鋁合金化學成分精準控制技術探討
2020-11-12 05:33:50嚴文峰夏友龍
鋁加工 2020年5期
陳 瑜,嚴文峰,夏友龍
(西南鋁業(集團)有限責任公司,重慶401326)
0 前言
合金材料涉及的理化特性很多,其中化學成分是最關鍵的技術指標。鋁合金化學成分的技術要求也稱技術標準,通常是執行國標、歐標、美標等,這些標準各元素的允許范圍都很寬泛,控制起來難度不大。但隨著技術進步,高端軍用和民用鋁合金材料國產化進程加快推進,用戶對材料的一致性提出了越來越高的要求,所以在生產過程中,從工藝上就將可能影響性能波動的合金元素的成分范圍收窄。如何滿足成分范圍收窄后的工藝要求,這就向我們熔鑄技術人員提出了新的課題:現有化學成分過程控制水平怎么樣?相對于收窄的技術標準化學成分的工序控制能力是否充足?怎么量化評價?如果能力不足,從何入手改善或提高?本文即針對以上問題進行梳理、分析和研究。
1 工序能力指數
為探討以上問題,我們首先引入工序能力指數的概念。
1.1 工序能力指數的解析
工序能力指數Cpk(Complex Process Capability Index),是現代企業用于表示制程能力的指標,表示制程能力對產品設計質量要求的保證程度。它可以直觀、定量地反映產品質量控制水平的高低,值越大,不良率越低[1]。

Ca:制程準確度(Capability of Accuracy),衡量實際平均值-x與規格公差T 的中限值(期望值)U的一致性。它反映的是位置關系。

Cp:制程精密度(Capability of Precision),衡量規格公差寬度T(規格上限與下限的差值USLLSL)與過程變異寬度的比例。它反映的是散布關系。

1.2 Ca及Cp的評級標準及處理
Ca和Cp的評級標準及處理分別見表1和表2[1]。

表1 Ca的評級標準及處理

表2 Cp(Cpk)的評級標準及處理
2 過程控制能力指數的計算及評價
