
邯寶冷軋廠自動控制系統優化提升
2020-11-16 06:06:34王禹郭文濤
科學與財富 2020年26期
王禹 郭文濤


摘要:本文為邯寶冷軋廠連退生產線自動控制系統的優化與改造,包括壓塊機程序優化、清洗段設備改造、飛剪優化等。
關鍵詞:壓塊機;清洗段;飛剪;自動化改造
邯鋼邯寶冷軋廠連退線是由西馬克設計的代表世界最先進水平的冷軋生產線,產品定位于高檔汽車板和家電板,是邯鋼最重要的利潤點之一。
連退機組設計年處理能力達100萬噸,設計生產板帶規格寬度900-2080mm、厚度0.3-2.5mm,但伴隨產品規格及鋼種類別不斷增多,控制系統原有的各類工藝參數與外圍生產條件已經完全不能滿足現有產品生產需要,同時因停機或設備損耗導致大量非計劃品,發生合同延期交付情況,直接影響了公司經濟效益和社會信譽,因此必須對影響產線穩定運行和產品質量的主要控制環節進行優化,以實現產量和質量穩步提升。
我們對影響產線穩定運行和成材率提高的技術難題進行分析、研究,經過系統的攻關,進行了大量優化,本文列舉了近年來對連退生產線自動控制系統進行優化的一些措施。
一、開發壓塊機參數自修正系統
目前在汽車板生產過程中,絕大多數需要進行切邊作業,在切邊過程中,切邊廢料會落入壓塊機,由壓塊機對邊絲進行壓縮、吐出,壓塊機的正常運行對能否進行切邊作業起到關鍵性作用。
在生產過程中,壓塊機推出廢料塊重量一般在畫面中由操作工輸入一個固定值,程序按照設定到達固定值后推出廢料。這樣存在一個缺陷就是一旦設定不合理就會使壓塊機持續推出大塊直到堵塞。
針對此問題我們開發了壓塊機參數自修正系統,動態調節壓塊機設定值,實現壓塊機全自動化運行。
通過現場確認廢料尺寸,一般在300-400mm間壓塊機可以正常工作,小于300mm后壓爪壓不住,大于400mm后廢料推不出來易卡住卷簾門。
對程序進行優化,增加重量動態調節,增加可調系數:
每次推料時記錄計算此次的成型尺寸L,如果尺寸在300-400mm之間,下一塊重量不變;如果超出400mm,下一塊乘以減小系數;若果小于300mm下一塊乘以增大系數。經改進后有效改善了推出大塊的問題,減小了壓塊機故障率保障切邊計劃順利生產。
系統優化前,連退線計劃切邊率在90%左右;優化后,切邊率約為95%。降低了重卷切邊的費用。
二、開發清洗段自動排水系統
連退線清洗段對連退至關重要,它負責對板帶進行清洗,清洗的效果決定了最終成品板帶質量,如果清洗用水長時間不更換,罐內水變臟,會造成清洗效果下降,板帶在電解清洗處放電產生凹坑,同時板帶殘留臟物在爐內爐輥上產生結瘤,造成板帶亮點,影響產品質量。
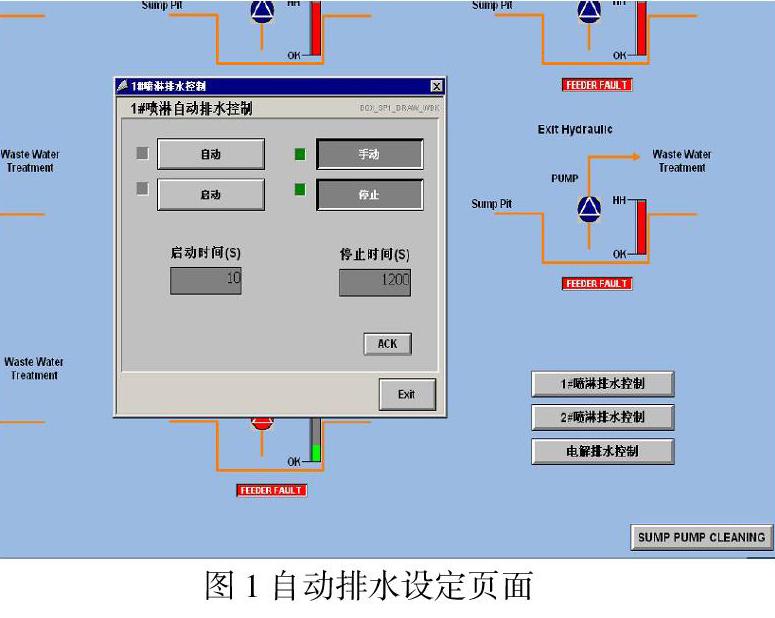
