萬瓦級光纖激光-MAG復合焊接焊縫成形
2020-11-24 02:23:02蔣寶雷振黃瑞生楊義成梁曉梅
焊接 2020年6期
關鍵詞:焊縫
蔣寶,雷振,黃瑞生,楊義成,梁曉梅
(哈爾濱焊接研究院有限公司,哈爾濱 150028)
0 前言

國內對萬瓦級光纖激光焊接技術的研究也越來越多,但大部分研究主要集中在激光自熔焊接工藝[12-15]及相關機理[16-19]上,而對萬瓦光纖激光-電弧復合焊接技術的研究[20]相對較少,特別是對20 kW以上光纖激光-電弧復合焊接技術缺乏系統性的認識。因此,文中基于30 kW光纖激光器,較為系統地研究工藝參數對萬瓦激光-MAG復合焊接焊縫成形的影響規律,并為后續相關焊接工藝的開發提供基礎工藝指導。
1 試驗設備與方法
試驗所用激光發生器為YLS-30000光纖激光器,其最大輸出功率為30 kW;試驗用弧焊電源為TPS4000型數字化CMT焊機,最大輸出電流為400 A,電弧設置為脈沖模式。
試驗所用材料為30 mm厚Q235B低碳鋼,通過激光-脈沖MAG及平板堆焊的方法,并采用單一參數變量法進行焊接工藝參數波動試驗,萬瓦激光-MAG復合焊接工藝參數見表1。試驗裝置如圖1所示,其中激光束傾斜角度為5°,MAG焊槍與水平方向夾角為50°。此外,基于不同的激光傾斜方向,熱源排列方式分為兩種,如圖2所示,其中方式1中激光束與MAG焊槍同向傾斜,方式2中激光束與電弧焊槍對向傾斜,2種方式的激光傾斜角度保持一致,同時MAG焊槍的角度及位置也保持不變。如無特別說明,對電弧在前(電弧引導激光)及激光在前(激光引導電弧)時的研究均采用方式1。

表1 萬瓦激光-MAG復合焊接工藝參數

圖1 試驗裝置示意圖

圖2 熱源排列方式
2 試驗結果與分析
2.1 離焦量對焊縫成形的影響
在v=1 m/min,I=180 A,DLA=6 mm且電弧在前時研究了離焦量對焊縫成形的影響規律,如圖3~圖5所示。由圖可知,激光功率為10 kW時,離焦量的變化對焊縫表面質量影響較小,此時焊縫成形較好且無明顯飛濺;隨激光功率的提高,焊縫表面質量逐漸下降,當激光功率分別為20 kW和30 kW時,離焦量對焊縫成形的影響顯著,采用正離焦和零離焦時焊縫成形差,均有較多飛濺產生,且焊縫均勻性差,而采用負離焦時獲得的焊縫成形較好。
離焦量對焊縫熔深的影響如圖6所示。從圖中可以看出,激光功率為10 kW時在零離焦條件下焊縫熔深最大;當激光功率達到20 kW和30 kW時,在負離焦條件下卻能達到最大的熔深,其中離焦量在-10 mm時的焊縫熔深比離焦量為+10 mm時提高20%左右。

