集箱小徑管管座角焊縫超聲相控陣檢測研究
2020-11-30 08:38:02吳志波劉勇陳小明劉思維周振興
中國新技術(shù)新產(chǎn)品 2020年17期
吳志波 劉勇 陳小明 劉思維 周振興

摘? 要:集箱是電站鍋爐的重要部件,其管座角焊縫質(zhì)量關(guān)系著鍋爐的正常運行。因為傳統(tǒng)超聲檢測技術(shù)的局限性,在集箱制造過程中缺乏對小徑管管座角焊縫內(nèi)部缺陷的檢驗手段。近年來隨著超聲相控陣技術(shù)的發(fā)展,其在鍋爐和壓力容器等特種設(shè)備制造中應(yīng)用愈加廣泛。該文通過對超聲相控陣檢測技術(shù)在集箱小徑管管座角焊縫上的應(yīng)用研究,為其在同類型產(chǎn)品上的應(yīng)用提供參考與借鑒。
關(guān)鍵詞:電站鍋爐;集箱;超聲相控陣檢測;管座角焊縫
中圖分類號:TB559/TG115.28? ? 文獻標志碼:A
0 引言
電站鍋爐上,集箱通常與水冷壁、過熱器、再熱器、省煤器以及連接管道相連,起著工作介質(zhì)的匯集和分配的作用[1]。制造過程中,如果在管座角焊縫內(nèi)部存在超標缺陷,在鍋爐啟停和運行過程中,就存在擴展并發(fā)展為疲勞裂紋的危險性。但是針對小徑管管座角焊縫的內(nèi)部質(zhì)量,無損檢測人員缺乏有效的檢測手段。按照TSG G0001—2012《鍋爐安全技術(shù)監(jiān)察規(guī)程》的要求,對于接管外徑>108 mm的管座角焊縫,應(yīng)進行100%超聲檢測,接管外徑<108 mm的管座角焊縫,僅進行20%的表面檢測。
近年來,超聲相控陣檢測技術(shù)因其對于復(fù)雜結(jié)構(gòu)工件的適應(yīng)性強、對缺陷定位準確等優(yōu)點,在工業(yè)制造領(lǐng)域得到了廣泛應(yīng)用。但是受限于特種設(shè)備制造標準尚未發(fā)布,目前在鍋爐和壓力容器制造過程中,多由各制造單位基于自身的產(chǎn)品特點和需求,開展超聲相控陣檢測應(yīng)用研究。該文針對集箱小徑管管座角焊縫結(jié)構(gòu)特點,開發(fā)了相應(yīng)的檢測工藝,并應(yīng)用于現(xiàn)場檢測和制造檢測中,取得了良好的檢測效果。
1 背景介紹
常見的管座角焊縫有插入式和安放式2種結(jié)構(gòu),電站鍋爐集箱上大量的小徑管(接管外徑<108 mm)管座角焊縫多采用安放式結(jié)構(gòu)焊接。當采用傳統(tǒng)脈沖反射式超聲技術(shù)進行檢測時,應(yīng)采用短前沿、小晶片的高頻探頭,在相近曲率的試塊上進行校驗。同時還需要經(jīng)驗豐富的超聲檢測人員對多次反射波的信號及其變形波進行甄別,通過良好的掃查手法來確保耦合。
