海水淡化用大口徑復合材料壓力容器的設計研發
2020-12-09 10:50:24徐建英張宗偉劉永南洋
中國電氣工程學報 2020年8期
徐建英 張宗偉 劉永 南洋
摘 要:本文通過對海水淡化用大口徑復合材料壓力容器結構設計中涉及的基體材料、增強材料、輔料等問題討論研究,最終達到海水淡化用大口徑復合材料壓力容器的量產及應用推廣。
關鍵詞:海水淡化用大口徑復合材料壓力容器;設計
1概述
在我國,隨著經濟持續的發展和人民生活水平的提高,對水量的需求越來越大,對水質的要求越來越高,而水資源的不足,時空分布的不均,加上超限度的開采,無節制的浪費,隨意地污染,使本來緊張的水資源供需矛盾更加尖銳。越發需要進一步加大水資源節約和水環境保護的力度,利用現代技術對工業和生活廢水進行處理實現中水回用、或者大規模開辟新的水源,例如海水和苦鹽水淡化技術。
近年來,國內反滲透膜法水處理用膜殼還主要以進口為主,但近些年國產反滲透膜殼經過從產品引進到國內自主開發,呈現出良好的發展勢頭,而且水平已接近國際先進水平。
目前,玻璃鋼膜殼主要以高強度的連續無捻粗紗浸漬環氧樹脂,采用纖維纏繞工藝制造,針對玻璃鋼復合材料產品強度可設計的特點,如何根據國內玻璃鋼原材料、工藝、設備的技術特點,以及相關容器配件的技術指標,合理制定產品的技術性能指標、工藝路線和成本指標;如何通過改變材料組分的種類、含量、鋪層方向和順序,改變材料的性能,使之滿足結構設計中對材料強度、彈性和方向性的要求,以達到結構設計與材料設計高度統一,充分發揮纖維抗拉強度高的優勢以及如何進一步開發更大口徑的玻璃鋼壓力容器及其配件,提高產品在使用中的可靠性,將成為行業今后的發展趨勢。
2主要研究內容
本文通過對海水淡化用大口徑復合材料壓力容器結構設計中涉及的基體材料、增強材料、輔料等問題進行討論,并綜合考慮材料力學性能、耐化學侵蝕性等性能及其配件的使用環境和技術要求,開發設計海水淡化用大口徑復合材料壓力容器及其配件。
(1)環氧樹脂基體、增強材料選擇及其結構設計與生產工藝
由于海水淡化用大口徑復合材料壓力容器內壁長期與水接觸,故其殼體一般分為內襯層和外纏繞層,內襯層決定殼體的耐水性能好壞。倘若耐水性差,則樹脂固化物由于吸水而引起溶脹或溶解導致內襯層樹脂破壞,吸水率增加,材料性能變差,力學強度明顯降低。鑒于此,內襯層應選擇低克重表面氈增強物及選用韌性好、延伸率高、固化收縮率低且耐水優異的樹脂,且增強材料與樹脂有良好的浸潤性,與樹脂固化后應變集中系數小且能保持較高樹脂含量。同時,根據選取的材料屬性,進一步優化其殼體的結構設計及纖維纏繞工藝,實現海水淡化用大口徑復合材料壓力容器在工作壓力條件下處于最佳的受力狀態,真正體現出“輕質高強”這一概念。
(2)配件的選材及結構設計
海水淡化用大口徑復合材料壓力容器內配件的結構形式及端板厚度將決定其端口的結構形式,同時不同口徑、不同額定工作壓力下,均需設計不同的配件。這就需要根據其額定工作壓力及運行環境,選取適合的材質并設計配件的結構,實現配件結構形式及性能最優化。
(3)端口的生產及后加工工藝
海水淡化用大口徑復合材料壓力容器端口擋環設計一般采用非預埋(主要針對低壓力)和預埋(主要針對高壓力)兩種方式,需根據不同的設計方式,在不影響其端口強度及內表面光潔度的前提下,選擇合適的生產及后加工工藝。尤其對于側開口產品,其兩端側開口位置必須在同一軸線上,簡單、快速、精確的打孔,影響到產品的生產效率。
(4)環氧樹脂基體及增強材料的選擇。
由于海水淡化用大口徑復合材料壓力容器多在高壓、高流速(磨損)、介質濃縮等不利條件下運行使用,所以必須選用韌性好、延伸率高、固化收縮率低且耐水優異的樹脂,且要求增強材料與樹脂基體有良好的潤濕性,這樣才能保證樹脂基體與增強材料間具有良好的界面相容性,使復合材料的物理性能最優化。
