酸軋機組自動化控制系統功能要點與控制策略
2020-11-30 08:38:02龔小良
中國新技術新產品 2020年17期
龔小良
摘? 要:酸軋機組在煉鋼生產中應用較為廣泛,其自動化運行控制精度對產品的質量性能參數具有一定的影響,因此如何提升設備自動化水平并提高控制精度,對提高軋鋼產品質量具有重要的現實意義。該文首先分析了酸軋機組的自動化運行工藝流程,并有針對性地提出了酸軋機組自動控制系統中的主要被控目標,并提出了控制策略實現和優化提升的解決方案,以期為我國軋鋼自動化領域的高質量發展提供一些有價值的參考借鑒。
關鍵詞:酸軋機組;自動化;控制系統;控制策略
中圖分類號:TG334.9? ? ? ? ? ? ? 文獻標志碼:A
0 引言
近年來,為了更好的適應冷軋板材市場激烈的競爭需求,很多鋼鐵企業都對設備進行了優化升級,這也促進了自動化控制技術在軋鋼領域更加廣泛的應用,高響應度和高精度的自動控制系統用于酸軋機組后,能夠有效提高生產效率和產品質量,提高了鋼材成材率,對提高企業經濟效益發揮著積極作用。
1 酸軋機組自動運行工藝流程分析
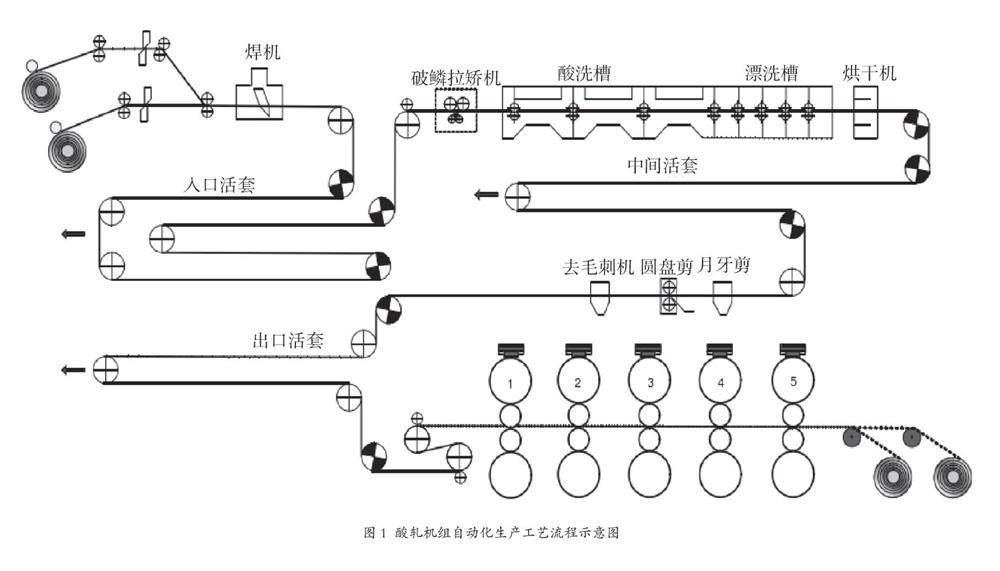
酸軋機組自動運行工藝流程首先要進行酸洗段開卷、校直、焊接、酸洗、漂洗和切邊,然后進入張力輥、糾偏單元后,進入軋機,然后在飛剪處進行焊接作業,最后完成第一卷帶鋼的軋制工序,與此同時,下一卷需要進行軋制的帶鋼前端插入卷取機芯軸,實現每卷帶鋼地連續軋制工作[1]。在上述的工序流程中,自動控制系統需要控制鋼帶穿帶、軋制、甩尾和卸卷整個加工過程,并依據預先編制完成的控制策略,對軋鋼的推進速度、軋制壓力和張力進行精確控制,從而確保機組安全穩定的實現連續運行生產,上述機組生產工藝流程如圖1所示。
2 酸軋機組自動化系統主要控制策略分析
2.1 軋制速度控制策略
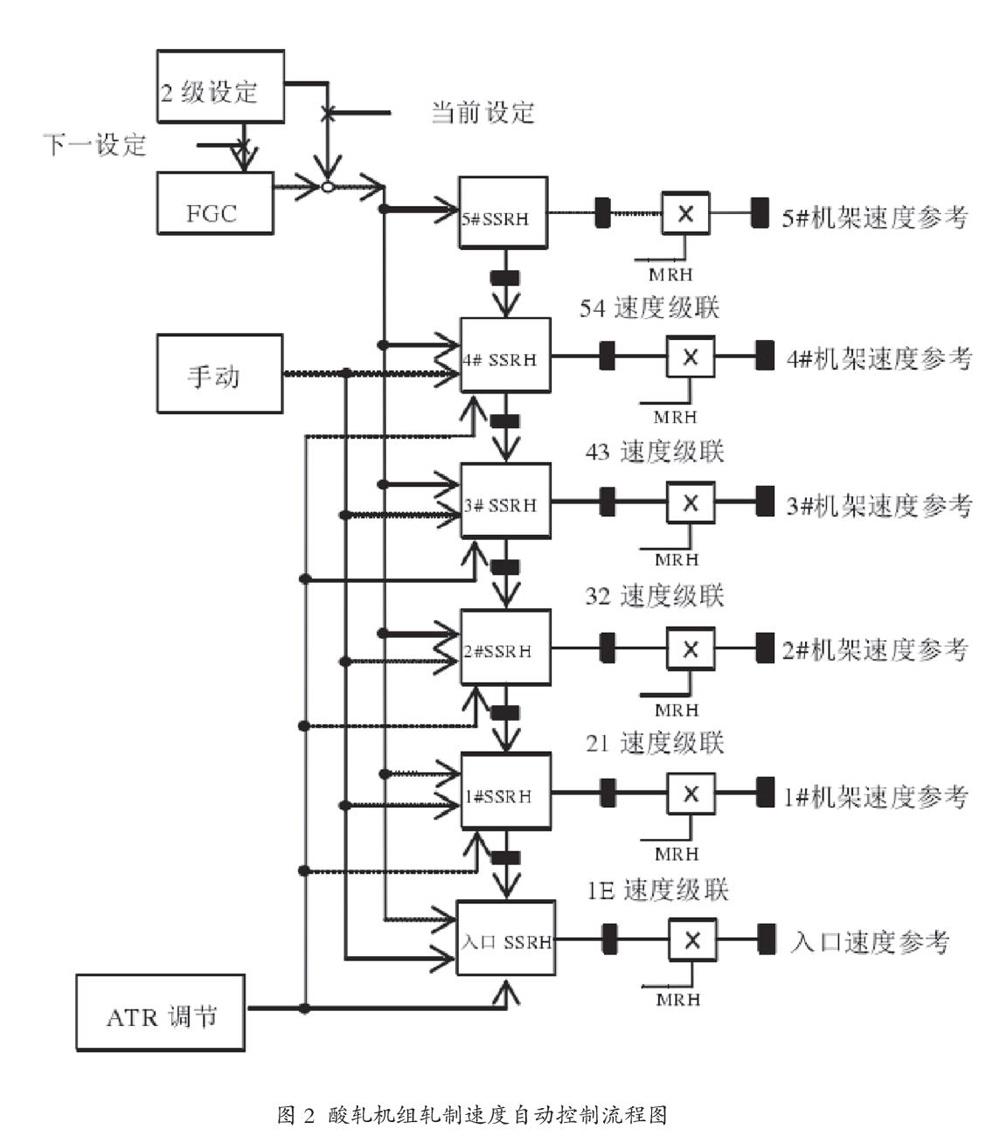