但在實際檢測時,相鄰小徑管管距過小,管身過長,限制了檢測人員的掃查空間,甚至無法保證全程良好耦合。小徑管通常壁厚較薄,多次反射波不僅造成聲束多次擴散,降低了信噪比,還產(chǎn)生了大量的變形波和結(jié)構(gòu)信號,使有效信號不易識別。同時為了提高焊接效率,通常制造單位會采用“非全焊透焊接結(jié)構(gòu)”,由此產(chǎn)生的根部信號會掩蓋可能產(chǎn)生的缺陷回波。因此,傳統(tǒng)超聲檢測方式很難對小徑管管座角焊縫進行有效檢測。
2 超聲相控陣檢測原理
超聲相控陣檢測技術(shù)起源于相控陣陣雷達,并最早應(yīng)用于醫(yī)療領(lǐng)域。近年來,隨著微電子、計算機技術(shù)的快速進展,超聲相控陣逐漸應(yīng)用于工業(yè)無損檢測領(lǐng)域。相控陣所用的探頭通過對整個壓電芯片進行分割,得到形狀、尺寸相同或相似的許多小芯片,每個小芯片稱為一個陣元,將這些單個陣元按一定的法則進行順序排列,即組成相控陣換能器。每個小芯片可視為輻射柱面波的線狀波源,這些線狀波源的波陣面就會產(chǎn)生波的干涉,形成整體波陣面[2]。
基于陣元的不同排布方式,發(fā)展出了線陣、環(huán)陣、面陣等多種相控陣探頭。超聲相控陣是基于Huygens-Fresnel原理,由各個陣元發(fā)出的超聲波經(jīng)過干涉形成預(yù)期的聲束。以同一頻率的脈沖激發(fā)各個陣元,并對各個陣元的激發(fā)時間施加一定的延遲,于是各陣元的發(fā)射聲波產(chǎn)生了相位差,從而影響干涉結(jié)果,即可以形成偏轉(zhuǎn)及聚焦聲束。各陣元的激發(fā)延時一般被稱為聚焦法則或延時法則[3]。通過選擇合適的聚焦法則,超聲相控陣能在檢測時獲得良好的信噪比、分辨力。
超聲相控陣的探頭設(shè)計、工藝優(yōu)化及后期處理都可以通過仿真建模進行,目前主要的仿真建模方法有瑞利積分法、多元高斯法。其中多元高斯法通過多個單高斯型聲束的疊加得到圓盤輻射源的聲場,并在此基礎(chǔ)上得出擴展多元高斯聲束模型[3]。其仿真計算量小,且仍具有較高的精度,因此得到了較多的研究及應(yīng)用。得益于處理器性能的發(fā)展和理論研究的深入,近幾年更多先進的增強算法已經(jīng)逐步應(yīng)用于實際檢測中,例如基于全矩陣數(shù)據(jù)采集(FMC)的全聚焦技術(shù)(TFM)和基于多接收陣元相干疊加的合成孔徑聚焦技術(shù)(SAFT)。
3 檢測工藝開發(fā)
3.1 工藝仿真
目前可進行超聲相控陣仿真的軟件平臺主要有MATLAB、COMSOL、CIVA等,前兩者多用于數(shù)學建模和物理場仿真,后者是無損檢測的專用仿真軟件。由于該公司采用ZETEC公司的相控陣檢測設(shè)備(型號TOPAZ-32/128PR)進行檢測,因此使用該設(shè)備隨機軟件UltraVision 3進行工藝仿真。
