機械合金化參數對Ag/LaSrCuO4電接觸材料性能的影響
2021-01-02 13:04:22鄭晉翔楊芳兒秦海波吳君臣趙良奎鄭曉華
電工材料 2021年6期
關鍵詞:工藝
鄭晉翔,楊芳兒,秦海波,張 繼,吳君臣,趙良奎,鄭曉華
(1.浙江方圓檢測集團股份有限公司,杭州 310018;2.浙江工業大學 材料科學與工程學院,杭州 310014;3.浙江加州國際納米技術研究院,杭州 310058;4.臺州中奧檢測科技有限公司,浙江臺州 318000)
引言
電接觸材料在高、低壓電器中起著接通、分斷、導流和隔離電流的作用,是電氣化設備、電器電路中通斷控制及負載電流的關鍵材料和核心部件[1,2]。傳統電接觸材料Ag/CdO由于其使用會產生有毒的Cd蒸汽而逐漸被Ag/SnO2電接觸材料取代[3,4]。但是由于Ag/SnO2電接觸材料存在電學性能、力學性能等缺點而制約了其使用。目前國內外學者主要從第三組元摻雜,增強相設計改性,工藝制備方法角度開展了深入研究。王海濤等[5]通過摻雜不同粒徑的添加劑發現隨著添加劑粒徑減小,Ag/SnO2電接觸材料物理性能和電學性能得到提高。王家真等[6]發現CuO含量的增加有利于SnO2與Ag的潤濕性提高;當CuO含量為7%時,Ag/SnO2潤濕角減小至29°。陳敬超等[7,8]采用反應合成技術制備的AgSnO2復合材料界面潔凈、增強相與基體結合牢固,具有良好的抗熔焊性。王尚軍等[9]制備出的電接觸材料經復壓復燒后致密度達至94%。鄭曉華等[10]提出的冷壓-熱壓組合制備工藝有助于降低Ag/SnO2電接觸材料的電阻率,提升了Ag/SnO2材料的致密度與韌性。
近年來,新型環保型電接觸材料體系開始出現,其中導電陶瓷增強銀基電接觸材料體系成為目前的研究熱點之一。該導電陶瓷增強相體系因具有良好的導電特性、與Ag基體良好的界面相容性以及結構參數可調控等優勢,作為增強相已在電接觸材料領域得到應用[11,12]。賀慶等[13]采用載銀的鈣鈦礦型La0.5Sr0.5CoO3-α顆粒、微球及纖維作為增強相制備相應的銀基電接觸材料,發現增強相微觀結構對銀基電接觸材料的性能影響顯著。作為制備電接觸材料常用的技術-高能球磨誘發化學反應,以其理論研究意義和潛在的應用前景引起了材料研究者的關注[14,15]。徐曉燕等[16]發現球磨工藝顯著提高電接觸材料的抗彎強度、致密度等力學性能。郭忠權等[17]采用高能球磨法改變了增強相的形貌、分布均勻性,并有效地提升電接觸材料的硬度和耐磨性。
為此,基于課題組的前期成果[18],本研究以溶膠凝膠合成的LaSrCuO4作為增強相應用于銀基電接觸材料,采用機械合金化輔以熱壓燒結工藝制備了相應的Ag/LaSrCuO4電接觸材料,探討了機械合金化中球磨轉速、球料比等工藝因素對Ag/LaSrCuO4電接觸材料電阻率、硬度、密度的影響規律,經機械合金化工藝參數的調控得出最佳工藝條件,為突破銀基電接觸材料的物理性能優化提供參考價值。
