覆膜砂殼型工藝在標動鉤緩裝置鑄鋼件上的應用研究
2020-12-03 14:33:14劉健明賈旭李偉曹松姜偉航
中國鑄造裝備與技術 2020年6期
劉健明,賈旭,李偉,曹松,姜偉航
(1.中車戚墅堰機車車輛工藝研究所有限公司,江蘇常州 213011;2.江蘇朗銳茂達鑄造有限公司,江蘇江陰 214445)
殼型鑄造是20世紀40年代由德國人發明的,后得到廣泛應用,生產的鑄件表面光潔度高,尺寸精度高,同時生產方便,生產效率高,應用前景較好。覆膜砂是通過特殊工藝配方技術生產出的具有優異高溫性能(高溫下強度高、耐熱時間長、熱膨脹量小、發氣量低)和綜合鑄造性能的新型覆膜砂。覆膜砂殼型鑄造目前廣泛應用于復雜薄壁鑄鐵件(如汽車發動機缸體、缸蓋等)、部分閥殼類、曲軸類以及高質量要求的優質鑄鋼件(如機車控制箱殼體、集裝箱箱角等)[1]。
隨著目前中國高鐵技術迅猛發展,軌道交通鑄鋼件產品的質量要求越來越高,目前我司長期采用傳統的酯硬化水玻璃砂造型工藝,所生產的鑄鋼件夾砂、裂紋缺陷較多,表面一致性差,外觀表面質量很難達到軌道交通關鍵零部件的要求。因此,研究一種更為先進的鑄造工藝方法(如覆膜砂殼型工藝)是一種必然的需求和趨勢。
1 產品鑄造工藝及質量問題
安裝座是標準動車組鉤緩裝置的關鍵零部件,起到連接2節車廂的作用,屬于框架結構鑄鋼件,材料為調質C級鋼,鋼水流動性差,焊接性差,材質及機械性能要求如表1所示,毛坯重量為66kg。產品尺寸公差CT11級,表面粗糙度要求Ra50。

表1 化學成分及機械性能要求
原鑄造工藝為外模、坭芯均采用酯硬化水玻璃砂制作,一型四件,砂芯進入表干爐表干后進行落芯、合箱,中頻感應爐熔煉澆注。實際生產過程中,水玻璃砂受環境因素影響較大,水玻璃及有機酯加入量難以控制,砂型極易吸潮產生蠕變造成鑄件氣孔等鑄造缺陷,影響鑄件尺寸精度。同時水玻璃砂砂型退讓性差,表面散砂較多,鑄件型腔裂紋缺陷較多(見圖1所示),鑄件粘砂、沖砂、夾砂問題較為嚴重(見圖2所示),同時型砂潰散性差,鑄件清理難度也非常大。鑄件經大面積焊補打磨后,外觀表面一致性極差,表面粗糙度只能達到Ra100。因產品表面質量要求較高,試驗前經連續2個月統計,水玻璃砂工藝生產的鑄件一次交檢合格率差,2018年4月、5月共生產交付鑄件356件,約有50%左右的鑄件需要進行退貨返修,鑄件產品合格率為85%。

圖1 型腔裂紋缺

圖2 夾砂類缺陷
2 覆膜砂殼型工藝
2.1 覆膜砂殼型工藝試驗
將原有模具底板上的模型實體全部去除,外型及內腔坭芯全部由覆膜砂殼型坭芯代替(見圖3),字牌芯也采用覆膜砂制作,覆膜砂型芯刷涂料后放入表干爐,150~200℃條件下烘烤1~2h后造型使用。澆注系統采用成型耐火管,減少沖砂。同時,調整內澆道位置,避免鋼水由中間注入造成沖芯。

