沙鋼超薄帶雙輥鑄軋工藝及超薄帶耐候鋼的發展現狀
2021-01-04 12:25:54史華躍馮慶曉施一新周東生李化龍
上海金屬 2020年6期
史華躍 馮慶曉 董 瀚 施一新 周東生 李化龍
(1.江蘇省(沙鋼)鋼鐵研究院,江蘇 張家港 215625;2.上海大學材料科學與工程學院,上海 200444;3.江蘇沙鋼集團有限公司,江蘇 張家港 215625;4.張家港中美超薄帶科技有限公司,江蘇 張家港 215625)
如何解決鋼材在大氣中的腐蝕問題,一直是冶金行業的一個重要議題。自從20世紀30年代美國鋼鐵公司率先研發出Corten鋼以來,這種通過添加磷、銅、鉻和鎳來降低鋼材腐蝕速率的合金體系,在世界各國得到了廣泛的認同。從19世紀80年代開始,我國耐大氣腐蝕鋼(又稱為耐候鋼)進入迅速發展階段,相繼在鐵道、橋梁、建筑等行業得到了廣泛的應用。近年來,隨著我國產業升級的推進,耐候鋼逐漸在新的應用領域,如集裝箱、太陽能支架、鋼結構建筑覆蓋板等領域顯露出了巨大的潛力,這些產業除了對產品耐蝕性能有著嚴格的要求外,還對減重有著更為苛刻的要求,因此對低厚度(1.5 mm以下)、高強度同時兼顧優良耐蝕性能產品的需求很高。傳統的熱軋工藝很難在滿足上述需求的同時做到在生產成本上有競爭力。沙鋼超薄帶近終形連鑄連軋技術,能夠在控制成本的前提下生產超薄、高強度和耐蝕性能優良的熱軋薄鋼帶,有望填補國內產業空白。本文對沙鋼超薄帶雙輥鑄軋工藝的核心技術與生產線布局進行了概述,總結了超薄帶耐候鋼的工藝特點與耐蝕性能,并對超薄帶耐候鋼的未來發展趨勢進行了展望。
1 超薄帶工藝概述
1.1 核心技術
沙鋼引進美國紐柯(Nucor)鋼鐵公司的超薄帶Castrip技術并結合自主創新,于2018年建成了國內第一條超薄帶鑄軋生產線。Castrip技術,國內也叫超薄帶技術,是一種直接鑄軋出尺寸及物理性能滿足最終產品要求的近終成型工藝。由于該工藝采用了一對銅鑄輥取代傳統連鑄的結晶器完成鋼水的凝固過程并進行鑄坯的生產,因此該工藝也稱為雙輥鑄軋技術。沙鋼超薄帶雙輥鑄軋技術的核心工藝,即雙輥連鑄工藝的示意如圖1所示:鋼水通過布流系統注入一對相向旋轉的銅鑄輥之間,鑄輥的兩端采用一對特殊的耐火材料制成的側封板來輔助鋼水熔池的形成;隨著鑄輥的持續轉動,銅鑄輥中通過的冷卻水將熔池中鋼水的熱量帶走,鋼液凝固后從兩輥的縫隙之間經擠壓后連續生產出厚度1.4~2.1 mm的鑄帶,再經一道次在線熱軋生產出厚度0.7~1.9 mm的熱軋薄帶鋼。

圖1 超薄帶雙輥連鑄工藝示意圖
與常規熱軋工藝相比,超薄帶雙輥鑄軋工藝省略了鋼坯環節,鋼水可直接凝固成最薄1.4 mm厚的鋼帶,該工藝可實現更薄規格產品的制造。銅輥中通過的高速冷卻水可在瞬間帶走大量熱量,冷卻速率達1 000 ℃·s-1以上,鋼水可在1 s內完成從液態到固態的轉變,快速凝固可使鋼帶中幾乎不存在元素偏析;在超薄帶的連鑄過程中,不使用保護渣,鋼液與結晶輥直接接觸急速冷卻,避免了傳統工藝的下渣風險,鋼質潔凈度更優[1]。
