
激光增材制造技術在核電堆內構件304LN不銹鋼大型復雜結構件上的應用
2020-12-18 09:14:56王慶田于天達何培峰吳冰潔胡雪飛蔣興鈞
中國核電 2020年5期
關鍵詞:不銹鋼
王慶田,于天達,何培峰,吳冰潔,胡雪飛,蔣興鈞
(中國核動力研究設計院 核反應堆系統設計技術重點實驗室,四川 成都 610213)
增材制造(additive manufacturing)技術,是近年來新興起的一種自下而上的快速自由成形制造新技術。激光熔覆作為增材制造一種成型技術分支,通過具有高能量密度的激光束將粉末和母材表面熔化并快速凝固,使工件獲得具有優異性能的熔覆層。與其他增材制造技術相比,激光熔覆工藝擁有一些其他工藝無法達到的優點。激光熔覆具有能量高、功率大、熱輸入小、部件變形小、尺寸控制準確,且獲得的熔覆層組織致密、晶粒細小等優點[1-9]。激光增材制造利用激光熔化合金粉末,通過多道搭接逐層熔覆的方式實現零件致密近凈成形。由于沿熔覆方向具有較大的溫度梯度,激光增材制造的零部件呈現定向凝固枝晶特征,具有良好的力學性能。與傳統的鍛造然后機加工成形相比,增材制造具有制造周期短、材料利用率高等優點,尤其適合制備單個或小批量的復雜結構件。
核反應堆堆內構件圍板結構為復雜大型結構件,其直徑3.6 m以上,且結構異形,涉及很多開孔,部件薄厚不均,最薄的部位壁厚只有30 mm,產品重量只有3.5 t,若采用傳統的自由鍛造成形的鍛件,其毛坯重量高達29 t,然后通過機床加工成形,加工周期長,材料利用率只有12%,造成很大的資源浪費。由于激光增材制造技術可實現產品的凈盡成形,大大提高產品的利用率,節約制造成本,縮短加工周期,因此本文探索將激光增材制造技術用于核反應堆堆內構件304LN不銹鋼復雜結構件的制造,并通過工藝參數的優化,實現增材制造熔覆層的性能提升,滿足產品的使用要求。
1 試驗過程
1.1 增材制造粉末材料
