鋁合金熱成形晶粒異常長大現(xiàn)象研究進(jìn)展
2020-12-08 06:01:10鄭佳龐秋胡志力
精密成形工程 2020年6期
關(guān)鍵詞:變形
鄭佳,龐秋,胡志力
(1.武漢理工大學(xué) a.現(xiàn)代汽車零部件技術(shù)湖北省重點(diǎn)實(shí)驗(yàn)室;b.汽車零部件技術(shù)湖北省協(xié)同創(chuàng)新中心,武漢 430070;2.武漢東湖學(xué)院,武漢 430212)
近年來,隨著汽車工業(yè)的不斷發(fā)展,汽車為人類社會(huì)帶來了方便,但與此同時(shí)也造成了能源、土地等問題[1]。汽車輕量化成為了亟待解決的事情,鋁合金密度低且焊接性能良好,得到了廣泛應(yīng)用[2],但鋁合金板材在常溫下成形能力較差,且易發(fā)生開裂現(xiàn)象,因此生產(chǎn)制造形狀更加復(fù)雜的零部件往往需要經(jīng)過熱成形[3]。目前,鋁合金熱成形方式主要有鋁合金拼焊熱沖壓、鋁合金熱鍛造等[4—6]。在鋁合金熱成形過程中,成形溫度逐漸升高,第二相粒子溶解,晶界釘扎作用降低,少數(shù)晶粒不斷吞噬細(xì)小的再結(jié)晶組織,形成異常長大的晶粒。這個(gè)過程就是鋁合金熱成形晶粒異常長大現(xiàn)象[7—8]。鋁合金熱成形晶粒過程中異常長大會(huì)降低鋁合金零部件抗疲勞強(qiáng)度和尺寸穩(wěn)定,并發(fā)生扭曲變形[9—10]。
對(duì)于鋁合金熱成形晶粒異常長大的研究,國內(nèi)外學(xué)者進(jìn)行了大量研究,主要分為兩種:①在板料熱成形過程中,主要以鋁合金拼焊熱成形為代表,焊縫晶粒容易發(fā)生晶粒異常長大;② 在體積熱成形過程中,主要以鋁合金鍛造和擠壓為代表,鍛造構(gòu)件表面容易形成粗晶層。文中針對(duì)鋁合金熱成形過程中晶粒異常長大的機(jī)理與控制方法進(jìn)行了綜述[11]。
1 鋁合金拼焊熱成形晶粒異常長大
鋁合金拼焊熱成形工藝為:將相同或者不同尺寸、形狀、厚度、強(qiáng)度或材質(zhì)成分的鋁合金,利用焊接方式成為一個(gè)整體[12—14]。采用鋁合金取代鋼板,重量減輕50%以上,但傳統(tǒng)的熔焊時(shí)焊接接頭處易出現(xiàn)裂紋和氣孔等焊接缺陷,因此限制了其應(yīng)用[15—17]。攪拌摩擦焊(FSW)作為固相連接技術(shù)的典型代表,其原理圖如圖1,由于其能提高焊接接頭的性能以及減少焊接缺陷,因此成為了鋁合金熱成形技術(shù)中的首選[18]。如果焊接參數(shù)不合適,焊接接頭焊縫組織會(huì)出現(xiàn)晶粒異常長大(AGG)現(xiàn)象[19—21]。

圖1 攪拌摩擦焊接原理示意圖Fig.1 Schematic diagram of friction stir welding
牛津大學(xué)的Humphreys 等基于平均晶粒度為胞狀的晶體結(jié)構(gòu),在同樣的可動(dòng)性和晶界能條件下,搭建了再結(jié)晶和晶粒長大的模型。經(jīng)過一步步細(xì)致的推算,得出晶粒異常長大的公式如式(1)所示:

由于釘扎作用,由式(1)可推導(dǎo)為式(2):

式中:Ψ為粒子釘扎參數(shù),Ψ越大,表明釘扎作用越突出,晶粒越不易發(fā)生AGG 現(xiàn)象[22—23]。由式(2)也能看出目前導(dǎo)致FSW 焊接頭晶粒異常長大的主要原因總結(jié)為以下4 點(diǎn):①第二相粒子的長大和回溶;② 晶粒尺寸的不均勻分布;③晶界可動(dòng)性存在差異;④ 局部應(yīng)變[24—25]。晶粒生長預(yù)測(cè)區(qū)域如圖2 所示。