圖3 P=10 kW時不同離焦量下的焊縫形貌
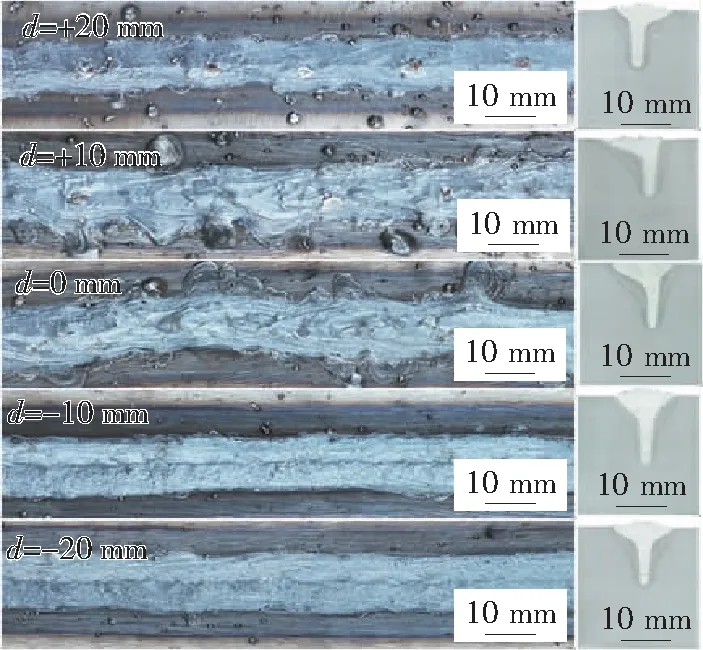
圖4 P=20 kW時不同離焦量下的焊縫形貌
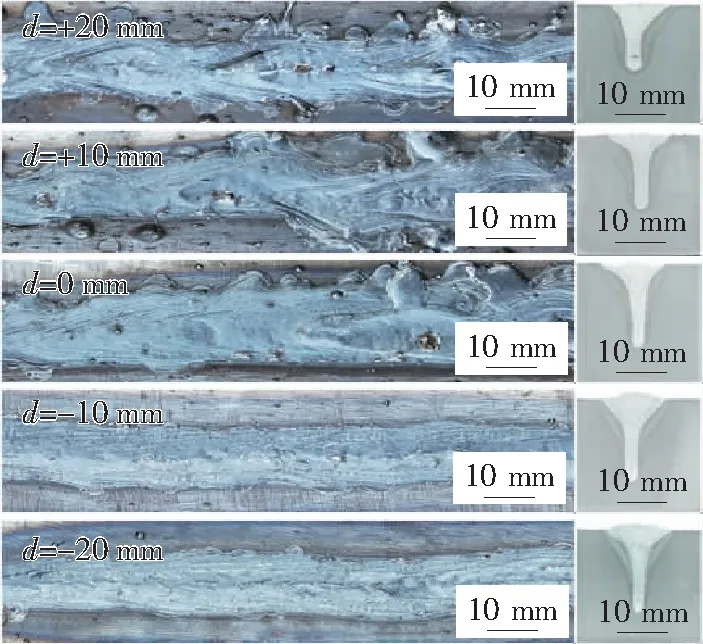
圖5 P=30 kW時不同離焦量下的焊縫形貌

圖6 離焦量對焊縫熔深的影響
產生上述現象的原因可能與激光功率密度有關。激光功率為10 kW時,能量密度相對較小,對激光焦點位置的敏感性較低,無論激光束焦點在試板上方、試板表面還是表面以下,入射激光能量均能保持匙孔的穩定。而激光功率提高到20 kW后,能量密度大幅增加,熔池金屬蒸發更加劇烈;當激光焦點在試板上方或是表面時,激光匙孔開口處的能量密度高于孔內,導致匙孔開口處的金屬蒸發加劇,此時金屬蒸汽壓力與熔池金屬重力及流體壓力無法維持動態平衡,進而降低匙孔穩定性。
但是,離焦量對焊縫成形的影響原因涉及因素較多,包括力學、光學、流體學等多方面知識,且影響過程無法直接觀測。因此,關于離焦量對焊接過程的影響機制有待進一步研究。
2.2 熱源順序及熱源間距對焊縫成形的影響
在d=-10 mm,v=1 m/min和I=180 A下研究了熱源順序及熱源間距對焊縫成形的影響,其中電弧在前時不同熱源間距條件下焊縫形貌如圖7~圖9所示。由圖可知,當熱源間距較小時,不同激光功率條件下的焊縫均勻性均相對較差,且功率越高,焊縫熔寬變化幅度越明顯。而隨熱源間距的增加,焊縫表面成形均可得到明顯改善。

圖7 P=10 kW時不同熱源間距下的焊縫形貌(電弧在前)

圖8 P=20 kW時不同熱源間距下的焊縫形貌(電弧在前)

圖9 P=30 kW時不同熱源間距下的焊縫形貌(電弧在前)
電弧在前時,不同熱源間距下的焊縫熔深如圖10所示。由圖可知,激光功率為10 kW時,焊縫熔深隨熱源間距的提高呈先增加后減小的趨勢;而激光功率分別為20 kW和30 kW時,熱源間距的變化對焊縫熔深沒有明顯影響。