(5)內襯層玻璃纖維表面氈的鋪設工藝研究。
無論是干的玻璃纖維表面氈,還是浸過樹脂的濕玻璃纖維表面氈,強度均較低,在鋪設過程中,極易被拉扯斷,如何設計并制造出合適的工裝設備,既能保證在纏繞玻璃纖維紗之前使璃纖維表面氈充分浸膠,并能實現玻璃纖維表面氈的連續、快速、自動化鋪設是生產工藝過程制定中需要解決的關鍵問題之一。
3主要研究方案
為實現上述研究內容及解決上述關鍵問題,本文擬采取的實驗方案如下:
(1) 在綜合考慮樹脂基體及其輔料粘度、耐水性以及增強纖維紗浸潤性等性能因素的情況下,選擇粘度適中、韌性好、耐水性優越的環氧樹脂、增韌劑、固化劑及浸潤性良好的玻璃纖維紗,制備澆鑄體試樣及纖維纏繞玻璃鋼環形試樣,測試澆鑄體試樣的拉伸、壓縮和彎曲性能,以及試樣的拉伸、剪切、彎曲性能,并對試樣的力學性能進行比較,選擇出綜合性能優異的環氧樹脂基體、輔料及增強纖維。
(2) 對配件及其殼體結構進行設計。首先,根據配件的特殊用途及使用環境,設計配件結構,選用韌性好、結構強度高、耐腐蝕的尼龍+ABS工程塑料材質,并采用注塑成型工藝制備配件,由此確定殼體長度及其端口結構形式。其次,根據海水淡化用大口徑復合材料壓力容器的特殊防腐及防滲要求,設計殼體有內層耐腐蝕及防滲層和外層結構層構成。其中內層有富樹脂層及中間層構成,富樹脂層用玻璃纖維表面氈鋪設,控制樹脂含量大于90%;中間層采用短切纖維氈,控制樹脂含量70-80%。外層結構層采用玻璃纖維纏繞紗纏繞而成,控制樹脂含量30%左右,纏繞線性采用角螺旋纏繞,兩端頭部加厚部分采用環向加螺旋纏繞。
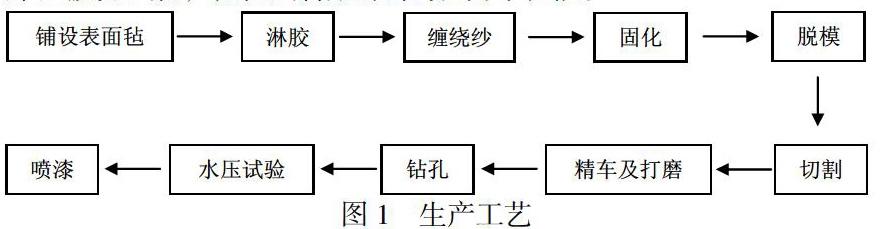
(3) 按圖1所示生產工藝,試制內徑為18′′的海水淡化用大口徑復合材料壓力容器,并對制品進行水壓滲漏試驗、靜水壓爆破試驗及105次水壓疲勞試驗,檢驗試制品的密封及力學性能。
4綜述
根據試制品實驗數據最終確定海水淡化用大口徑復合材料壓力容器結構設計中涉及的基體材料、增強材料、輔料,并根據材料力學性能、耐化學侵蝕性等性能及反滲透殼體及其配件的使用環境和技術要求,開發設計出符合上述要求的海水淡化用大口徑復合材料壓力容器及其配件。
參考文獻
[1] 李旭東,楊云.廢水處理技術及工程應用[M ].北京:機械工業出版社,2003.
[2] 李長志.反滲透水處理技術在補給水處理中的應用[J].華電技術,2009,31(8):72-77.
[3] 趙玉庭,姚希曾.復合材料基體與界面[M].上海:上海華東工業大學出版社,1991.
[4] 李友清,王其遠.環氧玻璃鋼壓力容器的疲勞性能分析[J].膜科學與技術,2003,23(4):51-53.
[5] 王茹.反滲透在水處理中的應用研究[J].內蒙古石油化工,2009,(20):12-13
[6] 孟友國.對我國海水淡化市場的建設性建議[J].水工業市場,2011,(2):28-31.
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
建材發展導向(2021年13期)2021-07-28 07:15:50
藝術啟蒙(2018年7期)2018-08-23 09:14:18
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國房地產業(2016年2期)2016-03-01 01:25:23
中國房地產業(2016年24期)2016-02-16 06:10:22
應用化工(2014年10期)2014-08-16 13:11:29
