45、50高碳鋼板模具用鋼板的切割工藝優(yōu)化
2020-11-16 01:50:14趙帥張焱任海林付穎
汽車世界·車輛工程技術(shù)(上) 2020年6期
趙帥 張焱 任海林 付穎

摘 要:45、50鋼板為高碳模具鋼,在生產(chǎn)中由于其含碳量較高,在切割加工過程中容易出現(xiàn)切割裂紋。本課題圍繞上述問題展開了相關(guān)研究,通過優(yōu)化了軋后堆垛工藝、切割工藝,改進(jìn)了切割工具形式,解決45、50高碳模具用鋼切割裂紋問題,通過工藝優(yōu)化后,鋼板斷面合格率大幅提升,獲得了良好的實用性和經(jīng)濟(jì)效益。
關(guān)鍵詞:高碳模具鋼;切割裂紋;工藝優(yōu)化
隨著當(dāng)今社會的迅速發(fā)展,對高端模具鋼的需求不斷增加,尤其是性價比較高的大厚度鋼板。同時,用戶對高端模具鋼的切削性能和硬度均勻性的要求也越來越高[1]在生產(chǎn)中主要存在厚度方向性能不均、鋼板矩形化較差和利用率低的問題。45、50鋼板為高碳模具鋼,主要用于塑料模具制作,但由于其含碳量較高,用戶在切割加工過程中容易出現(xiàn)切割裂紋,導(dǎo)致鋼材利用率降低,為了解決此問題,需要研究適合高碳模具鋼切割工藝方案,提高切割質(zhì)量減少切割裂紋。
1 高碳模具用鋼成分
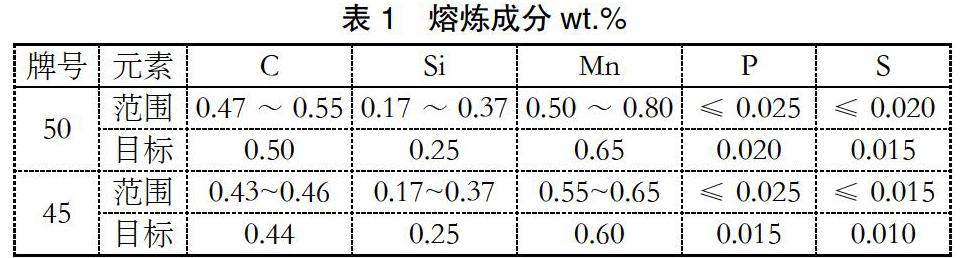
高碳模具用鋼在生產(chǎn)中主要存在厚度方向性能不均、鋼板矩形化不好利用率低的問題為了解決該問題,本文設(shè)計使用的模具用鋼生產(chǎn)牌號為45、50,規(guī)格為11~180mm的模具用碳素結(jié)構(gòu)鋼。本課題試驗工藝路徑和制定生產(chǎn)工藝時都基于節(jié)約能源考慮,其用鋼牌號和化學(xué)成分如表1所示。
火焰切割主要分為早期的手動切割(俗稱氧氣焊)和半自動切割機(jī),仿形切割機(jī)和數(shù)控切割機(jī),隨著社會的進(jìn)步和科技的發(fā)展,越來越先進(jìn),切割功能也越來越強(qiáng)大,是煉鋼企業(yè)高耗能工序之一。根據(jù)金屬材料和切割金屬的厚度從工藝角度來說,一般5mm以上的碳鋼板推薦用火焰進(jìn)行切割,因為此類鋼板產(chǎn)生的熱變形很小。不銹鋼和有色金屬不能用火焰進(jìn)行切割,原因是不銹鋼在受熱后表面產(chǎn)生高密度氧化層,阻止熱量向下傳遞,從而影響板材的熔斷;銅鋁等有色金屬的散熱能力很強(qiáng),導(dǎo)致割面的熱量快速散失,也影響到板材熔斷。
2 鋼板切割相關(guān)要求及切割工藝順行
2.1 切割要求
1)厚度不大于40mm鋼板,剪切;
2)厚度大于40mm鋼板火切。
鋼板應(yīng)在避風(fēng)處進(jìn)行堆垛緩冷,緩冷開始溫度350℃~450℃,緩冷時間不小于24小時;每垛下鋪、上蓋熱鋼板,避免鋼板上下表面同時裸露。
2.2 切割工藝順序
1)切割鋼板前,需要對鋼板表面進(jìn)行檢查,存在熔渣等異物時及時清理干凈;
2)切割鋼板前,使用鋼絲刷和通針對燒嘴進(jìn)行清理和疏通,防止燒嘴塞;