考察制程控制能力(亦稱過程控制能力)時,并不是制程能力指數(亦稱工序能力指數)越大越好。一般來說,該指數太大不經濟,運行成本高,太小又不能滿足技術要求。所以企業應根據具體情況,本著經濟合理的原則,權衡技術要求、成本和不良率的接受度,對Cpk值有個準確定位,并進行實時監控[2]。一般普通產品要求達到B 級,重點產品要求達到A級或者更高。
以某7×× × 系鋁合金中的Cu元素在不同技術要求下過程控制能力指數的計算為例:采集一組數據(100 個熔次),計算其平均值、標準偏差、Ca、Cp和Cpk值,結果如表3所示。

表3 Cu元素在不同技術要求下其過程控制能力指數的比對
由表3 可見,當過程能力不變(標準偏差一定)時,技術要求不同,工序能力指數也不同。標準范圍越窄或平均值與期望值偏差越大,過程能力指數越小。如圖1(a)~(c)所示,通過過程能力控制圖可以直觀地看到在控制能力不變時不同的技術要求對過程能力指數的影響和變化。當范圍收窄到顯示過程控制能力不足時,我們就要面對怎樣提高過程控制能力的問題。
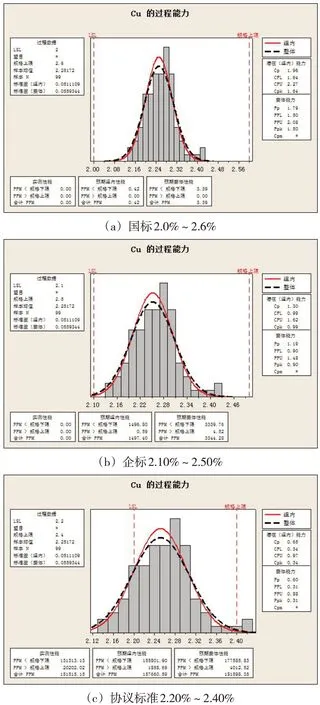
圖1 Cu元素在不同技術要求時的過程能力控制圖
3 化學成分過程控制能力提升的途徑
一般而言,工序能力指數越高越好,但工序能力指標提高也意味著成本的增加,所以在滿足客戶需求或工藝要求的前提下,應權衡技術及成本的關系來決定最合理的工序能力指標[3]。當然,在實際生產過程中制程工序可能是不穩定的,過程能力可能不是正態分布的,也有可能數據的中心值與均值不是很吻合,這都會導致測算出的Cpk值異常或波動。監控工序能力指數,更多的是給相關改善決策提供參考依據[3]。
從Cpk 值的計算公式:Cpk=Cp× (1-|Ca|)可知,與Cpk 值息息相關的是Ca 和Cp 兩個參數,Ca反映的是準確度,Cp反映的是精密度。
準確度、精密度、系統誤差、偶然誤差之間的關聯性如圖2所示[4]。

圖2 準確度與精密度示意圖
本文討論的關鍵詞是精準控制,就是希望達到圖2中第一種情況:準確度和精密度都好,量化表達就是減小Ca值,提高Cp值,從而提高Cpk值。
3.1 提高準確度的途徑
3.1.1 準確度的表達方式及影響因素
我們探討提高成分控制準確度的途徑,換句話說,也是探討減小Ca 值的途徑。
