基于KES?FB 型織物風格儀的精梳織物風格分析
2020-12-24 02:56:08任家智宋冰鵬馮清國賈國欣
棉紡織技術 2020年12期
任家智 宋冰鵬 馮清國 賈國欣
(1.中原工學院,河南鄭州,450007;2.河南工程學院,河南鄭州,450007)
精梳產品與普梳產品相比,不僅具有較好的內在品質,還具有較好的手感、光澤、舒適性及獨特的風格[1?2]。但長期以來,人們對于精梳面料與普梳面料的性能比較大多采用外觀、手感及穿著等傳統的主觀評價方式,沒有定量分析評價精梳產品與普梳產品風格方面的差異。通過對精梳織物與普梳織物的性能與風格進行測試與分析,客觀評價它們之間性能及風格差異,掌握精梳加工對織物性能的影響規律,為更加合理、準確地KES?FB 型織物風格儀可將所測織物的基本力學、物理性能指標通過線性回歸方程轉換成基本風格值,而單一的物理指標也可以表征織物手感的某一方面性能[3]。在基于KES?FB 型織物風格儀對織物性能及風格的研究中,多集中于測試與分析不同纖維面料的性能與風格[4?6]。為了準確比較精梳產品與普梳產品的性能與風格,我們在原料、紗號、捻度、織物結構、織造工藝相同的條件下,分別設計、加工了純棉精梳與普梳織物,采用相同的后整理工藝對織物進行整理加工,并使用KES?FB 型織物風格儀對其摩擦、壓縮、彎曲、拉伸、剪切等性能進行系統的測試與分析,得到了客觀、準確的不同面料性能及風格的評價數據。
1 試樣制備
1.1 織物原料及加工方法
使用同一種原棉,分別采用普梳工藝和精梳工藝流程加工,在粗紗號數、牽伸工藝、加捻工藝相同的條件下生產14.6 tex 的純棉普梳紗及純棉精梳紗,并在織造工藝流程及工藝參數相同的條件下,分別生產純棉普梳平紋織物及純棉精梳平紋織物,經、緯紗均為14.6 tex 紗,經、緯密分別為433 根/10 cm、275.5 根/10 cm。
1.2 織物的后整理
織造完成后,對兩種織物使用相同的后整理工藝,具體流程為:燒毛(兩道火口,正反面,車速70 m/min)→堿退漿(溫度100 ℃)→堿煮煉(溫度110 ℃)→雙氧水漂白(溫度100 ℃,車速60 m/min)→堿絲光(溫度110 ℃,車速50 m/min)→定形(加防皺免燙助劑,溫度170 ℃~200 ℃,車速45 m/min)→預縮。
2 試驗條件與內容
2.1 試驗條件
為比較精梳織物與普梳織物的性能及風格差異,本次試驗使用KES?FB 型織物風格儀進行測試。將各織物裁成20 cm×20 cm 的方形試樣,并標出經向和緯向,在標準大氣條件下平衡48 h。試驗環境溫度(20±1)℃,相對濕度(60±5)%。
2.2 試驗內容
依次使用KES?FB 型織物風格儀的表面性能儀FB4、壓縮性能儀FB3、彎曲性能儀FB2 和拉伸剪切性能儀FB1 對各試樣進行測試,共測試出用于評定手感風格的14 個物理指標,這些物理量分別表征了織物的摩擦、壓縮、彎曲、拉伸、剪切等方面的特性。試驗過程中,織物經向、緯向各測試3 次,結果取平均值。
3 試驗結果與分析
3.1 表面性能