1 試驗方法
1.1 Ag/LaSrCuO4復合粉體制備
以溶膠凝膠合成的LaSrCuO4粉體為增強相[18],化學Ag粉為基體相,按照質量比m(Ag)∶m(LaSrCuO4)=88∶12混合配比,以乙醇為球磨介質,調控機械合金化工藝參數制備相應的Ag/LaSrCuO4復合粉體,具體的機械合金化工藝方案設計如表1所示。混合粉體分別在不同球磨轉速和球料比工藝條件下球磨4 h;經球磨工藝處理后的復合粉體用乙醇洗滌2~3次,置于干燥箱中80℃烘干8 h,過200目篩網后得到最終的Ag/LaSrCuO4復合粉體。
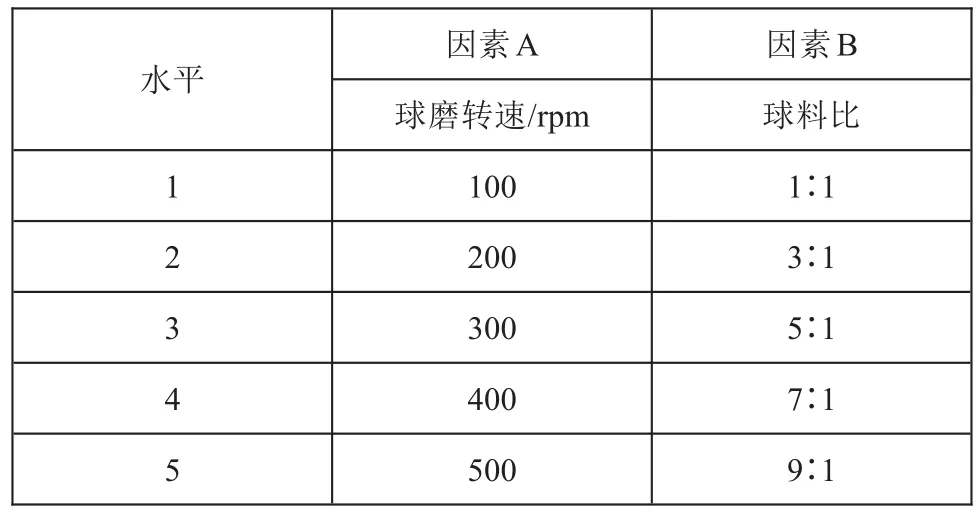
表1 機械合金化工藝方案設計
1.2 Ag/LaSrCuO4電接觸材料制備
按上述工藝制得的Ag/LaSrCuO4復合粉體,采用初壓-初燒-熱壓-復燒工藝處理后獲得最終的Ag/LaSrCuO4電接觸材料。將Ag/LaSrCuO4復合粉體采用成型壓力為1100 MPa,壓制1 min后得到直徑φ11 mm的薄圓型素坯;薄圓型素坯在第一段溫度600℃,保溫3 h后,繼續升至第二段溫度820℃,恒定保溫6 h,得到相應的Ag/LaSrCuO4薄圓型初燒樣品;初燒樣品在熱壓壓力800 MPa,熱壓溫度300℃,保壓30 min下進行熱壓處理,獲得相應的熱壓樣品;經復燒溫度800℃、復燒時間6 h后獲得最終的Ag/LaSrCuO4電接觸材料。
1.3 Ag/LaSrCuO4電接觸材料結構與性能表征
采用D60K型數字金屬電導率測量儀測量室溫下不同工藝處理后樣品的電阻率;采用HVS-1000型數顯顯微硬度計測量不同工藝處理后樣品的硬度,載荷為4.9 N;采用XS104型電子天平測量不同工藝處理后樣品的密度;采用德國布魯克D8 Advance型X射線衍射儀分析Ag/LaSrCuO4復合粉體的物相結構;利用Zeiss Imager光學顯微鏡觀察其金相組織。
2 結果與討論
2.1 球磨轉速的影響
球磨轉速對球磨效果有著重要影響,一般情況下,轉速越高,球磨越充分,粉體細化程度越高,粉體復合越好,相關物理性能亦越佳。但如果轉速過高,研磨體和物料貼附筒體一起回轉,對物料起不到沖擊和研磨作用。圖1為不同球磨轉速下Ag/LaSrCuO4電接觸材料的物理性能變化曲線及XRD圖譜。由圖1(a)可知,在初壓狀態下,Ag/LaSrCuO4材料的電阻率隨著球磨轉速的增高先增加后減小,于400 rpm時出現最大值10.34 μΩ·cm。而經初燒-熱壓-復燒工藝處理后的Ag/LaSrCuO4電接觸材料的電阻率隨著球磨轉速的增加呈緩慢上升趨勢,并于500 rpm條件下分別達到3.22 μΩ·cm、2.80 μΩ·cm、2.63 μΩ·cm。