以規(guī)格φ89 mm×9 mm的接管為例建立3D模型,設(shè)置一環(huán)形面狀缺陷以模擬焊接裂紋(圖1),從接管側(cè)對焊 縫進行掃查。通過設(shè)置不同的聚焦方式和角度范圍計算聚焦法則,觀察聲束線對待檢區(qū)域的覆蓋情況。結(jié)果表明,扇掃角度范圍設(shè)置為35°~80°,采用半聲程聚焦,通過一次波和二次波可以有效覆蓋焊縫區(qū)域,同時能確保聲束線垂直通過模擬缺陷。
在此基礎(chǔ)上對設(shè)置的聚焦法則進行聲場仿真計算,計算結(jié)束后軟件會在不同視圖中顯示可視化仿真圖像(圖2)。圖像通過不同顏色區(qū)分聲場強度,檢測人員可以直觀地確認有效聲場的覆蓋范圍,從而確保檢測時的信號靈敏度。
3.2 工藝制定
TOPAZ-32/128PR可同時激發(fā)32個探頭晶片,但對小徑管管座角焊縫來說,其檢測空間十分有限,晶片數(shù)量并非越多越好。結(jié)合仿真結(jié)果,我們選擇AT系列探頭,其為16晶片一維線性相控陣探頭,孔徑為8 mm×10 mm。通過選擇合適的晶片次軸曲率以適配接管管徑,可以確保探頭和掃查面的良好耦合。結(jié)合探頭的自聚焦特性,合理設(shè)置聚焦法則,可以獲得較好的靈敏度和信噪比。由于小徑管壁厚較薄,為了獲得更好的聚焦能力和分辨力[2],選擇了7.5 MHz頻率的探頭。
對應(yīng)的應(yīng)選擇與探頭曲率相匹配的楔塊,原則上楔塊邊緣與被檢工件接觸面的間隙應(yīng)不超過0.5 mm。更換探頭楔塊后,應(yīng)變更儀器中的楔塊參數(shù)設(shè)置,對檢測系統(tǒng)重新校準和復(fù)核,以確保聚焦法則的精度。
掃查裝置采用Circ-it小徑管掃查器,該掃查裝置內(nèi)置編碼器,整體采用可拆裝鏈式設(shè)計,可根據(jù)檢測接管外徑自由調(diào)節(jié)。檢測人員掃查時只需手握掃查器沿接管周向轉(zhuǎn)動,即可完成數(shù)據(jù)采集。一方面探頭轉(zhuǎn)動過程受力均勻,移動軌跡穩(wěn)定,確保了數(shù)據(jù)質(zhì)量。一方面檢測人員操作難度大幅降低,在狹窄空間中也可獨立完成檢測(掃查布置如圖3所示)。
校準采用GS系列標準試塊。首先用R25和R50圓弧進行聲速校準以調(diào)整時基線。之后采用不同深度的φ2 mm橫通孔在TCG模式下調(diào)整靈敏度,并分別設(shè)置評定線、定量線、判廢線。將定量線設(shè)置為滿屏高度的80%,作為初始掃查靈敏度。
掃查范圍參照仿真工藝設(shè)定為35°~80°,角度步進為0.5°,整體掃查步進設(shè)置為0.5 mm。