測試織物的表面性能,可以獲得織物的平滑程度。KES?FB 型織物風格儀中表示織物表面特性的指標有動摩擦平均因數MIU、摩擦因數平均偏差MMD 及表面粗糙度SMD。動摩擦平均因數MIU 值越大,表示織物越不光滑;摩擦因數平均偏差MMD 值越大,表示織物摩擦因數的差異越大;表面粗糙度SMD 值越大,織物的表面凹凸感越明顯。使用KES?FB 型織物風格儀的表面性能儀FB4 測試得到的織物動摩擦平均因數MIU、表面粗糙度SMD 和摩擦因數平均偏差MMD 結果如下。

由以上數據可知:精梳織物與普梳織物相比,動摩擦平均因數MIU 降低了2.3%,表面粗糙度SMD 減小了11.1%,摩擦因數平均偏差MMD 減小了4.9%,因此精梳織物手感光滑度顯著提高。精梳加工對織物性能及風格有較大影響的原因有以下3 個方面:首先,精梳可排除梳棉條中50%~60%短纖維,提高纖維的平均長度及整齊度,使紗線的條干均勻度顯著提高,從而顯著提高織物的平整度;其次,精梳加工除去了普梳棉條中50%~60%的雜質及棉結,改善了紗線及織物表面的光潔度;再次,精梳加工可顯著提高須條中纖維的伸直度、平行度及分離度,在牽伸過程中成紗的粗節、細節及棉結大幅度減少,使織物的粗糙度減小、光滑度提高。
3.2 壓縮性能
測試織物的壓縮特性可以獲得織物被觸壓時的彈性、柔軟感和豐滿感。在KES?FB 型織物風格儀中,表示織物壓縮特性的指標有壓縮線性度LC、壓縮比功WC 及壓縮回彈性RC。壓縮線性度LC 值越接近1,織物越難被壓縮;壓縮比功WC 值越大,織物越容易被壓縮;壓縮回彈性RC值越接近100%,織物的壓縮回復性越好。使用KES?FB 型織物風格儀的壓縮性能儀FB3 測試得到織物壓縮線性度LC、壓縮比功WC 及壓縮回彈性RC 指標結果如下。

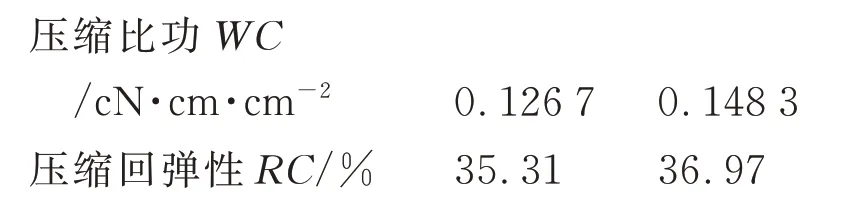
由以上數據可知:精梳織物與普梳織物相比,織物的壓縮線性度LC 降低了3.6%,壓縮比功WC 提高了17.0%,壓縮回彈性RC 提高了4.7%,可見精梳織物柔軟、富有彈性,手感更加豐滿。這是因為精梳織物中纖維的伸直度、平行度及分離度較高,纖維之間的聯系力較小,紗線被壓縮時更易于產生變形,因此精梳織物的壓縮線性度降低,壓縮比功較普梳織物大。
3.3 彎曲性能
測試織物的彎曲特性可以比較織物的抗彎保形性。在KES?FB 型織物風格儀中,表示織物彎曲性能指標的有彎曲剛度B 及彎曲滯后矩2HB 兩種。彎曲剛度B 值越大,織物越難被彎曲;彎曲滯后矩2HB 值越大,織物的彎曲回復性越差。使用KES?FB 型織物風格儀的彎曲性能儀FB2 測試得到的織物彎曲剛度B 及彎曲滯后矩2HB 指標結果如下。
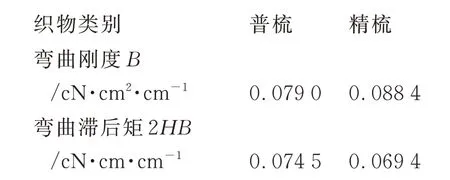
由以上數據可知:精梳織物與普梳織物相比,彎曲剛度B 提高了11.9%,織物彎曲滯后矩2HB 降低了6.8%,因此精梳織物相對于普梳織物抗彎保形性顯著提高。精梳織物抗彎性能好的原因是:精梳織物中的纖維伸直度及平行度較好,織物在彎曲時每根纖維所承受的彎曲應力相對均衡,能夠承受較大的彎曲力,從而使織物的抗彎剛度提高。另外當織物彎曲時,會使織物(或紗線)一側的纖維受到拉伸;如果纖維的伸直度、平行度較好,受到拉伸的纖維會產生彈性伸長,會使織物彎曲回復性增強;相反,如纖維伸直度、平行度較差,織物彎曲時受到拉伸的纖維產生伸直,彈性變形較小,因此普梳織物彎曲回復性能較弱。
