矩形坯的棒材加熱爐鏈式提升機的優化設計
2020-11-09 07:26:52姚嵩占飛徐祖敦
中國設備工程 2020年20期
姚嵩,占飛,徐祖敦
(中冶南方(武漢)熱工有限公司,湖北 武漢 430205)
1 概述
鏈式提升機被廣泛運用于冶金領域,是熱送區域中的一個重要設備。將連鑄機鑄造出來的熱坯,通過提升機被提升至5米平臺的加熱爐裝料輥道,直接熱裝進加熱爐,提高加熱爐的生產效率的同時降低能耗。
現某鋼廠新建長材中棒生產線,鋼坯截面規格165×165/165×225/165×280共三種規格,常規設計的鏈式提升機鋼坯輸送至裝料輥道過程會有翻轉,僅適用于方坯的提升輸送。在矩形坯的生產過程中,會頻繁出現鋼坯立放進爐的情況,影響生產。針對本次項目中方坯和矩形坯交替生產的情況,重點優化設計提升機的接鋼結構,滿足實際生產需求。
2 常規鏈式提升機存在問題
常規鏈式提升機(圖1)主要由鏈條架、帶撥爪鏈條、傳動裝置、滑板、接鋼緩沖裝置等幾部分組成。工作時,由電機帶動傳動裝置,通過帶撥爪鏈條將連鑄輥道上熱坯傳輸至頂部滑板處自由滑落,由液壓缸驅動的接鋼裝置緩沖鋼坯沖擊并完成最后的上料動作。

圖1 常規鏈式提升機
在長期生產過程中,總結出以下問題:
(1)鋼坯從滑板最高點快速滑下,對接鋼設備及5米土建平臺沖擊較大,對設備的沖擊磨損加大,頻繁更換備件檢修會影響生產。雖然可以通過優化滑板坡度和緩沖裝置接鋼臂位置改善沖擊,但是無法根本解決此問題。
(2)緩沖裝置的軸承座、驅動液壓缸等靠近鋼坯上料區域附近,高溫熱輻射及氧化鐵皮等影響軸承、液壓缸的使用壽命。同時設備拆卸不便,延長檢修時間。
(3)對于矩形坯上料存在鋼坯停位姿態不確定性,如圖2所示如果矩形坯在下滑過程中如沒有發生傾翻,則接鋼臂旋轉一定角度后可以以平放的姿態正常進加熱爐,如果如圖3所示在下滑過程中發生傾翻,則由接鋼裝置輸送到輥道上的鋼坯是立放姿態,無法進加熱爐及后續軋機,需要人工干預。對于本次項目的坯料種類,類似于165×225的坯料這類寬度高度較接近坯料能順利上料,對于類似165×280這類尺寸差距較大坯料則很可能無法順利上料,無法保證確定性。設備兼容性不好,不利于各種規格坯料的轉變。

圖2 鋼坯下滑過程未傾翻
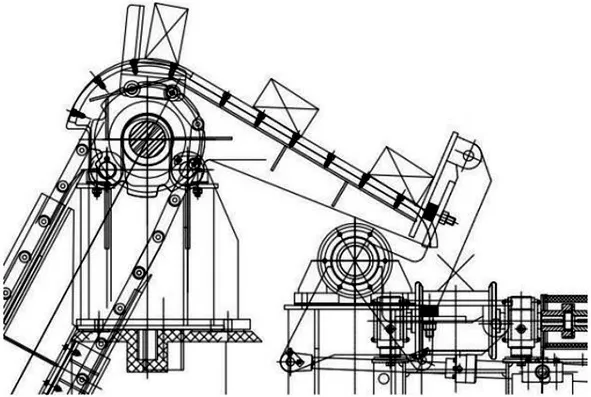
圖3 鋼坯下滑過程發生傾翻
3 優化設計
針對以上存在的各種問題,結合本次項目的實際需求做了如下改進(圖4、5)。
(1)接鋼臂優化設計。取消原連接各接鋼臂的長傳動軸設計,將接鋼臂的短旋轉軸分別設置在各組滑板裝置的連接軸處,直接通過接鋼臂將停位在頂部的鋼坯撥起,平穩送上裝料輥道,完成上料過程。保證所有規格的鋼坯在經過接鋼臂90°翻轉過程后,能以平放姿態順利進爐。
(2)曲柄驅動裝置優化設計。通過長拉桿設計,將每根接鋼臂的驅動點通過可調節長連桿引出到電機尾部,遠離輥道區域的高溫和氧化鐵皮影響,由液壓缸驅動曲柄同步裝置。
(3)電機傳動控制優化。通過在傳動裝置電機加裝絕對值編碼器,優化提升鏈運行過程,確定各加減速點。在連鑄輥道接坯時,低速減小沖擊,然后,正常速度提升,在接近提升機頂部時逐漸減速直至在最高位處于靜止狀態,然后,由接鋼臂完成上料過程,消除接鋼過程的鋼坯沖擊影響。

圖4 改進后提升機接鋼裝置
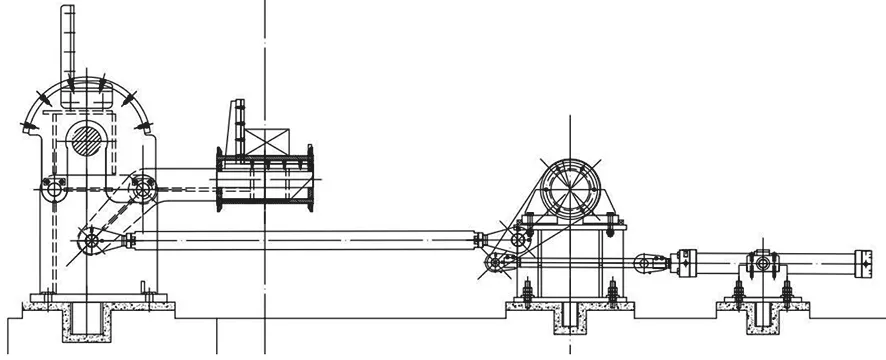
圖5 接鋼臂旋轉90°后將鋼坯完成上料過程
4 結語
本文主要是項目中存在矩形坯熱送提升問題,對常規鏈式提升機進行改進設計,改造后的提升機不僅可以適用于各尺寸規格的鋼坯正常上料,同時,解決了之前生產中一直存在的鋼坯沖擊過大、檢修困難等問題,進一步提高了生產效率減少了檢修頻率,達到了預期效果。