軋制速度控制是酸軋機組自動化系統中的主要內容,其功能包括根據原材料鋼種特性、帶鋼外形尺寸和厚度等參數,計算出機組運行的軋制速度,并根據計算結果給機組內各個軋機分配限速度,然后將各個線速度折算成軋輥的角速度并發送給機組的主驅動電機控制器,驅動電機控制器根據收到的轉速信號實現機組軋輥的調速,利用完善的速度控制策略,能夠提升酸軋機組材料的適應性,對不同材質和尺寸的鋼種都能進行高效精確的生產加工,軋制速度自動調節邏輯流程如圖2所示[2]。
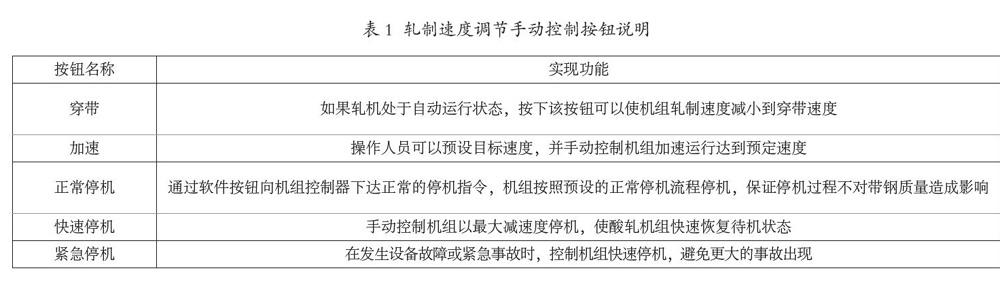
除軋制速度自動調節功能以外,控制系統還需要具備手動速度控制功能,操作臺軟件需要具備以下的按鈕功能,以 此來實現酸軋機組速度調節功能,功能按鈕說明見表1。
2.2 自動減速控制策略
在酸軋機組軋制運行時,如果需要對帶鋼進行剪切或對缺陷區域進行修復時,控制系統需要進行減速運行控制,減速運行控制周期與軋輥初始運行速度密切相關,減速斜率設置應根據當前軋輥的運行速度計算并設置,當減速控制完成時,需要有提示燈進行反饋。在減速控制運行過程中,系統將屏蔽加速控制按鈕,但手動停機功能依然有效[3]。
2.3 鋼卷上料自動控制實現策略
酸軋鋼卷上料入口是通過上下線分別上卷來保持酸軋線的連續軋制,上下線鋼卷小車所有的傳感器、編碼器都掛在一個子站上,DP線走線復雜,接口也多。當其中一段或一個網絡接口有問題時,就會造成整個子站掉站,影響整個生產線。而且查找網絡故障需要對所有線路和編碼器進行排查,處理故障需要大量的時間,嚴重影響了生產節奏。把子站下掛的所有編碼器、位移傳感器通過OBT連接,當網絡故障時,只會影響這個OBT而不會影響這段網絡,不會造成整條生產線停機。并且通過觀察那個OBT報錯,可以對這個OBT下掛的編碼器進行詳細檢查,不需要對整個子站的所有編碼器進行排查,減少了處理網絡問題的時間。把子站下掛的編碼器通過OBT進行分流下掛,使網絡更加穩定,提高了處理網絡故障的效率。
3 基于PLC的酸軋機組自動化系統設計
