一種鋯厚壁錐體成形工藝
2020-11-06 02:51:15武風(fēng)雷趙斌王海波
中小企業(yè)管理與科技·下旬刊 2020年9期
武風(fēng)雷 趙斌 王海波

【摘 ?要】論文主要對(duì)精細(xì)化工反應(yīng)器中鋯制厚壁錐體的成形工藝過程進(jìn)行詳細(xì)的闡述。反應(yīng)器錐體采用鋯板材R60702。由于錐體壁厚較厚,小口端直徑過小且工況苛刻,因此,制造難度較大。該厚壁鋯錐體的制造成功,為采用厚壁鋯板材制造的ASME U鋼印設(shè)備和其他化工有色金屬設(shè)備提供了可借鑒的經(jīng)驗(yàn)。
【Abstract】This paper describes in detail the forming process of thick-wall cone made of zirconium in a fine chemical reactor. The cone of the reactor is made of zirconium sheet R60702. Because the cone wall is thick, the diameter of the end of the small mouth is too small and the working condition is harsh, so it is difficult to manufacture. The successful manufacture of the thick-wall zirconium cone provides reference experience for ASME U steel printing equipment and other chemical non-ferrous metal equipment made of thick-wall zirconium plate.
【關(guān)鍵詞】鋯板材R60702;厚壁錐體;成形工藝;ASME U鋼印設(shè)備
【Keywords】zirconium sheet R60702; thick-wall cone; forming process; ASME U steel printing equipment
【中圖分類號(hào)】TQ050.6 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文獻(xiàn)標(biāo)志碼】A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 【文章編號(hào)】1673-1069(2020)09-0162-02
1 引言
鋯是一種稀有金屬,具有驚人的抗腐蝕性能、極高的熔點(diǎn)、超高的硬度和強(qiáng)度等特性,被廣泛應(yīng)用于精細(xì)化工、航空航天、軍工、核反應(yīng)、原子能等領(lǐng)域。
鋯厚壁錐體多應(yīng)用于反應(yīng)器筒體兩端,存在小口端直徑過小,同時(shí)需要保證鋯板R60702的力學(xué)性能、抗腐蝕性能、成形后最小壁厚及錐體的幾何尺寸等各項(xiàng)技術(shù)指標(biāo),制造難度較大。鋯板R60702在冷成形過程中極易產(chǎn)生裂紋,嚴(yán)重影響鋯制厚壁錐體成形成品率,由于鋯材應(yīng)力隨溫度升高降得很快,因此,鋯錐體成形宜采用熱成形工藝。為避免鋯材極易發(fā)生氧化的特點(diǎn),其板材表面應(yīng)涂抗高溫防氧化涂料,避免鋯板受熱吸氫吸氧的問題。
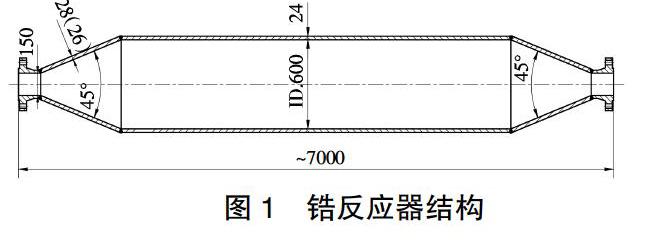
錐體在壓制成形的過程中,由于鋯板R60702材料的特殊性,錐體材料的力學(xué)性能、成形后最小壁厚及錐體的幾何尺寸偏差為滿足標(biāo)準(zhǔn)和設(shè)計(jì)、工藝的要求,鋯反應(yīng)器外殼結(jié)構(gòu)如圖1所示。
2 錐體制作工藝路線
錐體制作工藝路線如圖2所示。
3 錐體成形要求
3.1 錐體下料前的材料檢查