激光增材制造粉末材料采用與核反應堆堆內構件主體結構用相同的304LN奧氏體不銹鋼材料,其化學成分見表1。粉末通過等離子旋轉電極霧化法制備,粒徑分布為75μm~150μm,粉末形貌如圖1所示,粉末呈球形,流動性好,粉末表面可見快速凝固的枝晶形貌,粉末磨拋后內部無氣孔,表明無空心粉。

表1 304LN奧氏體不銹鋼粉末及熔覆層的化學成分(wt%)
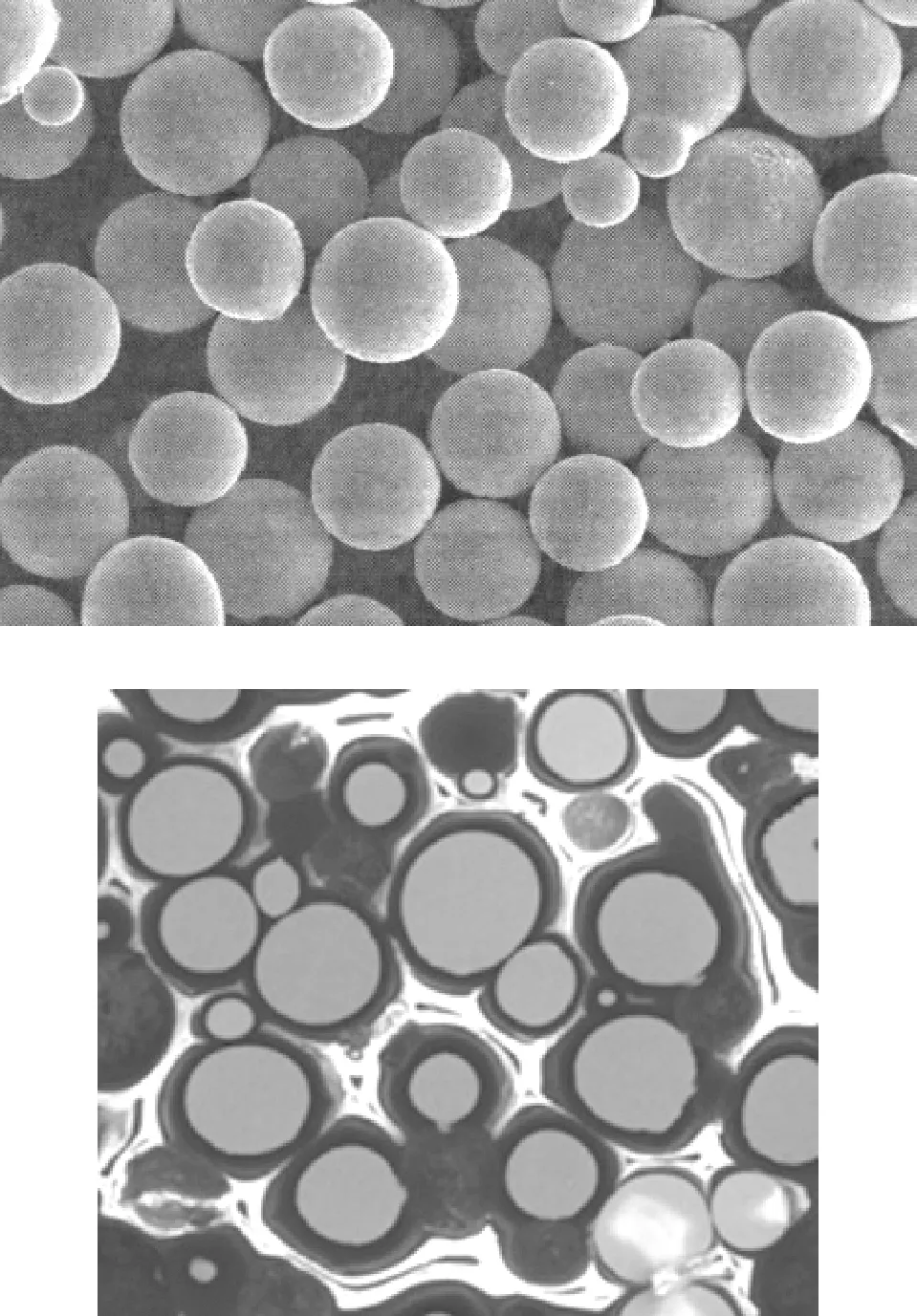
圖1 粉末形貌及磨拋截面Fig.1 Powder morphology and powder section
1.2 激光增材制造過程
增材制造過程在專門涉及的激光熔覆成形系統中進行,該系統配備有最大功率為6000 W的TruDisk6002通快光纖激光器,最大熔覆速率可達2 kg/h,采用DPSF-2送粉裝置、專設的KR60HA庫卡6軸機器人,打印過程中采用純度高達99.99%的高純氬進行保護。為了節約成本,打印過程中采用工業級用的304奧氏體不銹鋼基板。在產品正式打印之前,進行一系列的正交試驗研究,固化后的激光增材制造工藝參數如下:激光功率5000 W,光斑直徑6 mm,掃描速度20 mm/s,送粉速率56 g/min,搭接率45%,單層厚度1 mm,保護氣體流量30 L/min,成形效率2.1 kg/h,粉末利用率63%。熔覆之后,對隨機試樣和產品分別進行尺寸穩定化處理和固溶處理,尺寸穩定化處理溫度為:420 ℃±20 ℃,保溫(3~4)h。固溶處理溫度為:1070 ℃±10 ℃,保溫(40~50)min。
1.3 試驗研究
采用與產品相同的激光增材制造工藝參數,在打印整體結構件的同時,打印出隨機試樣,經打磨、拋光、腐蝕,采用Leika-DM4000型金相顯微鏡,JSM-6010LA型掃描電鏡觀察試樣晶粒形貌及顯微組織,并利用掃描電鏡配備的能譜分析測定微區化學成分。之后按照國標GB/T 228.1和GB/T 228.2的規定進行激光熔覆態和固溶處理態的室溫和高溫拉伸試驗,試樣采用φ10 mm的標準試樣,并按照GB/T 229進行室溫沖擊試驗,試樣尺寸為10 mm×10 mm×55 mm。