1.2 生產線布局
沙鋼超薄帶產線采用電爐冶煉鋼水。電爐冶煉的鋼水經真空爐VD和爐外精煉LF處理后,得到成分合格、溫度達標的鋼水。為了達到鋼水在鑄輥間均勻分布的效果,沙鋼超薄帶采用了大包-中間包-過渡包的三包澆鑄體系。因此,相較傳統連鑄工藝,超薄帶的澆鑄過程對鋼水的過熱度要求更高,這決定了出鋼溫度比常規工藝下的高。
超薄帶主線的工藝布局及設備配置如圖2所示。開澆后,鋼水從大包經長水口、中間包、過渡包逐步布流至由側封板及一對銅輥形成的熔池中,銅輥中通入高速冷卻水,鋼水在銅輥表面逐漸凝固,在經過輥縫時鑄輥將兩側坯殼擠壓成一定厚度的鑄帶,鑄帶的拉速一般為50~120 m·min-1。鑄帶經下方的扇形導板傳送至夾送輥,由夾送輥送入四輥單機架軋機中,軋制成目標厚度后經層流冷卻系統冷卻至目標溫度,然后進入卷取機成卷。因為鑄帶本身較薄,所以軋機軋制中采用較小的壓下率,軋制帶材的厚度范圍為0.7~1.9 mm,并且可以通過加工不同的鑄輥及軋輥輥型來控制帶鋼的板型[2]。目前,沙鋼已經穩定使用的鑄輥寬度有1 345及1 680 mm兩種,產品最大寬度可達1 580 mm,其他規格寬度的鑄輥也在開發之中。主線之后配備了一條切邊拉矯線,將產品切至目標寬度并進一步調整板型。沙鋼超薄帶生產線經過兩年的工業化運營,已形成結構鋼、耐候鋼、高強鋼及汽車用鋼等幾大類共20多個品種,產品厚度規格涵蓋0.8~1.9 mm,產品質量得到市場的廣泛認可。

圖2 超薄帶主線工藝布局及設備配置示意圖
2 超薄帶耐候鋼發展現狀
2.1 超薄帶耐候鋼的工藝特點
沙鋼自2019年開始采用超薄帶產線批量生產耐候鋼,目前最主要的產品為SPA-H鋼,其典型化學成分如表1所示。作為一種已經得到廣泛應用的產品,沙鋼超薄帶SPA-H鋼在合金化上采用較通行的做法,即添加銅、磷、鉻等元素,通過在鋼材表面形成一層較為致密的氧化膜來降低腐蝕速率。其中:銅元素可以通過陽極鈍化降低表面腐蝕速率,且銅可以與鋼中的硫形成難溶的硫化物,以降低鋼中硫的負面作用;磷作為耐腐蝕合金體系中最有效的元素之一,可以與銅共同作用,加快Fe2+向Fe3+的轉化,促進鋼材表面形成均勻致密的氧化保護膜;鉻元素的加入可以抑制在干濕交替環境下Fe3+轉變為Fe2+的還原反應,提高均勻銹層的穩定性[3]。

表1 沙鋼超薄帶SPA-H耐候鋼與傳統熱軋SPA-H耐候鋼的典型化學成分