圖2 晶粒生長預(yù)測(cè)區(qū)域Fig.2 Prediction region of grain growth
1.1 第二相粒子的長大和回溶
Sharma 等[26]對(duì)AA7039 鋁合金FSW 接頭焊后采取時(shí)效處理措施,對(duì)比分析人工時(shí)效、自然時(shí)效和振動(dòng)時(shí)效3 種狀態(tài)下的AGG 現(xiàn)象,發(fā)現(xiàn)AGG 的產(chǎn)生是由于第二相粒子回溶,釘扎作用消失所造成,焊后熱處理對(duì)FSW 焊接頭組織見圖3。
Feng 等[27]針對(duì)2219-T6 鋁合金焊后熱處理對(duì)其顯微組織和顯微硬度分布的影響進(jìn)行了研究。分析得出,導(dǎo)致AGG 發(fā)生的主要因素是后處理熱處理樣品中析出強(qiáng)化物而導(dǎo)致摩擦屈服強(qiáng)度增加時(shí)的變形不均勻;AGG 發(fā)生的關(guān)鍵因素是AGG 的熱力學(xué)驅(qū)動(dòng)力和阻礙晶界遷移的釘扎力;AGG 與沉淀物的直徑和體積分?jǐn)?shù)有關(guān),因此晶粒析出行為不僅決定了顯微硬度,而且通過釘扎晶界來影響晶粒尺寸,從而得出隨著驅(qū)動(dòng)力作用和第二相釘扎作用的消失,攪拌區(qū)晶粒快速異常長大,各個(gè)方法后處理微觀結(jié)構(gòu)如圖4 所示。
1.2 晶粒尺寸的不均勻分布
Wei 等[28]對(duì)攪拌摩擦焊熱處理后的AA5083 晶粒粗化機(jī)理進(jìn)行研究。研究結(jié)果表明,對(duì)比尺寸為0.3 μm 和小于0.3 μm 的晶粒,發(fā)現(xiàn)只有小于0.3 μm的晶粒才會(huì)發(fā)生AGG 現(xiàn)象,焊后熱處理晶粒如圖5所示。

圖3 焊后熱處理對(duì)FSW 接頭熱機(jī)械影響區(qū)晶粒結(jié)構(gòu)的影響Fig.3 Effect of post weld heat treatments on thermo mechanically affected zone grain structure of FSW joints
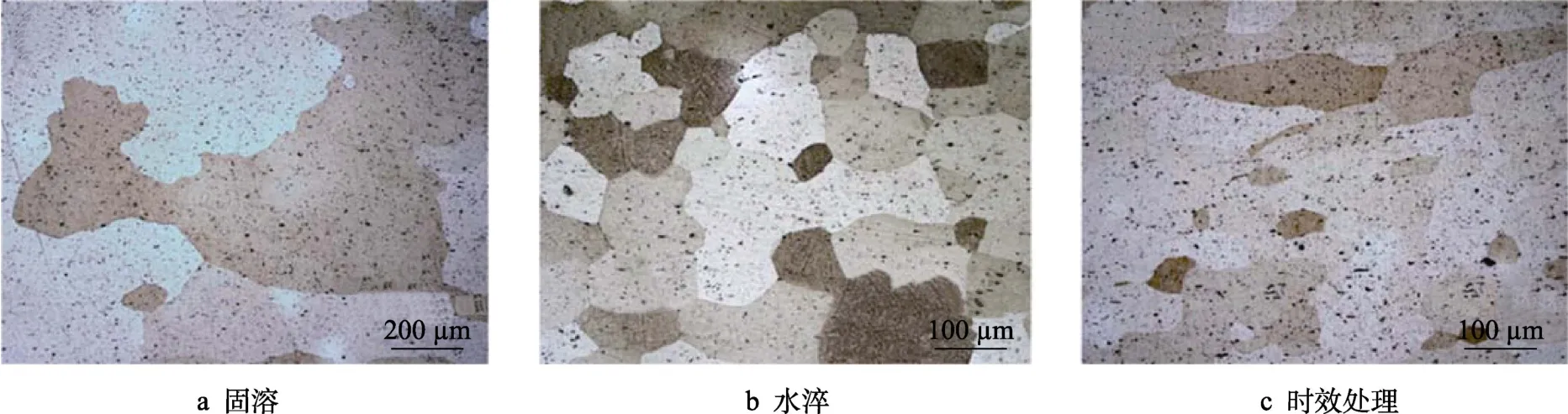
圖4 不同后處理情況下的樣品微觀結(jié)構(gòu)Fig.4 Microstructure of samples after different post treatments