Ca 值可以通過正態分布曲線峰值的位置關系直觀反映,見圖3。

圖3 正態分布曲線峰值的位置關系
Ca 值表達的是分析結果平均值與期望值的偏差,屬系統誤差,采取相應措施可減小甚至消除。其影響因素主要有:取樣代表性、分析準確性、爐前和最終分析一致性等。
3.1.2 提高準確度的途徑
3.1.2.1 提高取樣代表性
材料合金化和化學成分的調整是在熔鑄工序中完成的,后續加工工序無法改變,所以我們探討的就是在鋁合金熔鑄工序中如何精準控制化學成分。
熔鑄工藝流程見圖4。
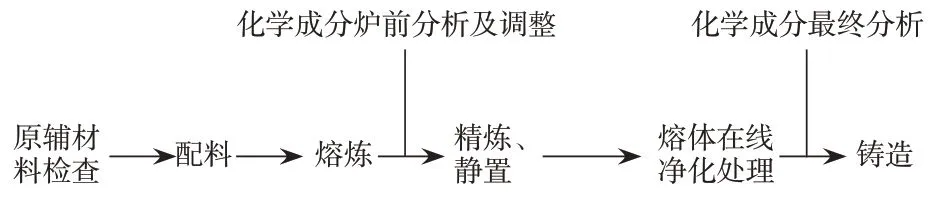
圖4 熔鑄工藝流程圖
從圖4可知,化學成分分析涉及爐前和成品兩次取樣,取一個或兩個樣,要能代表整個熔體,所以工藝對取樣環節要求非常高,但在實際生產中普遍重視程度不夠。
影響取樣代表性的因素主要有:合金元素加入順序、加入溫度,熔體攪拌方式、次數和時間,熔體靜置時間,熔體爐內停留時間,取樣溫度、取樣的位置和深度等,工廠需制定明確的技術要求和操作規范,并嚴密監控執行。
3.1.2.2 提高分析準確性
對于鋁合金材料,常規是采用光電光譜法分析化學成分。該方法一次性投入成本高,但具有快速、準確、操作簡便等特點,在業界已得到廣泛應用。本文即針對該方法進行提高分析準確度的探討。
為提高光譜分析的準確性,我們需要關注以下幾個方面的工作。
(1)樣品的代表性要好。光譜分析采集的是一個面的一個點,數據要代表整個試樣。取樣模具、工具設計的合理性和預烘烤、取樣轉移時間、試樣冷卻方式、試樣加工厚度等因素均可能影響光譜分析數據的代表性。如果代表性不好或不穩定,需重點從上述影響因素中查找原因并加以改進。
(2)工作曲線要避免或修正三元素影響。分析時要選用化學組成與試樣相似的標樣所繪制的工作曲線,若存在三元素影響,就需要進行干擾校正,否則會導致較大的分析誤差。
圖5 示出的是低Cu 和高Cu 兩個系列高硅合金標樣Cu干擾校正前、后Si元素的點子分布情況。

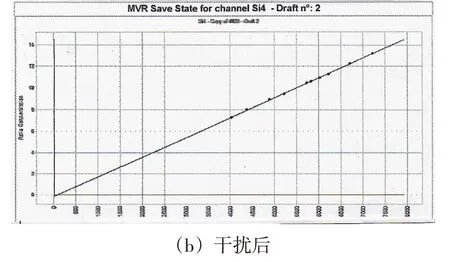