由于工藝的特殊性,超薄帶產線更偏向于生產低碳/超低碳鋼材。超薄帶SPA-H鋼中碳的質量分數一般控制在0.020%~0.025%,與傳統熱軋產品相比,其含量顯著降低。采用傳統熱軋工藝制備鋼材時,偏低的碳含量會導致材料強度顯著降低;而超薄帶雙輥鑄軋工藝由于快速凝固的特點,鑄帶的鑄態組織及最終產品的顯微組織與傳統產品有明顯差異。在傳統熱軋過程中,SPA-H鋼熱軋板坯經歷再加熱、多道次粗軋和精軋以及較長時間的層流冷卻等工序后,其顯微組織比較均勻,晶粒細小且多呈等軸狀,如圖3(a)所示。沙鋼超薄帶SPA-H鋼的顯微組織如圖3(b)所示,與傳統熱軋工藝相比,超薄帶雙輥鑄軋工藝下鋼水的凝固過程非常迅速,其組織基本由鐵素體構成,鐵素體晶粒形態多樣,除少數呈等軸狀外,大多呈不規則多邊形。相比傳統熱軋SPA-H鋼,超薄帶SPA-H鋼的晶粒尺寸偏大,并有部分針狀鐵素體[4],針狀鐵素體的強度較高,因此超薄帶SPA-H鋼在很低的碳含量且晶粒尺寸較大的情況下也能達到與傳統熱軋產品接近的強度,再通過錳元素的強化作用,其性能完全滿足標準要求,如表2所示。隨著碳含量的降低,焊接性能也隨之提高,這為材料的后續加工帶來了便利。
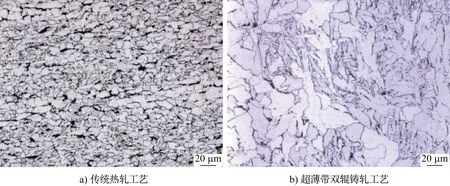
圖3 不同工藝生產的SPA-H耐候鋼的顯微組織

表2 超薄帶SPA-H鋼的力學性能標準值及測試值
采用傳統熱軋工藝,耐腐蝕元素尤其是磷元素,在凝固過程中易形成偏析且易富集在帶鋼的中心部位,導致其耐蝕性能不均勻;相比于傳統熱軋工藝,超薄帶雙輥鑄軋工藝的凝固速率更大,可以顯著改善包括磷元素在內的元素偏析現象,不同工藝生產的SPA-H耐候鋼中磷元素的分布結果如圖4所示。可見磷在超薄帶SPA-H鋼中分布均勻,從而提高了鋼的整體耐蝕性能。

圖4 不同工藝生產的SPA-H耐候鋼中磷元素的分布
超薄帶SPA-H鋼與傳統熱軋SPA-H鋼的夾雜物評級結果如表3所示。傳統熱軋鋼中的非金屬夾雜物(硫化物、氧化物、硅酸鹽等)常常作為腐蝕電池的陰極成為最早的點蝕誘發源,從而加速鋼鐵材料的腐蝕和失效。鋼中長條狀、鏈狀硫化物及氧化物等夾雜物具有較大的長寬比,電極電位明顯高于鋼基體,從而誘發點蝕,同時夾雜物中曲率半徑小的夾雜物優先溶解,造成基體局部酸化,進一步加速基體的腐蝕。超薄帶雙輥鑄軋工藝的可控快速冷卻過程有利于形成細小且形狀均勻的類球形夾雜物。由于超薄帶澆鑄采用硅脫氧鋼,避免了鋁脫氧鋼中常見的Ⅱ型MnS不規則夾雜物,因此夾雜物與基體電位差較低。同時,夾雜物未經歷大壓下率的傳統連鑄連軋過程,其分布具有各向同性的特點,從而提高了超薄帶產品的成形性能[5]。

表3 超薄帶SPA-H鋼與傳統熱軋SPA-H鋼的夾雜物評級
相比于傳統熱軋工藝,超薄帶雙輥鑄軋工藝對產品厚度,尤其是薄規格范圍內的控制更加靈活。以廣泛適用于貨柜集裝箱的厚1.6 mm規格SPA-H鋼卷板產品為例,為了提高成材率,實際厚度往往按照標準規定遵循負公差交貨,即中心厚度一般控制在1.48 mm。在傳統熱軋生產條件下,1.5 mm以下厚度產品的生產難度較大,生產效率不高,無法達到最大產能,導致相應規格的排產困難以及產品成本上升,從而嚴重損害了產品的市場競爭力。