2 試驗結果分析
2.1 宏觀晶粒形貌及形成機理
熔覆層宏觀晶粒形貌如圖2(a)所示,由粗大的柱狀晶組成且柱狀晶可貫穿多個熔覆層外延生長,層間具有條帶特征,每個柱狀晶由眾多細小的樹枝晶組成,靠近基板位置樹枝晶較細小,熔覆層最頂部為等軸晶,如圖2(b)(c)(d)。不銹鋼激光熔覆過程中移動微熔池凝固分為熔池底部的外延生長和熔池表面異質形核兩種主導凝固方式[5-6],熔覆層頂部保留微熔池最終凝固形態,熔池表面由于異質形核形成等軸晶,熔池底部為外延生長的樹枝晶,在逐層熔覆凝固過程中,前一熔覆層頂部的等軸晶部分將被重熔,剩余由熔池底部外延生長的樹枝晶部分,且新熔覆層的樹枝晶延續前一熔覆層的樹枝晶繼續外延生長。靠近基板位置由于成形開始時冷速較快,柱狀晶較細小。
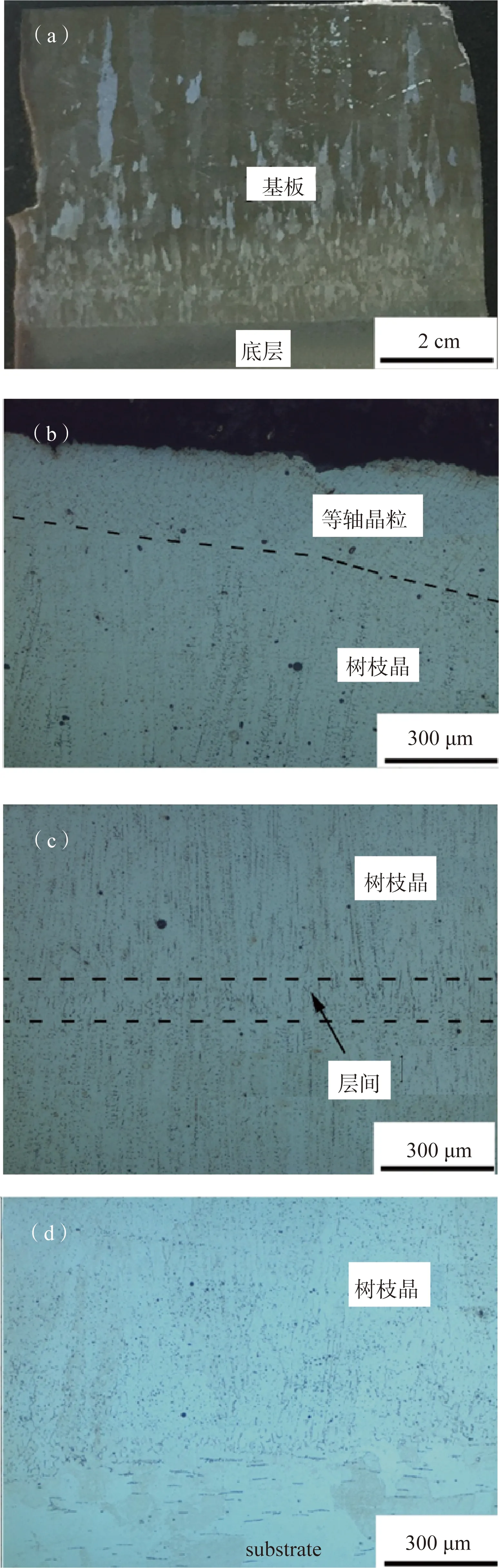
圖2 激光增材制造304LN不銹鋼成形塊直接成形態晶粒形貌(a)宏觀;(b)頂部;(c)中部;(d)底部Fig.2 Laser melting deposited 304LN stainless steelforming part grain morphology(a)macro view;(b)top;(c)middle;(d)bottom
2.2 微觀組織特征及分析
熔覆態微觀組織形貌如圖3所示,不同柱狀晶由于晶體取向從而耐蝕性不同,經腐蝕后可明顯區分晶界,同一柱狀晶內樹枝晶邊界無法明顯區分,顯微組織基體為奧氏體,同時集體上殘留較多鐵素體,如圖3所示。熔覆層固溶態顯微組織如圖4所示,可見經熱處理以后顯微組織依然保留柱狀晶形貌,但細小密排的樹枝晶形貌消失,殘余鐵素體進一步轉化為奧氏體,奧氏體基體析出大量碳化物顆粒。
