有大量中縫結殼塊落入陽極坑池內,需人工將結殼塊從中縫位置耙拉至陽極坑池中間位置,再使用清渣鏟抓取。使用清渣鏟時,為避免清渣鏟機構產生較大位移晃動量而損壞渣鏟機構,天車大車行走設置為低速運行。清渣鏟撈渣一次運行時間為15min,增加員工勞動強度和作業危險系數,嚴重影響工作效率和更換陽極作業質量[2]。
2 鋁電解多功能天車打殼四連桿機構優化設計
2.1 傾斜油缸結構優化
將原有的前置式單傾斜油缸結構布局優化為后置式雙傾斜油缸結構布局,新增的2 個傾斜油缸布置在四連桿打殼機構大臂兩側,并設置有防護罩,傾斜油缸不在機構正前方,避免與電解槽二層掛板正面直接接觸,增強了打殼力度和打殼四連桿良好的穩定性,延長了傾斜油缸使用壽命。
2.2 四連桿機構尺寸優化
按照后置式雙傾斜油缸結構布局,打殼四連桿機構大臂高度可降低115mm,四連桿長度增加175mm。打殼機頭傾斜的極限角度可達20° -90°。極具在上限位旋轉時,距離渣鏟擋板、氧化鋁下料管導軌、司機室玻璃均在200mm 以上,完全滿足更換陽極作業打擊中縫要求,降低清渣鏟使用頻率,平均每組陽極更換時間可節約15min,極大提高了作業效率并降低員工勞動強度和作業危險系數[3]。
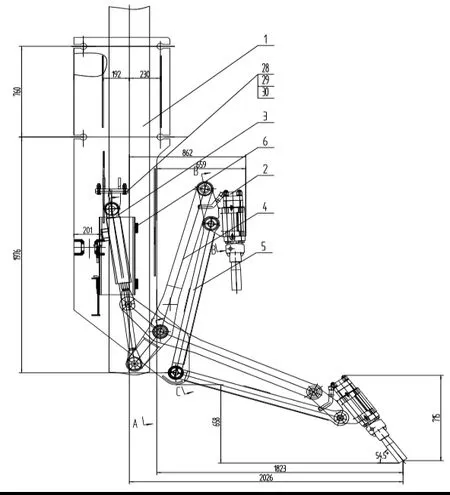
圖2 后置式雙傾斜油缸布局四連桿(優化后)
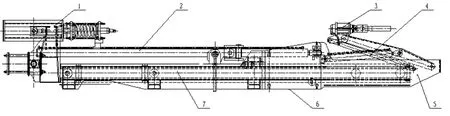
圖1 前置式單傾斜油缸布局四連桿
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
現代企業(2015年2期)2015-02-28 18:45:09