3.4 拉伸性能
測試織物的拉伸特性可以比較織物的彈性和保形性。在KES?FB 型織物風格儀中,表示織物拉伸特性的指標有拉伸線性度LT、拉伸比功WT 和拉伸回復率RT。拉伸線性度LT 值越接近1,織物越不易被拉伸;拉伸比功WT 值越大,織物越容易被拉伸;拉伸回復率RT 值越接近100%,織物的拉伸回復性越好。使用KES?FB 型織物風格儀的拉伸剪切性能儀FB1 測試得到的織物拉伸線性度LT、拉伸比功WT 和拉伸回復率RT 指標如下。
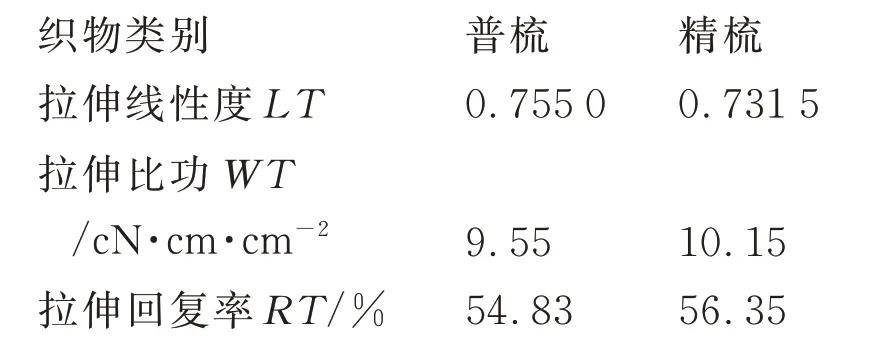
由以上數據可知:精梳織物與普梳織物相比,拉伸線性度LT 減小了3.1%,拉伸比功WT提高了6.3%,拉伸回復率RT 提高了2.8%。因此精梳織物拉伸時的彈性及保形性均好于普梳織物。因精梳織物中纖維的伸直度、平行度及分離度較好,纖維之間的橫向聯系力較小,織物易產生拉伸變形,因此精梳織物的拉伸線性度較小、拉伸比功較大。另外,如果織物中纖維的伸直度、平行度較差,織物在拉伸時首先表現為彎曲纖維的伸直,拉伸結束時織物彈性回復率較差。
3.5 剪切性能
織物的剪切特性影響織物的彈性及保形性[7]。在KES?FB 型織物風格儀中,表示織物剪切特性指標有剪切剛度G、小剪切滯后矩2HG 和大剪切滯后矩2HG5。剪切剛度G 值越大,表示織物越不易被剪切;小剪切滯后矩2HG 值越大,織物初期(微小)剪切變形的回復性越低;大剪切滯后矩2HG5 值越大,織物剪切回復性越低。使用KES?FB 型織物風格儀的拉伸剪切性能儀FB1測試得到的織物剪切剛度G、小剪切滯后矩2HG和大剪切滯后矩2HG5 指標結果如下。
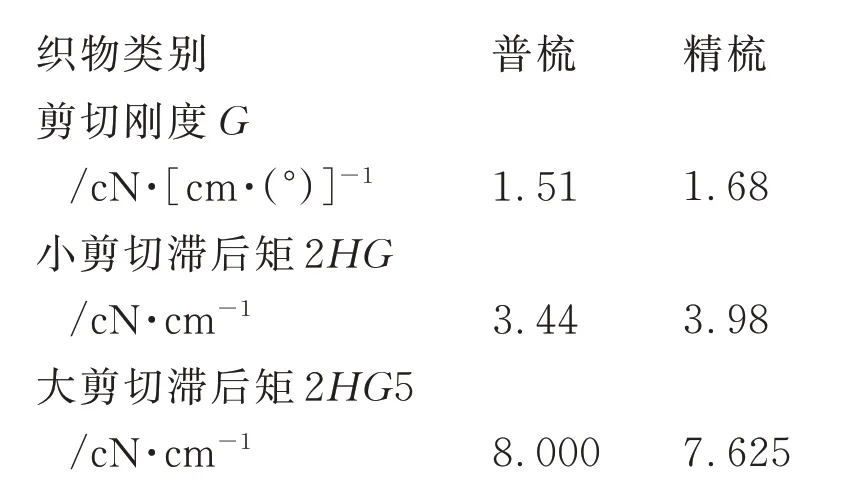
由以上數據可知:精梳織物與普梳織物相比,剪切剛度G 及織物小剪切滯后矩2HG 分別提高了11.3%及15.7%,大剪切滯后矩2HG5 減小了4.7%。因此精梳織物的彈性及保形性相對普梳織物顯著提高。其原因是精梳織物中的纖維伸直度、平行度及分離度好,在剪切過程中每根纖維所承受的剪切力較為均勻,織物承受剪切的能力越強,即剪切剛度越大;且當織物受到剪切力時,纖維產生彈性變形,因此織物的剪切變形回復性較好。
4 結論
在原料、紗號、捻度、織物規格、織造工藝和后整理工藝相同的條件下,分別設計、加工了純棉精梳與普梳織物,使用KES?FB 型織物風格儀分別對其摩擦、壓縮、彎曲、拉伸、剪切等14 個性能指標進行測試與分析,得到如下結論。
(1)精梳織物與普梳織物相比,織物表面動摩擦因數降低,表面粗糙度顯著減小,織物的光滑度有所提高。
(2)精梳織物的壓縮比功及壓縮回彈性較高,織物手感柔軟而富有彈性。
(3)精梳織物的拉伸比功及拉伸回復率、彎曲剛度及彎曲回復性、剪切剛度及剪切回復性顯著較高,因此其織物彈性及保形性比普梳織物好。