圖10 熱源間距對焊縫熔深的影響(電弧在前)
激光在前時,不同熱源間距下的焊縫形貌如圖11~圖13所示。由圖可知,采用激光在前的熱源順序時,焊縫表面質量明顯較差,焊縫均勻性變差的同時,焊接飛濺量也明顯增多,且通過熱源間距的變化,并不能有效改善焊縫表面成形。

圖11 P=10 kW時不同熱源間距下的焊縫形貌(激光在前)

圖12 P=20 kW時不同熱源間距下的焊縫形貌(激光在前)

圖13 P=30 kW時不同熱源間距下的焊縫形貌(激光在前)
激光在前時,不同熱源間距下的焊縫熔深如圖14所示。由圖可知,激光在前時,熱源間距的變化對焊縫熔深的影響與電弧在前時基本相同,但在熱源間距相同的條件下,電弧在前時的焊縫熔深大于激光在前。

圖14 熱源間距對焊縫熔深的影響(激光在前)
對于上述焊縫成形的變化,同樣與激光匙孔的受力狀態密切相關。采用不同的熱源順序及熱源間距時,電弧作用在匙孔邊沿不同位置,對匙孔穩定性的影響程度不同。關于相關工藝參數對焊縫成形的影響機制,后續需從萬瓦級光纖激光焊接熔池行為及其受力特征方面作進一步研究。
2.3 熱源排列方式對焊縫成形的影響
在d=-10 mm,v=1 m/min,I=180 A及DLA=6 mm下研究了不同熱源排列方式對焊縫成形的影響,如圖15~圖17所示。由圖可知,在激光功率為10 kW下,采用激光在前的熱源順序時,通過熱源排列方式的變化,可在一定程度上減少焊接飛濺,但焊縫均勻性與方式1中電弧在前時的焊縫成形相比仍然較差。激光功率分別為20 kW和30 kW時,熱源排列方式的變化對焊縫成形的影響更小,采用電弧在前時獲得的焊縫表面成形均明顯優于相同熱源排列方式下采用激光在前時獲得的焊縫成形。

圖15 P=10 kW時熱源排列方式對焊縫成形的影響
熱源排列方式對焊縫熔深的影響如圖18所示。由圖可知,電弧在前時的焊縫熔深均大于相同熱源排列方式下激光在前時的焊縫熔深。其中激光功率為10 kW時,相比激光在前,電弧在前時的焊縫熔深增加幅度相對較小;而激光功率分別為20 kW和30 kW時,采用電弧在前時的焊縫熔深與激光在前時相比提高了10%左右。

圖16 P=20 kW時熱源排列方式對焊縫成形的影響

圖17 P=30 kW時熱源排列方式對焊縫成形的影響

圖18 熱源排列方式對焊縫熔深的影響
2.4 焊接速度及焊接電流對焊縫成形的影響
在P=30 kW,d=-10 mm,I=180 A,DLA=6 mm且電弧在前條件下研究了焊接速度對焊縫成形的影響,如圖19所示。由圖可知,隨著焊接速度的逐漸提高,焊縫表面質量不斷降低,其中焊接速度為0.8~1.2 m/min時,焊縫成形較好,無明顯飛濺產生;當焊接速度提高到1.4 m/min后焊縫表面質量開始下降,成形均勻性變差。

圖19 焊接速度對焊縫成形的影響
焊接速度對焊縫熔深的影響如圖20所示。由圖可知,隨焊接速度的不斷增加,焊縫熔深逐漸降低,其最大變化幅度(v=0.8 m/min與v=1.6 m/min時)小于2 mm。

圖20 焊接速度對焊縫熔深的影響
在P=30 kW,d=-10 mm,v=1 m/min,DLA=6 mm且電弧在前條件下研究了焊接電流對焊縫成形的影響,如圖21所示。由圖可知,不同焊接電流條件下均無明顯飛濺產生,其中焊接電流為160 A時,焊縫均勻性相對較差;通過焊接電流的增加,可明顯提高焊縫表面質量。
焊接電流對焊縫熔深的影響如圖22所示。由圖可知,焊接電流在160~200 A范圍內焊縫熔深變化幅度較小;而焊接電流增加到200 A后焊縫熔深大幅提高,其中焊接電流為280 A時的焊縫熔深,與焊接電流為160 A時的焊縫熔深相比,提高15%左右。