圖5 低Cu和高Cu兩個系列高硅合金標樣扣Cu干擾前、后Si的工作曲線
由圖5 可見, Cu 對Si 存在不同程度的干擾。由于Cu 元素的差異,表現在工作曲線上就是明顯的兩條線,如果不扣除,會導致Si的分析誤差。
(3)爐前和成品實驗室之間不能存在系統誤差。可通過大數據分析、對查、對標、第三方檢測等方式對二者分析結果進行實時監控和修正。
(4)控樣選擇要合適。不同的合金試樣,要選擇與之化學組成和含量盡量接近的控樣進行類型標準化,選擇不合適,會造成較大的分析誤差。表4為某7×××系合金試樣用4個不同標準值控樣校準后的分析結果。
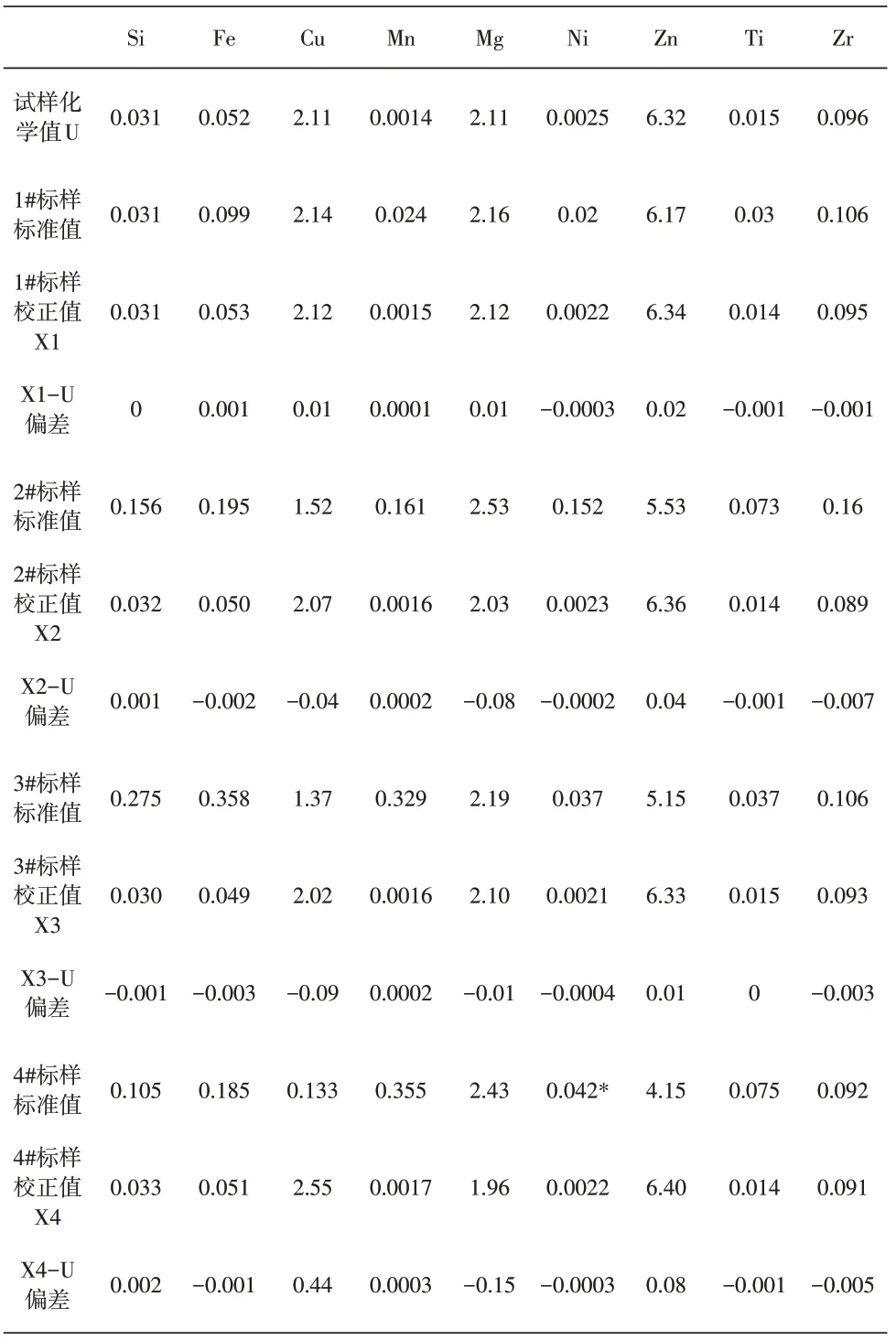
表4 不同含量段標樣作控樣的某7系合金試樣分析結果
由表4 可見,控樣選擇對高含量元素影響較大,對低含量元素影響不明顯。1#標樣與待測試樣化學組成和含量最接近,故用其作控樣的分析結果與化學值偏差最小。所以控樣選擇是否合適對分析準確度影響較大,一定慎重。
(5)標樣和試樣間的組織結構差異校正。因試樣是直接澆鑄而成,而標樣為保證其較好的均勻性和加工性能,一般都經過均勻化熱處理和擠壓加工,二者的組織結構有差異,不同儀器的激發光強會表現出不同程度的差異,對于高含量元素這個差異會表現得更加明顯。而這個差異有多大與儀器光源性能有關,不同的儀器消除這個組織結構影響的程度也不同,需通過化學對查確定這個差值,以此給標樣賦予一個校正值,再把它作為控樣用。
3.1.2.3 提高爐前、成品分析的一致性
做好爐前、成品分析結果的大數據統計分析,若發現爐前、成品分析結果間存在系統差,需分析原因,并采取相應措施進行改進。影響因素主要有:(1)合金轉組,未考慮爐內余料、在線凈化裝置余料等,會導致成品分析結果比爐前分析結果偏低。改進措施:根據大數據分析做好爐內余料的估算;(2)爐前和成品分析不是同一臺設備,不同分析設備分析結果間存在系統差。改進措施:通過化學法對查分析,對各自的分析數據進行校正,消除分析系統差;(3)Zn、Cu 等重金屬元素加入方式不當或爐況不好造成沉底,Mg、Li 等活潑金屬元素氧化成渣燒損。改進措施:對于異常元素損失查找原因改善,對于正常元素損失進行系統差修正。