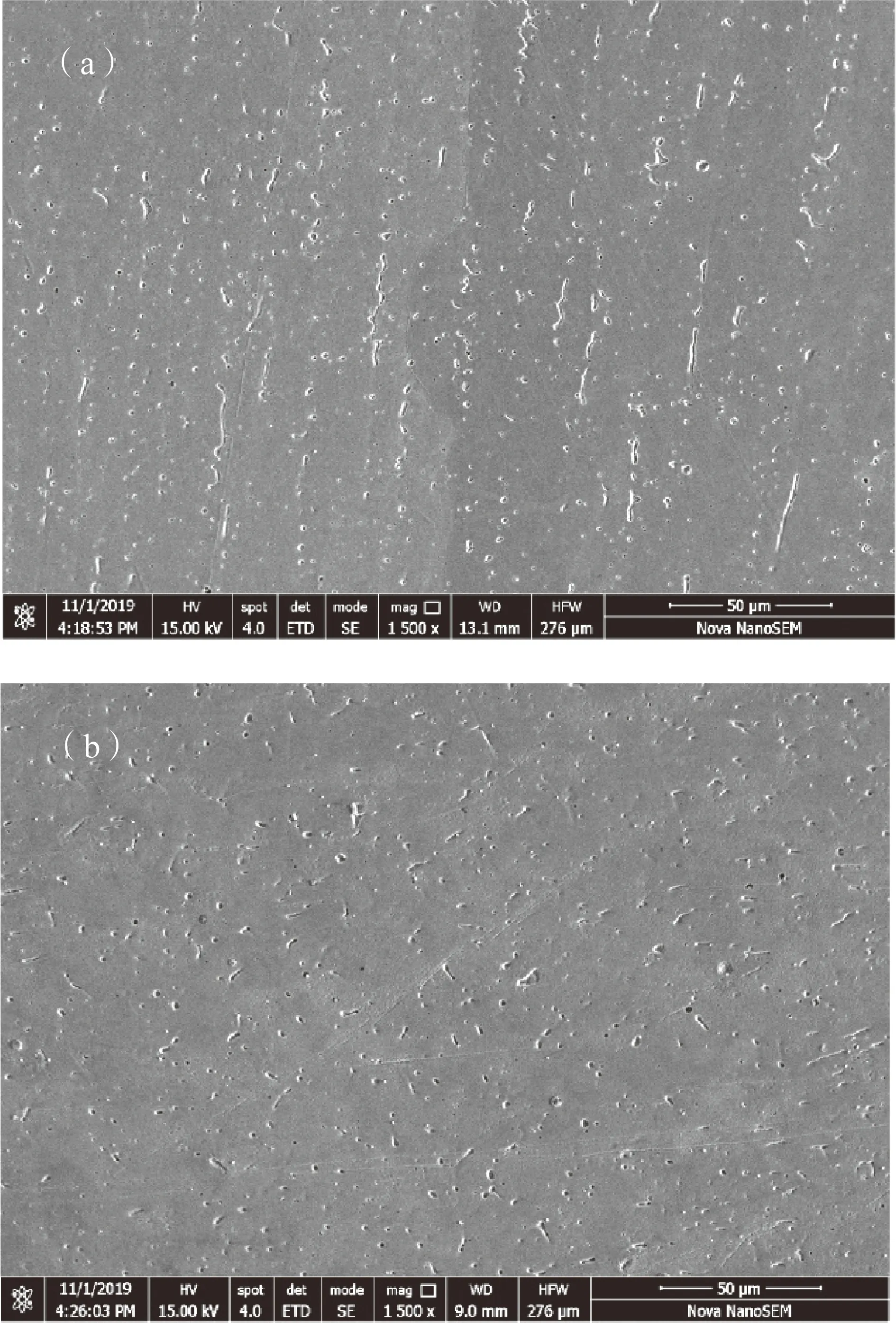
圖3 激光增材制造304LN不銹鋼成形塊直接成形態微觀組織形貌(a)縱向;(b)橫向Fig.3 The microstructure of laser melting deposited304LN stainless steel part morphology(a)longitudinal;(b)transverse
激光熔覆304LN奧氏體不銹鋼的微熔池凝固機制比較復雜,由液相析出先析出相、鐵素體-奧氏體共晶反應、包晶反應以及固態相變過程等機理難以準確分析,典型凝固組織包含奧氏體-鐵素體混合結構,并且凝固組織形態還會受到后續熔覆過程的重熔、循環熱處理,固相轉變等影響。根據Fe-Cr-Ni三元平衡相圖,分析激光熔覆高冷速、循環熱處理的凝固特點及304LN不銹鋼凝固組織形貌,推測其凝固過程如下:液態微熔池冷卻到液相線溫度時,首先析出δ鐵素體,并以發達的樹枝狀形態由熔池底部向液相中生長,凝固過程中發生溶質再分配,鐵素體析出消耗Cr、Si等鐵素體形成元素,Ni、Cu等奧氏體形成元素排擠到液相中,隨后可能發生剩余L→γ、先析出的δ鐵素體→γ以及包晶反應L+δ鐵素體→γ等轉變,微熔池的凝固過程持續發生溶質再分配造成微區成分偏析,使得枝晶核富鉻貧鎳,隨后的冷卻過程中奧氏體界面向鐵素體推移,但由于成形過程中冷速快,枝晶核富含鐵素體形成元素,δ鐵素體→γ轉變不完全,在隨后的成形過程中經過多次循環熱處理,樹枝晶核心部位殘留δ鐵素體逐步消除并析出大量的碳化物,如圖4所示。
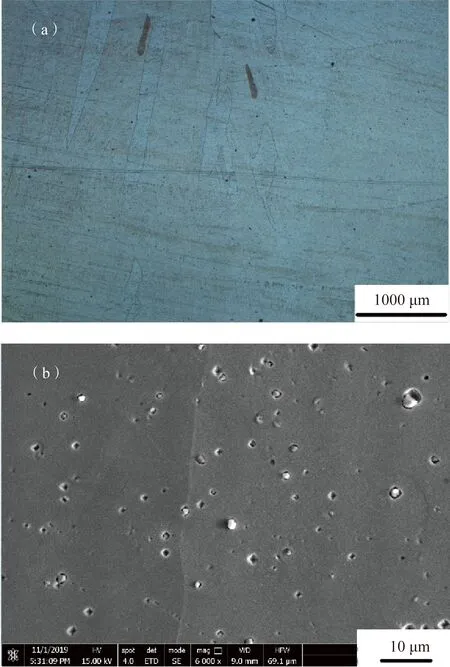
圖4 激光熔覆304LN不銹鋼成形塊固溶態晶粒形貌及顯微組織Fig.4 The morphology and microstructure of solid-solublegrains of 304LN stainless steel deposited bylaser melting deposition