對此問題開發了清洗段自動排水系統,通過手動和自動方式,對清洗段1#噴淋、2#噴淋、電解清洗的循環水進行排水,避免循環水過臟,影響清洗質量。
以1#噴淋為例,本控制系統分為自動和手動控制2 種。如下圖所示,手動模式點擊啟動按鈕,閥門自動打開,對罐體進行排水,點擊關閉停止防水。自動模式,點擊啟動,程序會根據設定的啟動時間,對閥門進行打開操作,停止時間則為每次啟動時間的間隔。排水可設定為間隔X秒,排水Y秒鐘。同時設置ACK按鈕,當出現系統錯誤時,點擊ACK按鈕對程序進行復位。
目前清洗質量顯著提高,反射率由原來的平均85達到了目前平均95的水平,清洗效果較好。
三、優化飛剪采樣,提高成材率
連退飛剪使用FM458控制器具有響應速度快,控制精度高等優點,可以支持在線剪切,保證產線的持續運行與穩定。原程序邏輯為二級下發數據不判斷子卷,只要是剪切成卷就要剪切頭尾廢料,中間子卷全部采樣片,多取的樣會被直接排廢,積少成多,降低成材率。
通過研究飛剪剪切自動步,對母卷剪切的子卷區分開來。如果母卷不分卷或者一母卷分兩子卷時按照原設定剪切頭尾。如果分3 個子卷,第一個子卷采樣2 塊,后面的子卷只分切不采樣。在程序中增加區分子卷功能,識別同一個母卷下的子卷并計數。
如上圖示母卷分三(剪切模式指示,為3 時是剪切焊縫即母卷帶頭和帶尾,為1 時是母卷分卷),帶尾和母卷頭廢料正常剪切,第一個子卷時留采樣片剪切,第二個子卷時只進行分切不留樣,母卷帶尾時正常剪切。
采樣時,剪切翻板壓下,采樣翻板動作至采樣斗位置。分切時,剪切翻板不動作只需飛剪剪切一下分卷即可,否則因為穿帶速度太快,帶頭穿入翻板以下造成堆鋼。
甩尾和穿帶自動步優化。不采樣時只需要飛剪剪切一刀分切即可,但是因為帶尾和帶頭距離太近,造成甩尾和穿帶動作沖突。因此對相關輔助動作進行了進一步優化。
通過改進優化有效的識別母卷下的小卷并只在一個小卷取樣,減少原料浪費,同時保證了出口段穩定運行。
結束語
設備的穩定運行和優化升級是生產順行的基石,是生產質量提升的關鍵。自2010年連退投產至今,通過全體員工的共同努力下,連退電氣控制系統不斷優化、完善,設備事故逐年降低,廢次降比例逐年降低,合同兌現率和產品質量逐年提高,目前我廠已為國內多家汽車主機廠穩定、持續供貨,產品銷量逐年提高。
設備與工藝密不可分,我們將繼續堅持“逢修必改,持續改進”的工作思路,解決制約生產和質量的各項難題,使工藝技術和裝備設施不斷完善,以滿足更高的生產要求,為降本增效及質量提升做好設備保障工作。
作者簡介:
王禹(1988—),男,漢族,河北邯鄲人,工程師,主要從事冷軋生產線設備維護工作。