3.2 提高精密度的途徑
3.2.1 精密度的表達方式及影響因素
我們探討提高成分控制精密度的途徑,換句話說,也是探討提高Cp 值的途徑。
Cp 表達的是分析結果與總體平均值的離散程度,可以通過正態分布曲線的寬度直觀反映(見圖6),屬偶然誤差,采取相應措施可盡量減小但不能完全消除。
由公式Cp=(USL-LSL) /6σ 可知,當分子即技術標準范圍一定時,要提高Cp 值,就需要減小標準偏差,即提高精密度。影響精度度的因素主要有:分析設備的精度、操作者的精細程度、標樣和樣品的均勻性等。
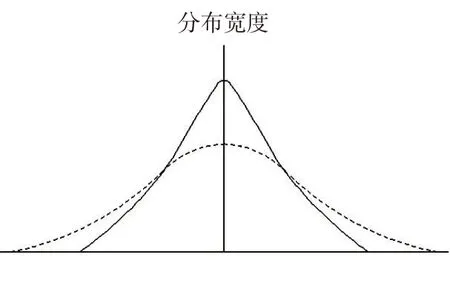
圖6 分析值的正態分布曲線
3.2.2 提高Cp 值的途徑
3.2.2.1 提高分析設備的精度
光電光譜分析是一種儀器分析,分析儀器的性能是影響分析精度的最關鍵因素,所以應根據分析任務對分析精密度的不同要求配置不同檔次的光譜儀。如果單純是用于成分范圍較寬合金的成分控制和分析,可以選擇價格相對便宜、分析精度相對較低、檢出限相對較高的光譜儀;如果是用于高純物質的分析,則必須選擇檢出限低、靈敏度高的光譜儀;如果是用于成分范圍較窄的合金的分析,則需要選擇分析精度高、穩定性好的光譜儀。通過對儀器短期和長期穩定性數據考察,就可以對儀器分析精度有一個定量的把握。
分析設備的精度除了和儀器性能有關外,還和儀器維護、保養和使用狀況有關,影響因素主要有:排氣管道暢通程度、過濾網清潔程度、火花室的清潔程度、火花室的密封性、電極的形狀和清潔程度等,日常工作中應加強規范操作和監管。
3.2.2.2 提高試樣的代表性和均勻性
試樣在澆鑄過程中遵循順序結晶和逆偏析的冷凝規律,合金元素偏析必然存在。如何取到一個有代表性且相對均勻、穩定的分析區域,是需要解決的主要問題。其影響因素主要有:取樣模具設計的合理性、取樣工藝的一致性、試樣車削厚度、分析面加工質量、激發點的位置等。