沙鋼超薄帶產線專為薄規格產品設計,能在精準控制厚度的同時不增加額外生產成本,目前甚至可以穩定生產0.9 mm厚度產品。在穩定生產薄規格產品的基礎上,沙鋼超薄帶產線同時可以精確控制板型,超薄帶實物的楔形小于15 μm,厚度波動在±20 μm以內。圖5是超薄帶產品的厚度波動范圍,在整卷1 200 m的長度范圍內厚度波動不超±10 μm,且不存在頭尾厚度差問題,使用時不用切頭切尾,提高了成材率。另外,由于超薄帶生產流程短,鑄輥至軋機之間利用熱箱內的惰性氣體保護,防止了高溫鋼帶的氧化,鋼帶出軋機之前幾乎沒有氧化,表面粗糙度Ra基本控制在2 μm以下,平均值為0.95 μm,表面質量遠優于傳統熱軋產品,接近冷軋產品。

圖5 超薄帶SPA-H鋼的中心厚度波動范圍
2.2 超薄帶SPA-H鋼的耐蝕性能
SPA-H鋼廣泛用于制造海運標準集裝箱。在遠洋運輸中,SPA-H鋼主要遭受干濕循環條件下的大氣腐蝕。為了模擬這一過程,一般采用周浸試驗來評估超薄帶SPA-H鋼的耐蝕性能。在0.01 mol/L的NaHSO3溶液中進行周浸試驗,45 ℃光照,濕度70%,一個循環1 h(浸潤12 min,暴露48 min),試驗時間為24、48、72、120 h。將超薄帶SPA-H鋼與傳統熱軋SPA-H鋼以及超薄帶Q235結構鋼的耐蝕性能進行對比。不同時間周浸試驗后3種試驗鋼的表面腐蝕形貌如圖6所示。在腐蝕初期,3種試驗鋼的腐蝕形貌接近,表面均形成了相似的氧化層。隨著周浸時間增加到72 h,Q235鋼表面銹層疏松多孔,SPA-H鋼表面銹層致密。在周浸時間達到120 h后,SPA-H鋼與碳鋼的表面銹層的這一區別更加顯著。試驗鋼在不同腐蝕時間下的腐蝕速率如圖7所示。可以發現,3種試驗鋼的初期腐蝕速率均較高,后期形成的銹層降低了鐵陽極的溶解速率,從而提高了碳鋼和耐候鋼的耐蝕性能[6]。耐候鋼的初期腐蝕速率比碳鋼大,且自身銹層還原能力比碳鋼強,從而有利于銹層的形成,在相同干濕循環條件下,腐蝕初期耐候鋼的銹層比碳鋼厚,而腐蝕后期比碳鋼更致密,從而使得耐候鋼基體得到長期保護。

圖6 不同時間周浸試驗后超薄帶Q235鋼、超薄帶SPA-H鋼以及傳統熱軋SPA-H鋼的表面腐蝕形貌
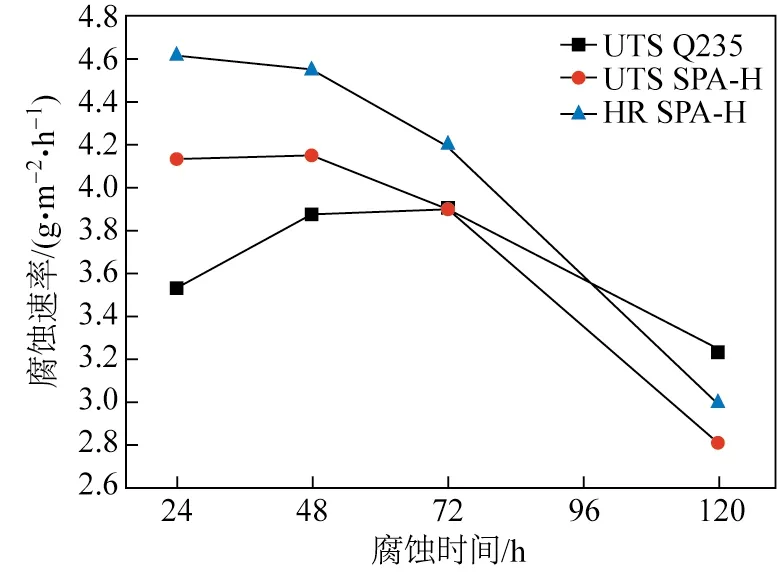
圖7 周浸試驗后超薄帶SPA-H鋼、傳統熱軋SPA-H鋼以及超薄帶Q235鋼的腐蝕速率隨腐蝕時間的變化
3 耐候鋼的發展趨勢及沙鋼超薄帶的作用
與國外相比,我國耐候鋼研制起步較晚。自19世紀60年代中期首次試制出09MnCuPTi耐候鋼并將其初步應用于鐵路貨車制造以來,我國從主要仿制美國Corten系列耐候鋼開始,逐漸發展到充分利用自身礦產特點,開發出一系列適合自身工業體系的耐候鋼,包括鞍鋼集團的08-Cu-P-V-RE系列、武鋼集團的09Cu-P-Ti系列等[7]。目前這些耐候鋼已經廣泛應用于橋梁、建筑、鐵路等傳統領域。
