718鋼模塊內部缺陷產生原因
2020-12-18 10:32:20卞繼楊
理化檢驗(物理分冊) 2020年7期
關鍵詞:裂紋
黃 鑫, 馬 蘇, 卞繼楊
(張家港中環海陸高端裝備股份有限公司, 張家港 215626)
近年來,我國模具工業發展迅速,產量已躍居世界前列,其中占主體的是塑料成型模具。用量較大的塑料模具鋼主要有P20和718等預硬化鋼,這兩種鋼適宜制造大中型、精密的塑料模具[1]。大中型模具鋼質量的控制非常重要,不僅要求材料具有良好的力學性能,同時還必須保證超聲波探傷合格。
某公司采用718鋼15 t(噸)八角錠鍛造加工模塊,模塊加工工藝為:鋼錠→下料→加熱→鍛造→空冷→探傷。圖1為該模塊尺寸。使用配備PF2R-24探頭的EPOCH600型數字式超聲波探傷儀檢測毛坯狀態的模塊,在圖1中的陰影區域發現密集缺陷,當量為φ(3~8) mm,缺陷嚴重處影響底波20 dB,深度范圍在100~350 mm,不滿足GB/T 6402-2008《鋼鍛件超聲檢測方法》Ⅲ級技術要求。為了查明探傷發現的內部缺陷的形成原因,明確缺陷類型,改善內部質量,提高經濟效益,筆者對探傷不合格的模塊進行了理化檢驗和分析,并制定了改善措施。
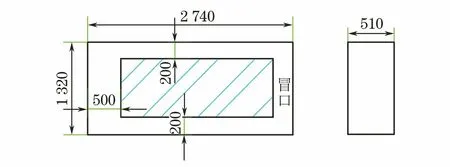
圖1 模塊尺寸及缺陷位置Fig.1 Module size and defect location
1 理化檢驗
1.1 化學成分分析
在模塊上取樣,利用ARL4460型直讀光譜儀進行化學成分分析,結果如表1所示,氣體元素含量如表2所示,可見滿足GB/T 1299-2014《工模具鋼》對718鋼化學成分的技術要求。

表1 718鋼模塊的化學成分(質量分數)Tab.1 Chemical compositions of 718 steel module (mass fraction) %

表2 718鋼模塊中的氣體元素含量(質量分數)Tab.2 Gas element content of 718 steel module (mass fraction) ×10-6
1.2 低倍檢驗
在圖1所示的陰影區取兩個試樣,分別編號為1,2號試樣,用USM GO超聲波探傷儀對試樣中的缺陷進行定位。將1號試樣銑至缺陷平面,進行酸浸低倍檢驗,如圖2所示,可見缺陷在酸浸試樣中集中分布,與現場探傷結果一致,缺陷區域有多處無規則分布的鋸齒狀細小裂紋,裂紋長短不一,總體朝向一致。
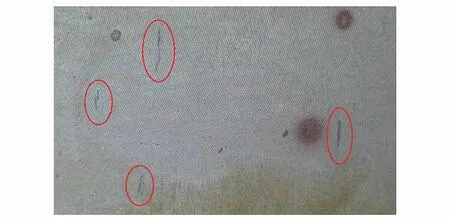
圖2 1號試樣的低倍形貌Fig.2 Morphology of sample 1 at low magnification
1.3 金相檢驗
在2號試樣裂紋缺陷較大位置處取金相試樣,采用Axio Imager A2m型光學顯微鏡觀察試樣橫截面及縱截面的形貌。