圖5 焊后熱處理后的不同晶粒Fig.5 Different grains after PWHT
Tayon 等[29]針對(duì)2195 鋁鋰合金進(jìn)行了探索,將IAT(Intermediate annealing treatments)作為一種固溶熱處理方法來均勻晶粒生長以穩(wěn)定微觀結(jié)構(gòu),以此來避免AGG 的產(chǎn)生。研究結(jié)果表明,對(duì)于t/4區(qū)域和大部分FSW,IAT 成功促進(jìn)了晶粒連續(xù)生長。與25% HR(Hot rolled)條件相比,在平均直徑基礎(chǔ)上增加約80%,在平均面積基礎(chǔ)上增加約250%。與25% HR+固溶熱處理?xiàng)l件相比,IAT 可將AGG 的產(chǎn)生范圍減少約60%。FSW 條件下冠部、t/4 和根部位置的IPF(Inverse pole figure)見圖6。

圖6 FSW 條件下冠部、t/4 和根部位置的IPFFig.6 IPF of crown,t/4 and root under FSW
1.3 晶界可動(dòng)性存在差異
Seong 等[30]針對(duì)晶界偏析、溶質(zhì)阻力和AGG 的關(guān)系進(jìn)行了研究。采用相場模型,模擬晶界動(dòng)力情況,結(jié)果表明,相場模擬能較好地描述顆粒在一定條件下的運(yùn)動(dòng)。溶質(zhì)阻力效應(yīng)導(dǎo)致晶粒AGG 現(xiàn)象發(fā)生。AGG可以在無結(jié)構(gòu)、無GB 遷移率和能量的各向異性、無釘扎、晶粒尺寸優(yōu)勢(shì)的均質(zhì)體系中自發(fā)發(fā)生,晶界偏析下的AGG 現(xiàn)象見圖7。
Hassan 等[31]通過對(duì)攪拌摩擦焊固溶處理行為進(jìn)行研究,發(fā)現(xiàn)一種典型的高強(qiáng)度鋁合金(7010)在高溫下,熔核區(qū)的晶粒結(jié)構(gòu)本質(zhì)上是不穩(wěn)定的。盡管存在抑制晶界流動(dòng)性的AL3ZR 分散體,低熱量輸入仍會(huì)導(dǎo)致異常精細(xì)的熔核晶粒結(jié)構(gòu),在可溶沉淀物溶解的激勵(lì)下,整個(gè)熔核區(qū)出現(xiàn)AGG 現(xiàn)象。薄板焊縫熔核區(qū)中心的顆粒分布SEM 圖見圖8。
1.4 局部應(yīng)變
Fujii 等[32]用FSW 加工法將SiC 顆粒和AZ31進(jìn)行復(fù)合,對(duì)其顯微組織和硬度進(jìn)行了研究。結(jié)果表明,SiC 顆粒/AZ31 區(qū)域即使在高溫(400 ℃)下也顯示出細(xì)晶粒,SiC 顆粒導(dǎo)致了釘扎效應(yīng),AGG消失;相比之下,由于未添加SiC 顆粒的AZ31 晶粒異常長大,顯微硬度顯著降低,因此得出焊核區(qū)的細(xì)晶粒和局部的殘余應(yīng)力會(huì)影響晶粒異常長大的產(chǎn)生(見圖9)。

圖7 在不同晶界偏析下的AGG 現(xiàn)象Fig.7 AGG phenomena under different grain boundary segregation

圖8 薄板焊縫熔核區(qū)中心的顆粒分布SEM 圖Fig.8 SEM picture of particle distribution in the center of nugget zone of thin plate weld