近年來我國持續推進的產業升級給耐候鋼帶來了更大的應用空間。隨著近年光伏發電產業的迅猛發展,對太陽能板支架鋼材的需求也持續增長。太陽能板支架一般采用碳鋼制造,為了提高其在露天條件下的耐蝕性能,目前普遍采用表面鍍鋅,但鍍鋅材料的應用局限性較大。鍍鋅材料耐蝕性能不均勻,表面鋅層在雨水和泥土的作用下逐漸剝落,暴露的基材耐腐蝕性能不足,易造成整體材料的腐蝕失效[8];剝落鋅層通過浸出效應擴散至土地以及地下水源而對環境造成極大的污染。此外,在較高大氣污染或者海洋性大氣環境等極端環境下,耐候鋼的耐蝕性能相比普通碳鋼的優勢更明顯[9]。因此,采用耐候鋼代替鍍鋅普碳鋼制造戶外太陽能板支架,符合產業升級和環境保護要求的趨勢。因為前期工程投入較大且缺乏配套加工設備,所以國內建筑耐候鋼僅限于應用在極端環境下的特殊建筑。但是近年來隨著產業的升級以及建筑風格的多樣化,采用耐候鋼表面形成的紅棕色氧化膜來達成特殊風格的建筑逐漸增多。此外,在取代建筑用冷軋彩鋼瓦對鋼結構廠房進行外立面覆蓋領域方面,耐候鋼也是一種合理的選擇。
耐候鋼無論是用于制造太陽能支架,還是作為建筑材料,其核心問題是輕量化的需求。為了滿足該需求,需采用更薄、更高強度的耐候鋼。目前,我國市場上存在各種牌號的高強耐候鋼,如首鋼集團通過合理控制軋制和冷卻工藝,并發揮鈦的析出強化作用而生產的具有優異的薄寬規格(4 mm×1 800 mm),且屈服強度達到750 MPa級別的耐候鋼[10]。但目前市場上采用傳統熱軋工藝生產的能夠真正滿足“以熱帶冷”要求的高強超薄耐候鋼產品還處于空白狀態。采用熱軋工藝很難直接生產出厚度2 mm 以下的高強耐候鋼,而目前采用沙鋼超薄帶雙輥鑄軋工藝已能穩定生產從Q345到Q690級別的低合金高強鋼,厚度區間在0.9~1.6 mm。鑒于目前市場對該類產品的需求,沙鋼正在積極進行550 MPa以上級別高強超薄帶耐候鋼的產品開發。
4 結束語
與國外相比,我國耐候鋼的開發起步較晚。但是隨著國民經濟的發展與產業升級的持續推進,國內市場對耐候鋼的需求與日俱增。除了應用于橋梁、鐵路等領域的傳統熱軋耐候鋼外,近年來輕量化、高強化的需求為我國耐候鋼行業的發展帶來了新的挑戰。沙鋼超薄帶雙輥鑄軋生產線在一定程度上代表了未來行業的發展趨勢,在生產超薄、超寬、高強的產品方面具有得天獨厚的優勢。目前沙鋼生產的以SPA-H鋼為代表的耐候鋼相比傳統熱軋產品具有表面質量好、性質均一、成材率高的特點。為了適應行業內對節能減排、綠色生態以及集約高效的需求,并開拓新的應用領域,沙鋼正在全力推進具備高強度、薄規格、高耐候等要求的新一代超薄帶耐候鋼產品,以滿足輕量化與“以熱帶冷”的市場需求。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