2.3 力學性能分析
激光增材制造后對熔覆態試樣、尺寸穩定化處理態試樣以及固溶處理態試樣進行室溫拉伸、高溫拉伸和室溫沖擊試驗,試驗結果如表2所示。可見熔覆態、穩定化處理態及固溶態試樣均具有良好的綜合性能,達到鍛件水平,其中熔覆態抗拉強度最高達536 MPa,屈服強度最高達261 MPa,延伸率達到51%固溶處理態抗拉強度最高達527 MPa,屈服強度最高達256 MPa,延伸率達到49%。高溫性能方面,尤其是屈服性能遠大于規定值。室溫和高溫拉伸性能與鍛件水平相當。沖擊性能方面,也比傳統的奧氏體不銹鋼手工電弧焊的性能相當或更優。
激光熔覆304LN奧氏體不銹鋼的組織結構決定了其力學性能。顯微組織致密、無裂紋、夾雜等缺陷保證了試樣具有較好的力學性能。顯微組織由沿熔覆方向外延生長的柱狀晶及柱狀晶內密排的細小樹枝晶組織特征使得在拉伸過程中沿熔覆方向可以產生更優的強度和塑性變形。由于激光束能量密度高、熱輸入量小,獲得的增材制造組織比傳統的焊接方法獲得的組織更加致密,因此沖擊性能也更好。

表2 激光增材制造304LN不銹鋼熔覆態及固溶處理態室溫拉伸性能
3 結論
本文研究了激光增材制造304LN奧氏體不銹鋼熔覆態及固溶態顯微組織與力學性能,所得結論如下:
(1)激光增材制造304LN奧氏體不銹鋼熔覆態組織由沿熔覆方向貫穿多層外延生長的柱狀晶組成,柱狀晶內包含多個細長整齊排列的樹枝晶,奧氏體基體上分沿熔覆方向分布較多殘余鐵素體;
(2)固溶處理后殘余鐵素體消除,奧氏體基體上析出大量碳化物;
(3)304LN奧氏體不銹鋼熔覆態組織具有良好的室溫和高溫抗拉強度和屈服強度,其性能達到鍛件水平;
(4)激光熔覆304LN奧氏體不銹鋼室溫沖擊性能較好,比一般焊接接頭的沖擊性能更優。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