圖21 焊接電流對焊縫成形的影響

圖22 焊接電流對焊縫熔深的影響
2.5 大電流條件下焊縫成形特征
在上述試驗條件下,采用激光在前的熱源順序時,焊縫表面質量較差,且通過熱源排列方式及熱源間距的調整也不能有效改善焊縫成形;而電弧在前時,在較小熱源間距條件下獲得的焊縫均勻性同樣較差。其原因之一可能為所采用的焊接電流較小,對相關焊接缺欠的抑制程度有限。基于此,將焊接電流提高到400 A后,v=1 m/min,DLA=2 mm,在激光功率分別為20 kW和30 kW時,通過采用激光在前的熱源順序并在2 mm熱源間距條件下,同樣獲得了相對良好的焊縫表面成形,如圖23所示。由圖可知,與小電流(180 A)條件下的焊縫成形相比,大幅提高焊接電流后的焊縫在飛濺情況及成形均勻性方面均明顯改善。但是,激光功率為30 kW時獲得的焊縫成形平直度相對較差;而在同樣焊接電流條件下,改用電弧在前的熱源順序后,焊縫表面成形得到進一步改善(P=30 kW,v=1 m/min,I=400 A,DLA=2 mm,板厚40 mm),如圖24所示。由圖可知,在大電流下,采用電弧在前時獲得的焊縫成形不但優于相同條件下激光在前時的焊縫成形,同樣也明顯優于相同熱源順序下采用小電流時獲得的焊縫表面成形。

圖23 激光-大電流MAG復合焊縫表面形貌(激光在前)
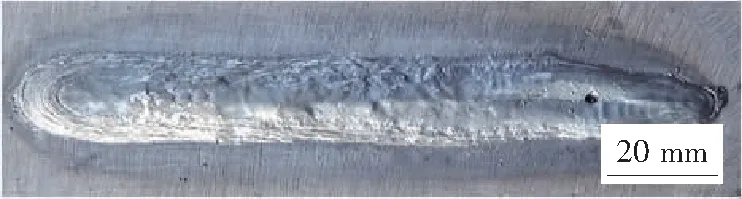
圖24 激光-大電流MAG復合焊縫表面形貌
激光-大電流MAG復合焊接時,采用電弧在前的熱源順序時獲得的焊縫熔深,同樣大于相同條件下激光在前時的焊縫熔深(P=30 kW,v=1 m/min,I=400 A,DLA=2 mm,板厚40 mm),如圖25所示。此外,在板厚增加的情況下,大電流條件下獲得的焊縫熔深仍比小電流時的焊縫熔深提高20%以上。

圖25 激光-大電流MAG復合焊縫橫截面形貌
對于采用激光在前或較小的熱源間距時,在大電流條件下同樣能夠獲得良好焊縫成形的原因,與電弧對激光熔池的作用程度密切相關。在大幅提高焊接電流后,相應的電弧力也大幅增加,對激光匙孔邊沿金屬液體的波動產生一定的抑制作用,進而減少焊接缺欠的產生。但是,文中在大電流條件下的試驗量相對較少,對大電流條件下的萬瓦級光纖激光-MAG復合焊接工藝特性缺乏系統性的認識。因此,后續還需要進行大量的焊接工藝試驗,系統研究大電流條件下激光功率、離焦量、熱源順序、熱源間距、熱源排列方式等工藝參數對萬瓦級光纖激光-MAG復合焊接焊縫成形、熔池行為、電弧及熔滴過渡特性的影響。
3 結論
(1)萬瓦級光纖激光-MAG復合焊接時,在較小的電流條件下,激光功率越高,離焦量對焊縫成形的影響越顯著。當激光功率為10 kW時,采用不同離焦量時均能獲得良好的焊縫表面成形;而激光功率提高到20 kW后,采用負離焦時更有助于獲得良好的焊縫表面成形。
(2)小電流條件下,熱源順序及熱源間距對焊縫成形的影響同樣顯著。采用激光在前的熱源順序時,焊縫成形均勻性差,焊接飛濺較多,且激光功率越高,焊縫成形的均勻性越難控制;而采用電弧在前的熱源順序并在較大熱源間距條件下獲得的焊縫成形更好。
(3)萬瓦級激光-小電流MAG復合焊接時,采用負離焦及電弧在前的熱源順序時更有助于增加焊縫熔深。
(4)激光在前及較小的熱源間距條件下,通過大幅增加焊接電流,同樣能夠獲得良好的焊縫表面成形。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07