圖7示出的是某7×××系鋁合金蘑菇試樣不同車削量下Cu、Mg元素的分析結果。

圖7 7×××系合金試樣不同車削量的分析結果
由圖7可見,同一試樣不同車削厚度其結果有差異,車削厚度在2.5~6.5 mm范圍內時結果相對均勻、穩定且與化學值相符。對于不同的模具和合金,應根據車削厚度試驗數據確定分析樣品厚度范圍。
3.2.2.3 選擇不確定度相對較低的標樣
每一塊標樣,都賦有標準值和不確定度,人們普遍不太關注這個不確定度值。標準值的不確定度是標樣定值的不確定度、標樣組內和組間的不確定度、穩定性不確定度等的綜合體現,也稱合成標準偏差,直觀反映標樣的均勻性。為提高分析精度,有條件時應選擇不確定度相對較低的標樣。表5 示出的是4 種不同廠家不同含量段標樣的不確定度。
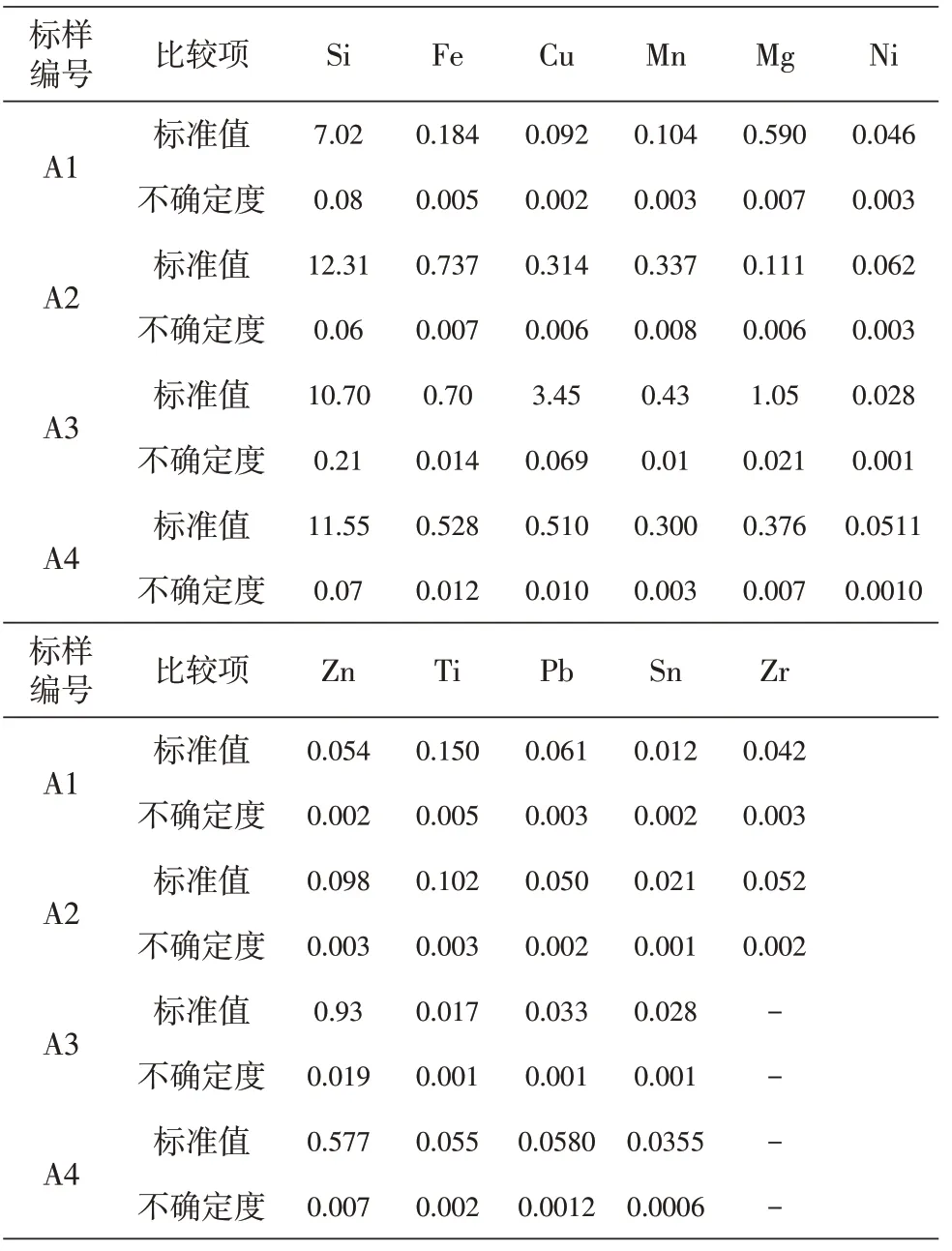
表5 4種不同廠家標樣的不確定度
4 結束語
鋁合金化學成分控制是在熔鑄工序中進行的,涉及熔煉和分析兩個環節。工序能力與技術要求是否匹配,可以通過計算工序能力指數進行量化評價。如果工序能力不足,通過大數據采集,計算Ca 值和Cp 值,分析確定問題點和提升空間,從熔煉和分析兩個途徑分別采取措施減小Ca 值和標準偏差,從而達到提高Cpk值,實現熔鑄工序化學成分精準控制的目的。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
動漫星空(興趣百科)(2020年12期)2020-12-12 05:31:40
電子制作(2018年18期)2018-11-14 01:48:24
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
無人機(2017年10期)2017-07-06 03:04:36
山東工業技術(2016年15期)2016-12-01 05:31:22
小星星·閱讀100分(低年級)(2015年10期)2015-10-22 08:30:04
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