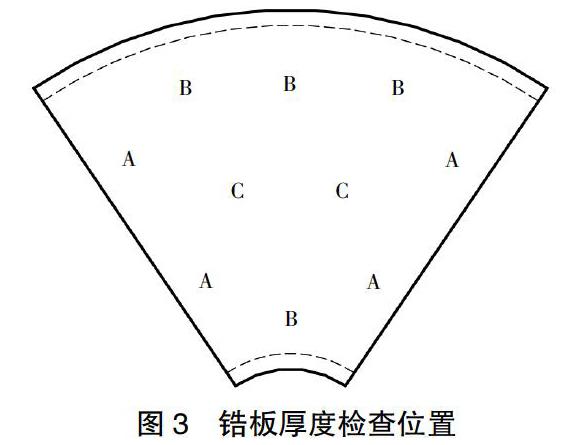
對(duì)錐體坯料進(jìn)行定點(diǎn)厚度檢查,并對(duì)檢測(cè)位置進(jìn)行標(biāo)記,以便成形后進(jìn)行復(fù)檢。
厚度檢查位置(定點(diǎn)位置不得處于坯料兩端口余量范圍內(nèi),可參考圖3中位置)每塊坯料不少于10個(gè)點(diǎn):①至少選取兩條母線,每條母線不少于2點(diǎn);②外圓弧不少于3點(diǎn);③中間不少于2點(diǎn)。
3.2 錐體下料
錐體下料應(yīng)采用水切割等下料方式,應(yīng)按排版圖進(jìn)行鈑金放樣并做材料標(biāo)記移植。
①按坯料下料圖復(fù)驗(yàn)各錐體拼板尺寸合格。
②錐體坯料兩端口部預(yù)留加工余量,保證機(jī)械加工后尺寸滿足圖紙要求。
3.3 錐體的參數(shù)
錐體的規(guī)格尺寸、材質(zhì)和下料厚度如表1所示。
3.4 錐體坯料下料尺寸
錐體坯料下料尺寸如圖4所示。
3.5 成形要求
①壓制成形的錐體采用兩瓣熱壓成形工藝。錐體成形溫度為550℃,且終壓成形溫度不得低于350℃。
②成形所用工裝、模具的設(shè)計(jì)應(yīng)充分考慮對(duì)坯料內(nèi)外表面質(zhì)量的影響;模具周邊應(yīng)有較大圓角。
③錐體成形所用的工具在壓制前,必須打磨拋光,去除油污及鐵銹。在成形過程中,必須隨時(shí)對(duì)模具和工件進(jìn)行清掃,避免鋯板表面污染及傷痕。
3.6 壓制和預(yù)彎成形過程要求
①工件壓制時(shí),應(yīng)嚴(yán)格控制每次的下壓量,宜采用多次多段壓制成形。
②在錐體坯料沿母線方向上進(jìn)行劃線標(biāo)記,并等分大小口端部弧段,預(yù)彎寬度不小于300mm。
③在壓制和校形過程中,嚴(yán)格控制下壓量和變形量,并采取模具小口端加墊等措施,避免模具邊緣對(duì)工件表面造成壓傷和硬傷,確保錐體內(nèi)外表面不存在深度超過1.5mm的壓痕或劃痕。
4 錐體尺寸檢查
①錐體表面對(duì)定位點(diǎn)厚度進(jìn)行復(fù)檢(見表2),復(fù)檢厚度均大于圖紙要求的成形后最小壁厚26mm。
②錐體表面不許有裂紋、結(jié)疤、夾渣及壓痕或劃痕。
③錐體瓣片預(yù)組對(duì)前,應(yīng)在不銹鋼板上劃出基準(zhǔn)圓,組對(duì)瓣片,要求錯(cuò)邊量≤2.4mm。
④錐體瓣片焊接接頭按焊接工藝規(guī)程進(jìn)行施焊,嚴(yán)格控制焊接熱輸入量。
⑤錐體整形后尺寸檢查,大口端圓度允差≤6.1mm,小口端圓度允差≤1.3mm,大小口端同心度允差≤4.0mm,滿足標(biāo)準(zhǔn)要求。
⑥錐體焊接接頭按APP.8要求進(jìn)行100%PT檢測(cè)及按UW-51要求進(jìn)行FULL RT檢測(cè)。
5 結(jié)語
因錐體小口端過小,成形過程中模具極易發(fā)生側(cè)翻,應(yīng)采用小下壓量和多次多段壓制預(yù)彎成形。鋯板的硬度及強(qiáng)度較高,壓制成形過程中鋯板易形成殘余應(yīng)力,因此,對(duì)鋯反應(yīng)器錐體成形后進(jìn)行消應(yīng)力退火處理。此外,該設(shè)備經(jīng)ASME AI現(xiàn)場(chǎng)檢驗(yàn)合格后順利完成水壓試驗(yàn),已交付客戶使用,并經(jīng)客戶反饋現(xiàn)場(chǎng)使用狀況良好,設(shè)備運(yùn)行平穩(wěn)滿足設(shè)計(jì)方要求。
【參考文獻(xiàn)】
【1】ASME鍋爐及壓力容器委員會(huì)壓力容器分委員會(huì).ASME Ⅷ 第一分冊(cè) 壓力容器建造規(guī)則[M].北京:中國(guó)石化出版社,2004.
【2】ASME SB-551 鋯和鋯合金帶材、薄板和板材[S].
【3】羊衣木,賴斌.Cr-Mo鋼復(fù)合板厚壁錐體的成形與檢驗(yàn)[J].化工裝備技術(shù),2013,34(03):36-41.