在低倍下觀察可知,裂紋呈斷續分布,橫向裂紋最大長度為3 630 μm;縱向裂紋較直,最大長度為9 137 μm,裂紋內及兩側未見非金屬夾雜物聚集等異常情況。
用體積分數為4%的硝酸酒精溶液浸蝕后進一步觀察試樣的顯微組織,可見裂紋兩側無脫碳及氧化現象,處在一條偏析帶內,基體組織為鐵素體+珠光體,如圖3a)所示;部分裂紋沿著相界開裂,其余裂紋穿過相界擴展、延伸,具有冷裂紋特征[2],如圖3b)所示。
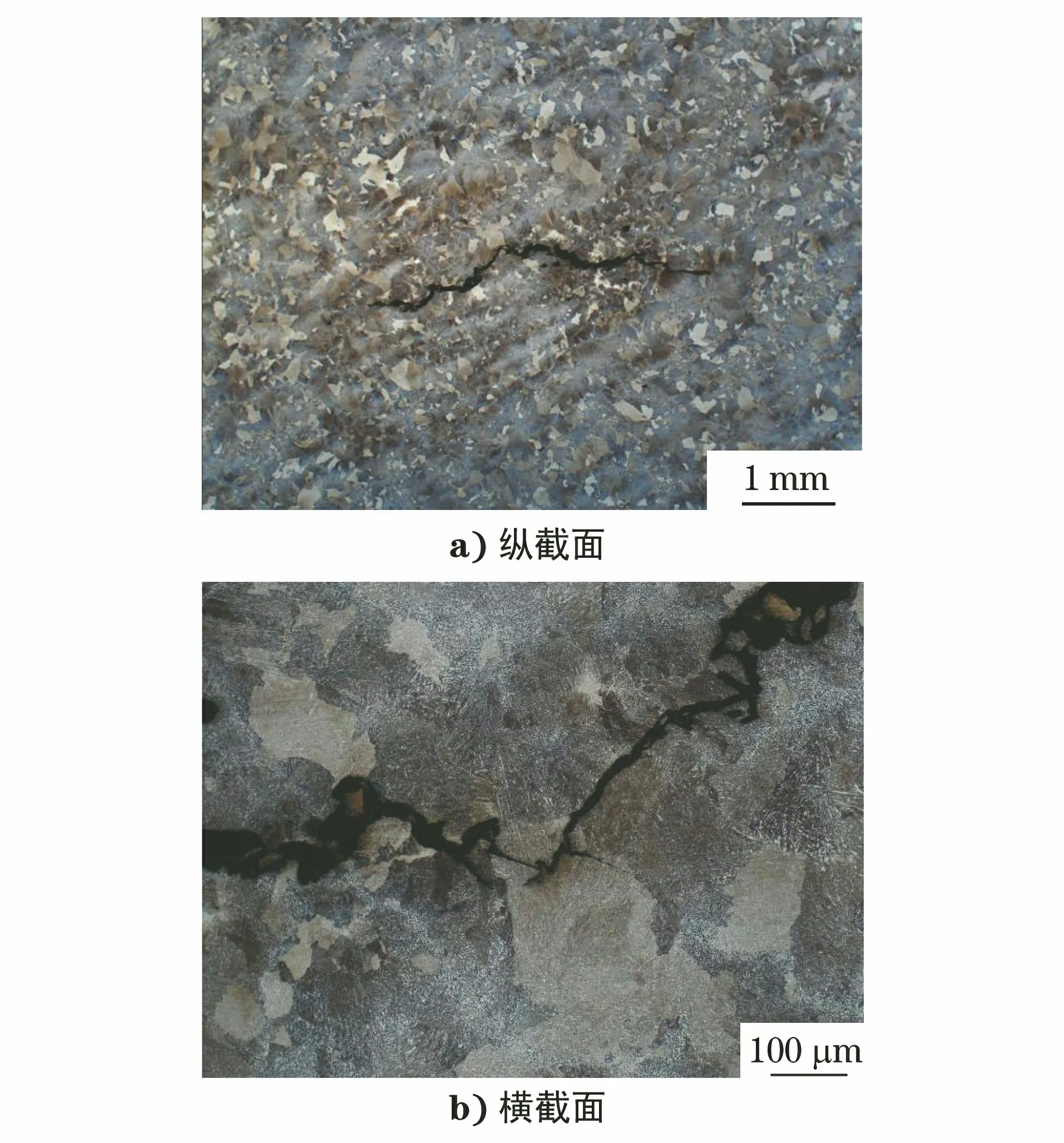
圖3 2號試樣浸蝕后裂紋處的顯微組織Fig.3 Microstructure of crack of sample 2 after etching: a) longitudinal section; b) cross section
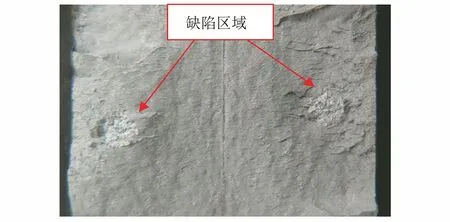
圖4 1號試樣斷口縱截面形貌Fig.4 Longitudinal section morphology of fracture of sample 1
1.4 斷口檢驗
將1號試樣升溫至840 ℃保溫30 min后水冷淬火,開裂后制備斷口試樣,使用Stem 2000-C型體視顯微鏡觀察斷口形貌,如圖4所示。可見斷口縱截面的灰色基體上分布著銀白色圓形、橢圓形斑點,數量較少,其表面呈粗晶狀。
在銀白色圓形斑點處取樣,經超聲波清洗后采用ZEISS SUPRA55型掃描電鏡對試樣進行觀察。根據圖5a)可知遠離斑點處斷口區域具有明顯的韌窩形貌,呈韌性斷裂特征,白色缺陷區域斷口形貌與周圍基體不同,兩者間有明顯界線,圖中左側為基體,右側為白色缺陷區域。白色缺陷區域斷口形貌具有沿晶斷裂和準解理斷裂的雙重特征,缺陷中心區域為典型的沿晶斷裂形貌,局部晶粒間仍可見沿晶裂紋,如圖5b)所示;解理斷裂河流花樣中的撕裂棱和撕裂片已經不明顯,棱角呈圓滑的波紋狀花樣,如圖5c)所示,白色缺陷區與基體邊緣區呈蛀道狀花樣[3],如圖5d)所示。

圖5 1號試樣白色缺陷區域SEM形貌Fig.5 SEM morphology of white defect area on sample 1: a) dimple morphology; b) intercrystalline fracture morphology; c) cleavage fracture morphology; d) wormhole pattern
2 分析與討論
2.1 探傷不合格定性分析
探傷不合格是由于模塊內部存在密集分布的細小裂紋,試樣斷口存在銀白色圓形或橢圓形斑點,斑點區域SEM形貌可見蛀道狀、波紋狀花樣以及沿晶斷裂等典型白點特征形貌[3-4]。白點是鋼鐵材料內部的一種細小裂紋,主要出現在大型鍛件及截面較大的軋制鋼中[5],白點在酸浸切片上的位置一般在距表面一定距離處或近中心部位處[6]。鋼件縱向斷口上呈圓形或橢圓形的銀白色斑點,在經過磨光和酸蝕后的橫向切片上表現為細長的裂紋[7]。