3)調(diào)整燒嘴的高度,保證燒嘴最低端距鋼板表面為10mm左右;
4)對于冷態(tài)鋼板,切割前使用切割小車為鋼板進(jìn)行預(yù)熱,預(yù)熱目的是清除鋼板表面的氧化鐵皮。預(yù)熱過程中不使用高壓氧,僅調(diào)節(jié)預(yù)熱氧和煤氣閥門進(jìn)行燃燒氣體成分的配比。氧氣調(diào)節(jié)的標(biāo)準(zhǔn)是氣焰長度為8mm左右,噴射時沒有刺耳的聲音。煤氣調(diào)節(jié)的標(biāo)準(zhǔn)是鋼板表面預(yù)熱點呈紅色,小車走形過程見到氧化鐵皮濺起即可;
5)預(yù)熱速度不宜過快或過慢,以3600mm/min為宜,小車走行一個來回。為防止預(yù)熱過程濺起的氧化鐵皮封堵燒嘴,預(yù)熱完成后,需開啟高壓氧閥門,沖洗燒嘴;
6)切割作業(yè)時,當(dāng)發(fā)現(xiàn)切割火焰發(fā)散、形狀不圓潤時,應(yīng)立即更換燒嘴;
7)切割人員需進(jìn)行指定,由專人進(jìn)行切割,不允許頻繁更換切割人員,切割過程嚴(yán)格按工藝要求執(zhí)行,并記錄在《50鋼板切割工藝統(tǒng)計表》中。
采用四種規(guī)格的燒嘴,切割時根據(jù)鋼板的厚度,選擇不同規(guī)格的燒嘴和切割速度,具體規(guī)范見下表2:
3 45、50模具用鋼切割工藝優(yōu)化
3.1 火切溫度對火切裂紋的影響
實驗挑選40塊鋼板,將隨機(jī)20塊的切割溫度控制于(50±30)℃,余下20的溫度控制在(150±30)℃之間。實驗之后統(tǒng)計火切裂紋的發(fā)生情況,并計算出火切裂紋發(fā)生率,高溫火切板裂紋發(fā)生率為15%,低溫火切板裂紋發(fā)生率為45%,鋼板高溫火切比低溫火切產(chǎn)生的火切裂紋概率高。
3.2 火切速度對火切裂紋的影響
實驗挑選40塊鋼板,將隨機(jī)20塊火切速度為0.3m/min,另外20件火切速度為0.2m/min。火切后統(tǒng)計火切裂紋發(fā)生率,高速火切板裂紋發(fā)生率45%,低速火切板裂紋發(fā)生率10%。鋼板低速火切比高速火切產(chǎn)生的火切裂紋概率低。
采用高溫低速火切的工藝,實驗挑選100塊鋼板,隨機(jī)50塊冷卻方式為空冷,余下50件采用堆垛緩冷。堆垛8h后進(jìn)行切割,對比統(tǒng)計和火切裂紋發(fā)生率,空冷鋼板裂紋發(fā)生率12%,堆垛緩冷鋼板的裂紋發(fā)生率2%。鋼板火切后堆垛緩冷比常規(guī)空氣產(chǎn)生火切裂紋的概率低。
4 結(jié)論
綜上所述,通過火切工藝研究并進(jìn)工藝優(yōu)化,45、50高碳模具鋼最終選擇0.2m/min的切割速度、堆垛緩冷和鋼板切割溫度為50±30℃的方式,重點解決切割裂紋問題45、50火焰切割后切口無裂紋。
參考文獻(xiàn):
[1]鄭燦.低碳低合金塑料模具鋼軋制與熱處理工藝研究[D].東北大學(xué),2008.
作者簡介:趙帥(2000-),男,吉林白山人,本科在讀,研究方向:材料成型及控制工程專業(yè)。