圖9 SiC 顆粒對(duì)AZ31 晶粒的影響Fig.9 Effect of SiC particles on AZ31 grains
2 鋁合金熱鍛造成形表面粗晶
鍛造成形是鋁合金熱成形中一種比較常見的熱成形方法,其常見缺陷為表面粗晶。表面粗晶會(huì)降低鍛件強(qiáng)度以及抗腐蝕能力,且難以滿足正常使用要求。目前對(duì)鋁合金鍛件粗晶形成的影響因素及有效的控制方法一直未有一個(gè)統(tǒng)一的說法。鍛造過程中溫度過高或過低都會(huì)造成鍛造成形表面粗晶:溫度過高會(huì)導(dǎo)致晶粒粗大,變形不均;溫度過低會(huì)造成晶粒大小不均勻。下面從影響因素、控制方法、仿真模擬等方面介紹一些國內(nèi)外研究學(xué)者對(duì)鋁合金鍛造成形表面粗晶的研究,希望能為防止鍛造成形表面粗晶提供有益參考。
王成江等[33]從鍛造成形過程中選取的工藝參數(shù)、溫度、材質(zhì)以及鍛造后所用的熱處理參數(shù)入手,分析了鋁合金鍛造成形表面粗晶的形成原因及控制方式。經(jīng)分析得出,鋁合金鍛造件其終鍛溫度≥370 ℃,鍛造預(yù)熱溫度要求在300~400 ℃,結(jié)構(gòu)簡單的盡量1 次成形,形狀復(fù)雜的不要大于3 次,此外,不應(yīng)有較大的毛坯余量,淬火溫度不宜過高,保溫時(shí)間不宜過長。圖10 為合適參數(shù)下鋁合金鍛件。
陳微等[34]針對(duì)鍛造高鈦6061 鋁合金粗晶控制方法進(jìn)行了研究,主要研究了變形溫度、應(yīng)變速率、變形量和固溶溫度。結(jié)果顯示,較高的變形溫度時(shí),粗晶隨應(yīng)變量的增加而變大,較低的變形溫度時(shí),粗晶隨應(yīng)變量的升高而變小,此外,粗晶隨著應(yīng)變速率的升高而降低,固溶溫度的影響相對(duì)較低。有效控制高鈦6061 鋁合金在鍛造成形時(shí)產(chǎn)生粗晶的方法為在預(yù)變形時(shí)采用較小變形量和較大變形溫度,終變形時(shí)用較大變形量和較小變形溫度,試樣在不同溫度下壓縮真應(yīng)變0.8 后再540 ℃固溶的微觀組織見圖11。
實(shí)際生產(chǎn)過程中,鍛造成形基本依靠工廠師傅的實(shí)踐經(jīng)驗(yàn),但這樣就會(huì)導(dǎo)致整個(gè)周期較長,成本加大,因此國內(nèi)外很多學(xué)者開始采用有限元進(jìn)行仿真,再結(jié)合現(xiàn)場生產(chǎn),這樣就可以更加高效地避免粗晶缺陷的產(chǎn)生,最大化提高產(chǎn)品質(zhì)量[35]。

圖10 合適參數(shù)下鋁合金鍛件Fig.10 Aluminum alloy forgings with appropriate parameters

圖11 試樣在不同溫度下壓縮真應(yīng)變0.8 后再540 ℃固溶的微觀組織Fig.11 Microstructure of samples after compression with true strain 0.8 at different temperatures and then solution at 540 ℃
李治華[36]對(duì)模鍛鋁合金的葉片表面粗晶進(jìn)行了數(shù)值模擬分析,結(jié)果表明,形成粗晶的根本原因?yàn)殇X合金存在落入臨界變形范圍的小變形,主要原因?yàn)檫^多的鍛造次數(shù)以及部分偏小的變形程度。終鍛工序兩個(gè)軸桿位置小變形加大了出現(xiàn)粗晶的可能性,終鍛件成形金屬流動(dòng)速度分布、葉身偏小軸方向粗晶見圖12。
針對(duì)鍛造成形其他領(lǐng)域晶粒異常長大情況進(jìn)行研究,發(fā)現(xiàn)熱成形的方法還有多種,但大都是在真空、氣壓或機(jī)械壓力的基礎(chǔ)之上進(jìn)行改進(jìn)的[37—38],比如真空等溫?zé)嶙冃我约盁釘D壓和熱處理結(jié)合,這些領(lǐng)域也會(huì)出現(xiàn)粗晶現(xiàn)象,下面就針對(duì)這些領(lǐng)域出現(xiàn)的晶粒異常長大現(xiàn)象進(jìn)行論述。
宋曉俊等[39—40]采用真空等溫?zé)嶙冃卧囼?yàn)機(jī)研究了應(yīng)變速率對(duì)擠壓態(tài)的鎳基粉末高溫合金晶粒異常長大現(xiàn)象的影響。研究結(jié)果表明,晶粒異常長大與應(yīng)變速率引起的溫升有關(guān)系,隨著最大應(yīng)變率的增加,晶粒異常長大現(xiàn)象嚴(yán)重,應(yīng)變速率與溫升之間的關(guān)系見圖13。