2.2 白點產生原因分析
微合金元素錳、鎳、鉻以及非金屬元素碳、硫、磷等均會使鋼的白點敏感性增加。718鋼錠中錳、鎳、鉻3種合金元素總含量大于3.5%(質量分數,下同),碳含量大于0.3%。此外,白點主要出現在珠光體鋼中,718鋼錠模塊為珠光體鋼,縱向裂紋處在珠光體偏析帶內,先共析鐵素體在晶軸處形核長大,并向枝晶間排碳,結果在枝晶間形成珠光體,枝晶間成分偏析處也是雜質較多的地方,氫容易富集,增加了局部氫含量,一般認為白點的形成與鋼中氫含量有直接關系[3,8]。溶解在鋼液中的氫原子,在鋼錠凝固時留在鋼中形成固溶體,呈過飽和狀態[9]。白點多在晶界、亞晶界、非金屬夾雜物表面及其他晶體缺陷部位形核。718鋼錠在鍛造加工及鍛后冷卻過程中,隨著模塊溫度逐漸降低,氫原子在基體中的溶解度也逐漸減小,氫逐漸在某些特殊晶界或其他薄弱處聚集形成氫氣泡,隨著氫原子析出量的增加,體積發生膨脹,內部壓力逐漸增大,當該壓力超過基體斷裂強度時,就會發生開裂,此時晶界已成為氫富集區域中的最薄弱處,裂紋優先沿晶界擴展,即呈現典型的沿晶開裂形貌。盡管上述718鋼模塊氫含量較低,文獻[10]中提到,氫含量很低的大型鍛件組織中也可能出現白點。
白點是鍛件的一種內部組織缺陷,往往在鍛后冷卻過程中產生[11]。鋼鐵材料組織中的白點是鋼中的氫和內應力共同作用而產生的一種裂紋缺陷[4]。大型鍛件在鍛后冷卻過程中,必定存在溫度應力、組織應力和殘余應力3種內應力,這3種內應力也促進了白點的產生,故大型鍛件在熱壓力加工后如冷卻太快,內部較容易產生白點。上述718鋼模塊尺寸較大,熱加工后直接空冷,冷卻速度較快,內部的氫原子來不及向外擴散逸出,鍛造加工后又未經去氫退火處理,達不到良好的除氫效果。同時,模塊鍛后快速冷卻使其內部產生了較高的內應力,白點的敏感性與熱軋及鍛壓加工后的冷卻條件有關,隨著冷卻速度增大,白點的敏感度增高[9]。因此,在生產和加工過程中,應盡可能降低母材鋼錠氫含量,減少內應力,提升鍛造后擴氫效果[12-15],以預防白點缺陷的產生,提高產品合格率。
3 結論及建議
718鋼模塊探傷不合格的原因是模塊鍛造加工后內部產生了白點缺陷。降低母材鋼錠氫含量、減小內應力、提升鍛后擴氫效果等手段是減少白點、提高產品合格率的有效措施,具體建議如下:
(1) 應按規定烘烤制度對所有爐料進行良好的干燥保存,同時還要保持爐料的清潔。
(2) 采用真空除氣技術,以最大限度地去除鋼中的氣體。
(3) 嚴格控制精煉渣、中間包覆蓋渣和結晶器內保護渣的成分,在考慮原工藝要求外,應盡量選用礦物組成水容量小的,以防止脫氧、脫氣后的鋼液增氫。
(4) 鋼坯入坑緩冷。
(5) 對鍛件進行鍛后緩冷,降溫的速度應控制在30 ℃·h-1以下,或進行去氫退火處理,使鍛件內部氫得以向外擴散。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