初始掃查時,采用聲程聚焦,設(shè)置在工件最大探測聲程處。當需要在特定區(qū)域獲取更高靈敏度和分辨率時,可將焦點設(shè)置在感興趣的區(qū)域。
檢測前還應(yīng)對位置傳感器進行校準和記錄,確保誤差<1%。
4 工藝驗證與應(yīng)用
采用該工藝設(shè)置在集箱小徑管管座角焊縫上進行檢測,從檢測圖像(圖4)可以看出由于采用了非全焊透結(jié)構(gòu)形式焊接,焊縫根部存在固定信號。為了便于定位,將接管端部位置設(shè)置在扇掃顯示-5 mm位置,然后根據(jù)焊縫余高確定前端距。
我們參照工藝仿真情況,結(jié)合實際檢測效果,制訂了評定驗收規(guī)則。根據(jù)焊縫存在的缺陷類型、缺陷波幅的大小以及缺陷的指示長度來進行評定。對于危害性缺陷合、超過判廢線、超過定量線且長度超標、自身高度可測量且超標的缺陷顯示,評為不合格。
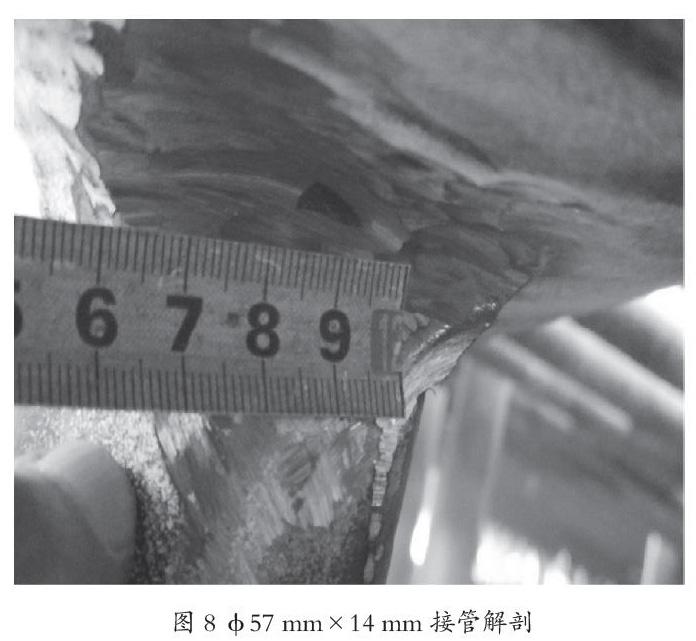
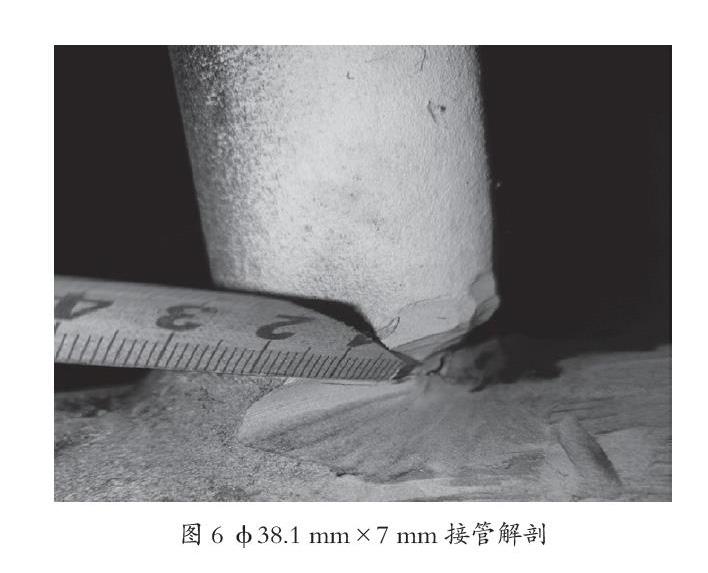
某項目集箱現(xiàn)場水壓試驗發(fā)生管接頭泄漏,我們按照前述流程執(zhí)行檢測工藝,對該產(chǎn)品進行了現(xiàn)場檢測,并對存在超標缺陷的接管解剖驗證(圖5~圖8)。
如圖5、圖7所示,右上方為相控陣扇形掃查視圖,X、Y軸為分別沿接管和筒身方向建立的位置坐標,單位為毫米(mm)。左上方為沿扇掃視圖指針角度方位的A掃視圖,X軸為沿聲程方向的距離,單位為毫米(mm),Y軸為回波幅度,單位為百分比(%)。左下和右下為相控陣B掃和C掃視圖,X軸為沿接管周向的位置,單位為角度(deg),Y軸分別為沿接管長度方向和接管壁厚方向的位置坐標,單位為毫米(mm)。
通過對焊縫的解剖發(fā)現(xiàn),焊縫對應(yīng)位置缺陷的長度、深度和自身高度與檢測圖譜的測量值基本一致,檢測結(jié)果表明超聲相控陣檢測成像直觀,分辨力高,可靠性好。
5 結(jié)語
該文提出了一種集箱小徑管管座角焊縫的可靠檢測工藝,工程實踐證明,該工藝針對性強、可操作性好。在集箱制造階段,通過對小徑管管座角焊縫按一定比例開展超聲相控陣抽檢,提升了產(chǎn)品質(zhì)量,也為該方法在類似結(jié)構(gòu)產(chǎn)品上的應(yīng)用提供了借鑒。
參考文獻
[1]徐祥久,黃超.焊接技術(shù)在電站鍋爐集箱制造中的應(yīng)用[J].電焊機,2016,46(9):63.
[2]高世凱,韓冬.相控陣超聲換能器聲場可視化仿真研究[J].航天制造技術(shù),2018(6):31-33.
[3]靳世久,楊曉霞.超聲相控陣檢測技術(shù)的發(fā)展及應(yīng)用[J].電子測量與儀器學報,2014,28(9):925-929.