圖12 不同情況下的終鍛件成形金屬Fig.12 Forming metal of final forging under different conditions
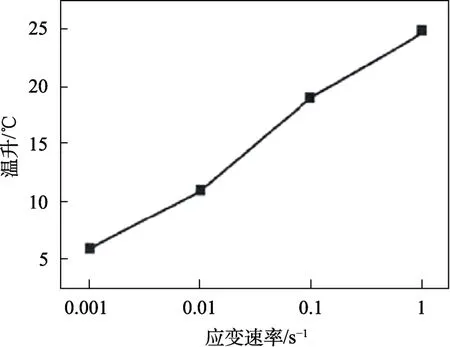
圖13 應(yīng)變速率與溫升之間的關(guān)系Fig.13 Relationship between strain rate and temperature rise
劉琛仄等[41—42]針對(duì)熱處理及熱擠壓對(duì)鎳基高溫合金顯微組織的影響進(jìn)行了研究。結(jié)果表明,通過熱擠壓作用可以將原始顆粒邊界的γ′相尺寸由原來的微米數(shù)量級(jí)變?yōu)榧{米級(jí),進(jìn)而達(dá)到消除原始顆粒邊界的效果。在溫度稍高于原始顆粒邊界γ′相的完全溶解溫度時(shí),MC 型的碳化物開始起釘扎作用,進(jìn)而晶粒異常長大現(xiàn)象受到阻礙。晶粒度與γ′摩爾分?jǐn)?shù)之間的關(guān)系和MC 碳化物的摩爾分?jǐn)?shù)、γ′摩爾分?jǐn)?shù)與固溶處理溫度之間的關(guān)系如圖14 所示。

圖14 晶粒度、γ′摩爾分?jǐn)?shù)之間、固溶處理溫度之間的關(guān)系Fig.14 Relationship among grain size,γ′ mole fraction and solution treatment temperature
3 結(jié)論與展望
1)對(duì)鋁合金FSW 拼焊熱成形晶粒異常長大的主要原因以及抑制作用進(jìn)行研究,原因總結(jié)為以下4點(diǎn):第二相粒子的長大和回溶;晶粒尺寸的不均勻分布;晶界的可動(dòng)性存在差異;局部應(yīng)變。發(fā)現(xiàn)釘扎作用具有抑制晶粒異常長大產(chǎn)生的效果。
2)對(duì)鍛造成形表面粗晶的研究發(fā)現(xiàn),變形溫度、應(yīng)變速率、變形量對(duì)粗晶的影響關(guān)系為:較高的變形溫度時(shí),粗晶隨著應(yīng)變量的增加而變大;較低的變形溫度時(shí),粗晶隨著應(yīng)變量的升高而變小。有效控制方法為:在預(yù)變形時(shí)采用較小變形量和較大變形溫度,終變時(shí)采用較大變形量和較小的變形溫度。通過對(duì)真空等溫?zé)嶙冃我约皵D壓熱成形等領(lǐng)域晶粒異常長大的影響因素研究發(fā)現(xiàn):隨著最大應(yīng)變率的增加,晶粒異常長大現(xiàn)象嚴(yán)重;固溶溫度會(huì)影響相的組成,進(jìn)而影響釘扎作用,最終抑制晶粒異常長大的產(chǎn)生。
除以上結(jié)論外,目前國內(nèi)外學(xué)者仍無法從定量角度對(duì)晶粒異常長大的影響因素、數(shù)值模擬、控制方法等角度進(jìn)行討論。只有定量才能徹底解決鋁合金熱成形晶粒異常長大的現(xiàn)象,因此未來鋁合金熱成形晶粒異常長大現(xiàn)象研究需要考慮的重點(diǎn)為晶粒異常長大定量分析問題。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36