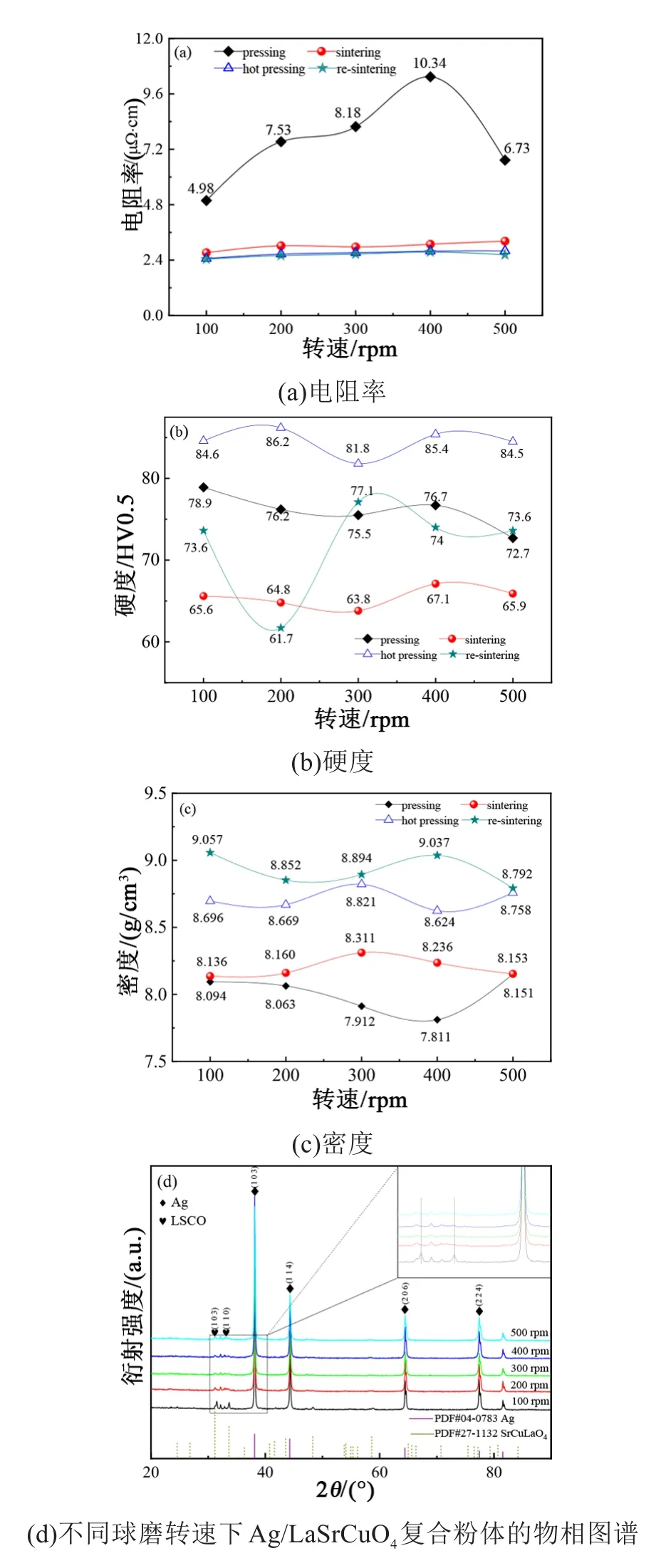
圖1 Ag/LaSrCuO4物理性能與球磨轉速關系曲線圖及XRD圖譜
由圖1(b)可知,當球磨轉速一定時,Ag/LaSrCuO4電接觸材料經初燒和復燒工藝處理后硬度會下降。這是因為冷壓和熱壓后Ag/LaSrCuO4材料表面會產生較大壓應力,燒結過程中由于原子發生熱擴散,表面應力松弛甚至消失,導致Ag/LaSrCuO4材料的硬度有所下降。其中,初燒工藝處理后的Ag/LaSrCuO4材料硬度變化和初壓趨于一致,相同球磨轉速下平均下降幅度為10.7。經復燒后的Ag/LaSrCuO4材料硬度相較于熱壓下降幅度變化過大,于球磨轉速300 rpm時降幅最少并達到硬度最大值77.1 HV0.5。
由圖1(c)可知,隨著球磨轉速增加,經初壓工藝處理后的Ag/LaSrCuO4材料密度先減小后增大,于400 rpm時達到最小值7.81 g/cm3,經初燒工藝處理后密度的變化規律與初壓后的密度變化呈現相反趨勢,于300 rpm時達到最大值8.31 g/cm3。相較于初壓、初燒,熱壓、復燒后的Ag/LaSrCuO4材料密度顯著提高,復燒后Ag/LaSrCuO4材料于球磨轉速100 rpm時達到最大值9.06 g/cm3。圖1(d)為不同球磨轉速下Ag/LaSrCuO4復合粉體的物相圖譜。由XRD圖譜可知,球磨工藝制得的復合粉體主要由Ag、LaSrCuO4兩相構成,但是,復合粉體中LaSrCuO4的(103)、(110)衍射峰的位置均發生了小角度偏移(見插圖),這可能歸因于球磨過程Ag原子進入LaS-rCuO4晶體內部引起晶格常數、晶面間距等參數的變化[19]。
圖2為Ag/LaSrCuO4粉體在不同球磨轉速下初壓成型后的電接觸材料金相組織。由圖2(a)可知,球磨轉速為100 rpm時,LaSrCuO4增強相細化程度低。由圖2(b)~(d)可知,隨著球磨轉速增高,增強相在Ag基體中分散趨于均勻,在球磨轉速為400 rpm時分散性最佳。由圖2(e)可知,當球磨轉速為500 rpm時,出現Ag基體聚集,粉體分散性下降。綜合工藝條件、材料各項性能等因素,球磨轉速為300 rpm時Ag/LaSrCuO4電接觸材料復燒后具有較低的電阻率,硬度最高,密度適中。為此,選定最佳球磨轉速為300 rpm。
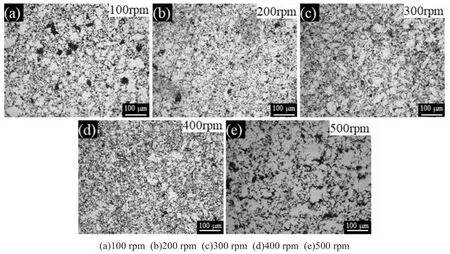
圖2 Ag/LaSrCuO4金相組織與球磨轉速關系
2.2 球料比的影響