PLC是可編程邏輯控制器(Program Logic Control)的縮寫,廣泛應用于工業自動化控制領域,酸軋機組的自動化設計可以以PLC為核心控制器,配合HMI界面完成系統的自動化運行與監控功能。以德國倍福CX系列PLC控制器為例,其具有靈活的I/O板卡配置,可以根據機組的實際特點選配開關量、模擬量和各種總線通信模塊,PLC控制器開發軟件采用TwinCAT軟件,該軟件集成了多個通用函數塊,可以進行精確地伺服運動控制,非常適用于酸軋機組自動化系統設計,軟件模塊從簡單的邏輯例如and、add和or函數,到復雜的gmc(通用運動控制)函數,均能實現,編輯程序可以采用基于邏輯文本的ST語言和可視化邏輯梯形圖等多種編程語言,通過軟件編譯器進行代碼優化,最終生成可執行代碼下載布置到PLC中運行。此外,CX系列PLC集成了嵌入式人機界面開發環境,可以安裝WinCE等嵌入式操作系統,支持數據顯示、圖形按鈕和簡單的數據庫功能,酸軋機組人機界面的圖形界面應包括過程數據、狀態跟蹤、故障報警、歷史查詢等功能,便于操作人員實時監控。
4 結語
綜上所述,酸軋機組的自動控制系統功能主要包括軋制速度的控制、自動減速控制、鋼卷上料控制以及張力控制等部分。在設計自動化系統時,應該嚴格根據酸軋機組的運行工藝流程制定控制策略,可以利用高可靠性和高精度的PLC作為系統的核心控制器,并利用工業現場總線將控制系統組成一體化網絡,實現酸軋機組的自動化運行,以此來提高軋鋼企業的生產效率。
參考文獻
[1]劉東.酸軋機組聯機活套張力控制研究與改進[J].中國冶金,2013,23(9):41.
[2]王國棟.中國鋼鐵軋制技術的進步與發展趨勢[J].鋼鐵,2014,49(7):23.
[3]師玲萍.基于自動化生產過程中PLC控制系統的設計[J].電子設計工程,2016,24(19):113-116.
猜你喜歡
能源工程(2020年6期)2021-01-26 00:55:22
山東冶金(2019年3期)2019-07-10 00:54:04
消費導刊(2018年10期)2018-08-20 02:57:02
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科技視界(2016年20期)2016-09-29 14:13:02
科技視界(2016年20期)2016-09-29 13:45:10
通信電源技術(2016年1期)2016-04-16 04:57:26