圖3 覆膜砂殼型工藝
改進后鑄件表面質量改善明顯,但衍生出一個新的質量問題,內澆口處100%存在熱裂紋缺陷,如圖4所示。為解決澆口裂紋,通過調整內澆口尺寸大小、增大過渡圓角、設置防裂筋等多種方式進行了試驗,但均以失敗告終。最后決定將澆注系統調整為上型,并設置冒口座,鋼水由冒口底部注入,同時增設為2道內澆道,降低鋼水充型時間,減少沖砂。澆注系統在風割工序全部去除,因此,澆口裂紋缺陷得以徹底解決。

圖4 澆口熱裂紋
2.2 二次工藝優化
為進一步提升鑄件質量,進行了二次工藝優化。首先,優化了冒口工藝,由普通保溫冒口改為發熱冒口,提高冒口的補縮效率。因覆膜砂殼型工藝生產的鑄件尺寸精度高,因此將底平面加工余量由12mm調整為8mm,減少鑄件局部加工余量。其次,在內腔坭芯內側增設加強筋,如圖5所示,提高坭芯強度的同時,可有效防止高溫下坭芯膨脹開裂造成鑄造缺陷或造成鑄件內腔開檔部位變形。

圖5 坭芯加強筋
3 過程控制
3.1 覆膜砂型砂、型芯控制
試驗所選用的覆膜砂為某廠高強度低發氣干態類覆膜砂,抗拉強度比普通覆膜砂高30%以上,發氣速度比普通覆膜砂慢3s以上[2]。工藝試驗過程中同時試驗對比了其他4個廠家的鑄鋼覆膜砂,但所生產出來的鑄件分別出現:粘砂嚴重難以清理;型芯強度低,漲芯造成鑄件報廢;型芯發氣量大,鑄件表面密集型氣孔等問題。因此通過多次試驗確定了適合我司生產的覆膜砂性能參數[3],見表2所示。同時編制了型芯驗收技術規范,造型前由檢查人員對覆膜砂型殼進行外觀檢查,防止型芯質量問題引起鑄件鑄造缺陷。

表2 覆膜砂性能參數
3.2 涂料控制
試驗初期覆膜砂型芯采用的是醇基鋯英粉涂料涂刷,因醇基涂料容易產生滴掛及涂料淤積,同時刷涂效果人為因素影響較大,清理打磨后,型芯表面質量較差。改進后,型芯采用水基涂料流涂/浸涂的方式上涂料,型芯表面質量非常美觀,如圖6所示。
4 效果驗證
通過覆膜砂殼型工藝改進后,在2018年7月到2018年9月共生產交付728件安裝座鑄件,鑄件外觀表面質量優良(見圖7),可達到較高的表面光潔度,粗糙度滿足Ra50要求,鑄件磁粉探傷、射線探傷、尺寸驗證等均滿足要求,鑄件一次交檢合格率達到90%以上,鑄件合格率達到98%(見表3),質量提升效果明顯。

圖6 涂料效果
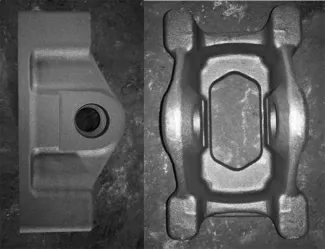
圖7 覆膜砂工藝鑄件外觀質量

表3 鑄件一次交檢合格率提升效果驗證
因鑄件由覆膜砂殼型、殼芯形成,有效的防止了鑄件氣孔、沖砂、夾砂、粘砂、裂紋等鑄造缺陷,大大減少了鑄件的清理打磨焊補工作量,鑄件質量提升的同時極大的提高了生產效率。
5 結論
(1)覆膜砂是鑄造生產過程中重要的原材料,采用覆膜砂殼型工藝可以提升鑄件的表面粗糙度,大大提高鑄件的表面質量。
(2)覆膜砂殼型工藝需要同時考慮澆注系統優化、冒口工藝優化等多種手段,同時需要做好型芯、型砂、涂料等過程控制才能獲得較好的鑄件質量。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