球料比亦是影響球磨效果的重要參數,球料比太小,球與球間碰撞次數增多,磨損太大;粉料過多,則磨削面積不夠,不能很好地磨細粉體,需要延長研磨時間,能量消耗增大。圖3為不同球磨球料比下Ag/LaSrCuO4電接觸材料的性能變化曲線及XRD圖譜。

圖3 Ag/LaSrCuO4物理性能與球料比關系圖及XRD圖譜
由圖3(a)可知,相較于初壓工藝處理后的Ag/LaSrCuO4電接觸材料,初燒、熱壓、復燒后Ag/LaSrCuO4材料的電阻率顯著降低,復燒工藝處理后的Ag/LaSrCuO4電接觸材料于4∶1時達到最低值2.44 μΩ·cm。由圖3(b)可知,當球磨料比一定時,相比于初壓而言,Ag/LaSrCuO4材料經初燒工藝處理后硬度平均下降幅度為15.3 HV0.5,相比于熱壓而言,Ag/LaSrCuO4材料經復燒工藝處理后硬度平均下降幅度為20.0 HV0.5。經復燒后的Ag/LaSrCuO4材料于球料比3∶1條件下達到最大硬度76.1 HV0.5。由圖3(c)可知,隨著球料比的增加,各工藝處理后的Ag/LaSrCuO4電接觸材料密度變化一致,相較于初壓工藝,初燒、熱壓、復燒工藝均可顯著提高Ag/LaSrCuO4材料密度。復燒后Ag/LaSrCuO4材料于球料比5∶1條件下達到最大值9.012 g/cm3。圖3(d)為不同球料比下球磨后的Ag/LaSrCuO4復合粉體XRD圖譜。球磨工藝制得的復合粉體主要由Ag、LaSrCuO4兩相構成,未檢測到其它雜相,說明球磨過程中未引入雜相。
圖4為在不同球料比下經初壓成型后的Ag/LaSrCuO4電接觸材料金相組織。由圖4(a)可知,球料比過低時,球磨效率低,導致粉體分布不均勻,存在粒徑較大的LaSrCuO4顆粒聚集體。由圖4(e)可知,當球料比過高時,磨球之間碰撞增多,增大料功率消耗,導致球磨效率降低,因此球料比會顯著影響到Ag/LaSrCuO4球磨效果與整體的性能,球料比為3∶1時,球磨粉體分布較為均勻,Ag/LaSrCuO4材料具有良好的物理性能,故選定最佳球料比為3∶1。
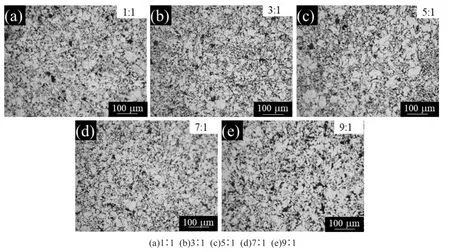
圖4 Ag/LaSrCuO4電接觸材料金相組織與球料比關系
3 結論
(1)Ag/LaSrCuO4電接觸材料的最優機械合金化參數:球磨轉速300 rpm、球料比3∶1。在此最優工藝條件下制得的Ag/LaSrCuO4材料經熱壓-復燒工藝處理后獲得最佳的物理性能,相應的電阻率為2.58 μΩ·cm,硬度為76.1 HV0.5,密度為8.88 g/cm3。
(2)隨著球磨轉速增加,增強相LaSrCuO4的晶面指數(103)、(110)衍射峰位往小角度方向偏移。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52